In parole semplici, il politetrafluoroetilene (PTFE) non può essere lavorato con tecniche convenzionali a causa della sua viscosità straordinariamente elevata. Anche quando riscaldato ben al di sopra del suo punto di fusione, il PTFE non scorre come una plastica liquida tipica. Invece di fondersi in uno stato fluido adatto allo stampaggio a iniezione o all'estrusione, passa a un solido simile a un gel che resiste all'essere spinto attraverso uno stampo.
Il problema fondamentale è che l'immensa viscosità allo stato fuso del PTFE gli impedisce di diventare mai un liquido vero e scorrevole. Ciò impone l'adozione di un processo di produzione completamente diverso, simile alla metallurgia delle polveri, in cui il materiale viene prima compresso e poi riscaldato per fondere insieme le particelle.

La causa principale: viscosità allo stato fuso estrema
Per comprendere la sfida di lavorazione, dobbiamo prima capire cosa significhi veramente "alta viscosità" nel contesto del PTFE. È una differenza di natura, non solo di grado.
Cosa significa alta viscosità per il PTFE
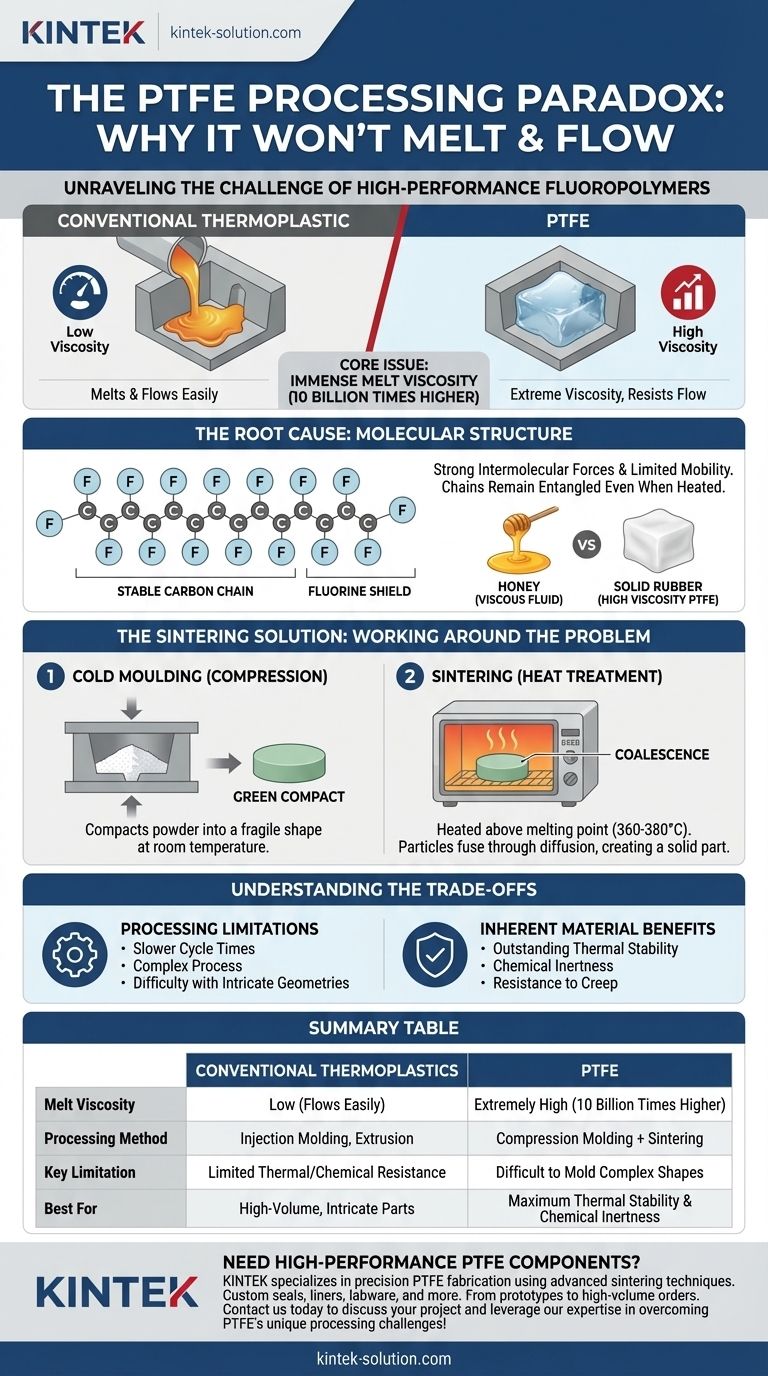
La viscosità è una misura della resistenza di un fluido allo scorrimento. Per la maggior parte dei termoplastici, il riscaldamento oltre il punto di fusione ne abbassa drasticamente la viscosità, consentendo loro di essere facilmente iniettati in uno stampo.
Il PTFE si comporta in modo diverso. La sua viscosità allo stato fuso è circa 10 miliardi di volte superiore a quella delle plastiche comuni come il polipropilene.
Questo non è come confrontare il miele con l'acqua; è come confrontare un blocco solido di gomma con l'acqua. Il materiale si deforma sotto un'immensa pressione, ma non scorrerà per riempire i dettagli intricati di uno stampo.
L'origine del problema
Questo comportamento unico deriva dalla struttura molecolare del PTFE. È costituito da una lunga catena di carbonio stabile completamente schermata da atomi di fluoro più grandi.
Questa struttura crea forze intermolecolari incredibilmente forti e limita la mobilità delle catene polimeriche. Anche quando viene applicata energia termica sufficiente per rompere la struttura cristallina (fusione), le catene rimangono aggrovigliate e incapaci di scivolare liberamente l'una sull'altra.
La soluzione della sinterizzazione: aggirare il problema
Poiché non è possibile fondere e stampare il PTFE nel senso tradizionale, gli ingegneri hanno sviluppato un processo in più fasi che aggira la sua elevata viscosità. Questo metodo prevede la compressione del materiale a freddo e quindi la sua fusione con il calore.
Fase 1: Stampaggio a freddo (o Compressione)
Il processo inizia con il PTFE in forma di polvere o granulare. Questa polvere viene versata in uno stampo e sottoposta ad alta pressione a temperatura ambiente.
Questa fase, spesso chiamata preformatura, compatta la polvere nella forma desiderata. Le singole particelle sono semplicemente tenute insieme dalla forza meccanica, dando vita a un pezzo fragile spesso chiamato compatto "verde".
Fase 2: Sinterizzazione (Trattamento termico)
Il pezzo preformato viene quindi rimosso con cura dallo stampo e riscaldato in un forno a una temperatura superiore al punto di fusione del PTFE (circa 360-380°C).
Durante la sinterizzazione, il materiale non si fonde e non scorre. Invece, le molecole sulla superficie di ogni singola particella diventano sufficientemente mobili da diffondersi attraverso i confini delle particelle, aggrovigliandosi con le molecole delle particelle vicine. Questo processo, chiamato coalescenza, fonde le particelle in un prodotto finale solido, denso e durevole.
Comprendere i compromessi
Questo processo specializzato è sia una limitazione che una chiave per le notevoli proprietà del PTFE. La caratteristica stessa che ne rende difficile la lavorazione è anche ciò che ne determina il valore.
Limitazioni di lavorazione
Rispetto allo stampaggio a iniezione, la sinterizzazione è un processo più lento e complesso. I tempi ciclo sono notevolmente più lunghi, il che aumenta i costi di produzione.
È anche più difficile creare pezzi con angoli estremamente netti, pareti sottili o geometrie altamente intricate. Infine, se il processo non è controllato perfettamente, può comportare una porosità residua all'interno del pezzo finale.
Benefici intrinseci del materiale
L'estrema viscosità e la forte struttura molecolare sono direttamente responsabili delle caratteristiche più apprezzate del PTFE. La sua eccezionale stabilità termica, inerzia chimica e resistenza allo scorrimento (deformazione sotto carico) sono tutte conseguenze delle proprietà che impediscono la lavorazione allo stato fuso.
In sostanza, si scambia la facilità di produzione con prestazioni superiori del materiale in ambienti difficili.
Fare la scelta giusta per il tuo obiettivo
Comprendere questa fondamentale differenza di lavorazione è fondamentale quando si seleziona un materiale per un'applicazione ad alte prestazioni.
- Se il tuo obiettivo principale è la produzione di massa di pezzi complessi: Il PTFE standard potrebbe non essere adatto. Invece, valuta i fluoropolimeri processabili allo stato fuso come FEP o PFA, che offrono proprietà simili con la capacità di essere stampati a iniezione, al costo di prestazioni termiche leggermente inferiori.
- Se il tuo obiettivo principale è la massima stabilità termica e resistenza chimica: Le proprietà uniche del PTFE sinterizzato sono spesso non negoziabili. Il metodo di produzione è un compromesso necessario per ottenere il massimo livello di prestazione.
In definitiva, il metodo di lavorazione del PTFE è una conseguenza diretta della struttura molecolare che lo rende uno dei polimeri più capaci disponibili.
Tabella riassuntiva:
| Aspetto | Termoplastici convenzionali | PTFE |
|---|---|---|
| Viscosità allo stato fuso | Bassa (scorre facilmente) | Estremamente alta (10 miliardi di volte superiore) |
| Metodo di lavorazione | Stampaggio a iniezione, estrusione | Stampaggio a compressione + sinterizzazione |
| Limitazione principale | Resistenza termica/chimica limitata | Difficile da stampare in forme complesse |
| Ideale per | Pezzi complessi ad alto volume | Massima stabilità termica e inerzia chimica |
Hai bisogno di componenti in PTFE ad alte prestazioni? KINTEK è specializzata nella fabbricazione di PTFE di precisione utilizzando tecniche di sinterizzazione avanzate. Produciamo guarnizioni, rivestimenti e vetreria personalizzati per applicazioni nei settori dei semiconduttori, medico e industriale, dai prototipi agli ordini ad alto volume. Contattaci oggi per discutere il tuo progetto e sfruttare la nostra esperienza nel superare le sfide di lavorazione uniche del PTFE!
Guida Visiva
Prodotti correlati
- Sistema di Filtrazione Personalizzato in PTFE Resistente agli Acidi Grado Semiconduttore ad Alta Purezza per Processi Chimici
- Rubinetto in PTFE ad alta resistenza alla corrosione - Valvola in politetrafluoroetilene per serbatoi di stoccaggio chimici e sistemi di trasferimento fluidi - Qualità industriale personalizzabile
- Sistema di filtrazione sotto vuoto PTFE PFA resistente alla corrosione, personalizzabile, dispositivo infrangibile per laboratorio
- Filtro Corrosione Resistente in PTFE con Connessioni Valvola PFA e Piastra Setto Integrata
- Siringa in PTFE da 50 ml resistente alle alte temperature e agli agenti chimici, iniettore Teflon personalizzato con guarnizione filettata per l'analisi delle tracce
Domande frequenti
- Perché i filtri in PTFE sono vantaggiosi per l'analisi gravimetrica? Ottieni una precisione e un'accuratezza senza pari
- Quali passaggi sono necessari per selezionare il filtro in PTFE corretto? Una guida in 4 passaggi per una filtrazione ottimale
- Quali sono le applicazioni industriali comuni dei filtri in PTFE? Padroneggiare la filtrazione critica nelle industrie esigenti
- Perché i filtri in politetrafluoroetilene (PTFE) sono preferiti per le applicazioni farmaceutiche e di bioprocessing di laboratorio?
- Quali sono le applicazioni tipiche dei filtri in PTFE nella filtrazione scientifica? Padroneggiare la filtrazione di sostanze chimiche aggressive e gas



















