Per ottenere tolleranze ristrette nella lavorazione del Teflon (PTFE), è necessario utilizzare utensili eccezionalmente affilati, implementare una gestione termica meticolosa con refrigeranti, ricuocere il materiale per alleviare le tensioni e utilizzare attrezzature di fissaggio specializzate che prevengano la deformazione. Questi passaggi contrastano direttamente la morbidezza intrinseca del PTFE, l'elevata dilatazione termica e la tendenza a scorrere sotto pressione, che sono i principali ostacoli alla precisione.
Il successo nella lavorazione del PTFE non consiste nel forzare il materiale alla sottomissione; consiste nell'adattarsi alle sue proprietà uniche. La sfida principale è gestire la sua estrema dilatazione termica e morbidezza, il che richiede una strategia incentrata sul taglio netto, sul controllo costante della temperatura e sulla riduzione delle sollecitazioni.

Comprendere le Sfide Fondamentali della Lavorazione del PTFE
Prima di applicare le migliori pratiche, è essenziale capire perché il PTFE è così difficile da lavorare. Le sue proprietà sono fondamentalmente diverse da quelle dei metalli e della maggior parte delle altre plastiche.
Il Problema della Morbidezza e della Deformazione
Il PTFE è estremamente morbido e ha un basso coefficiente di attrito. Ciò significa che gli utensili smussati non lo taglieranno in modo netto; spingeranno e deformeranno il materiale, portando a una scarsa finitura superficiale e a dimensioni imprecise.
Inoltre, i metodi standard di bloccaggio o fissaggio del pezzo possono facilmente schiacciare o distorcere il pezzo in lavorazione, distruggendo ogni possibilità di ottenere tolleranze ristrette prima ancora di effettuare il primo taglio.
Il Rovescio della Medaglia delle Proprietà Termiche
Il PTFE presenta due proprietà termiche che creano una sfida significativa. In primo luogo, il suo tasso di dilatazione termica è molto elevato, quasi dieci volte quello dell'acciaio. Qualsiasi calore generato durante la lavorazione farà espandere significativamente il materiale.
In secondo luogo, ha una bassa conducibilità termica. Ciò significa che il calore generato dall'utensile da taglio non si dissipa attraverso il materiale. Si concentra invece nel punto di taglio, causando un'espansione localizzata e rendendo impossibili misurazioni precise finché il pezzo non si è completamente raffreddato e stabilizzato.
L'Impatto delle Tensioni Interne
Il processo di produzione del materiale grezzo di PTFE induce tensioni interne. Durante la lavorazione, man mano che il materiale viene rimosso, queste tensioni vengono rilasciate in modo non uniforme, facendo sì che il pezzo si deformi e si muova in modi imprevedibili. Ciò rende estremamente difficile mantenere tolleranze ristrette su un pezzo finito senza un'adeguata riduzione delle sollecitazioni.
I Pilastri della Lavorazione di Precisione del PTFE
Una strategia di successo per la lavorazione del PTFE si basa su alcuni principi fondamentali che affrontano direttamente le sue proprietà impegnative.
Pilastro 1: Selezione e Geometria degli Utensili
Il fattore più importante è l'affilatura dell'utensile. Gli utensili devono essere affilati come un rasoio per tagliare nettamente il materiale anziché spingerlo.
Si raccomandano utensili in carburo, con punta in stellite o persino utensili diamantati grazie alla loro capacità di mantenere un bordo affilato. Un angolo di spoglia positivo elevato aiuta a sollevare il truciolo lontano dal pezzo in lavorazione, riducendo l'attrito e l'accumulo di calore.
Pilastro 2: Gestione Termica e dei Refrigeranti
Il rigoroso controllo della temperatura non è negoziabile. L'obiettivo è rimuovere il calore non appena viene generato per impedire che la dilatazione termica influenzi l'accuratezza dimensionale.
Un refrigerante a spruzzo idrosolubile è altamente efficace. In alternativa, si possono utilizzare sistemi ad aria pressurizzata o a nebbia per gestire il calore e, cosa altrettanto importante, per rimuovere i trucioli che altrimenti potrebbero rimanere incastrati e rovinare la superficie morbida.
Pilastro 3: Velocità e Avanzamenti Ottimizzati
L'approccio generale consiste nell'utilizzare alte velocità di taglio combinate con velocità di avanzamento controllate. Le alte velocità del mandrino aiutano a garantire un taglio netto, mentre una velocità di avanzamento moderata previene una pressione eccessiva dell'utensile che potrebbe deformare il pezzo.
Trovare il giusto equilibrio è fondamentale per ottenere una buona finitura superficiale senza generare calore eccessivo.
Pilastro 4: Fissaggio del Pezzo Sicuro e a Bassa Pressione
Le attrezzature di fissaggio devono essere progettate specificamente per il PTFE. Utilizzare attrezzature che supportino un'ampia superficie del pezzo per distribuire uniformemente la pressione di serraggio.
Evitare di serrare eccessivamente morse o mandrini. L'obiettivo è tenere il pezzo abbastanza saldo da resistere alle forze di taglio ma abbastanza delicatamente da evitare qualsiasi distorsione.
Il Ruolo Critico della Riduzione delle Sollecitazioni (Ricottura)
La ricottura è il processo di riscaldamento di un materiale a una temperatura specifica e successivo lento raffreddamento. Per i pezzi in PTFE con tolleranze ristrette, questo non è un passaggio opzionale.
Ricottura Pre-Lavorazione
Ricuocere il materiale grezzo di PTFE prima della lavorazione è fondamentale per stabilizzare il materiale. Questo processo allevia le tensioni interne derivanti dalla produzione, fornendo un pezzo in lavorazione più prevedibile e dimensionalmente stabile con cui iniziare.
Ricottura Post-Lavorazione
Dopo la lavorazione grezza, è possibile eseguire un secondo ciclo di ricottura per alleviare le tensioni indotte dal processo di taglio. Ciò è particolarmente importante per i pezzi con geometrie complesse o tolleranze estremamente ristrette, poiché garantisce che il pezzo finale non si deformi o cambi dimensioni nel tempo.
Comprendere i Compromessi e i Limiti
Anche con una tecnica perfetta, è fondamentale riconoscere i limiti intrinseci del materiale.
Instabilità Intrinseca del Materiale
A causa della sua elevata dilatazione termica e della tendenza al creep da stress (lenta deformazione sotto carico), il PTFE non è ideale per componenti che richiedono una stabilità dimensionale assoluta a lungo termine rispetto a materiali come acciaio o PEEK. Le tolleranze devono essere impostate in modo realistico.
Minore Resistenza Meccanica
Il PTFE ha una resistenza alla trazione e alla compressione relativamente bassa rispetto ad altri polimeri ingegneristici come nylon o Delrin. Viene scelto per la sua lubrificità e resistenza chimica, non per la sua robustezza meccanica.
Sicurezza e Produzione di Fumi
Una considerazione critica per la sicurezza è che il PTFE produce fumi tossici se esposto a temperature superiori a 500°F (260°C). I processi di lavorazione devono essere controllati per garantire che le temperature rimangano ben al di sotto di questa soglia.
Una Lista di Controllo Pratica per il Tuo Prossimo Progetto in PTFE
Utilizza queste linee guida per allineare la tua strategia di lavorazione al tuo obiettivo principale.
- Se il tuo obiettivo principale è la massima precisione e stabilità: Devi includere cicli di ricottura sia pre- che post-lavorazione nel tuo processo.
- Se il tuo obiettivo principale è un'eccellente finitura superficiale: Dai priorità a utensili eccezionalmente affilati con un elevato angolo di spoglia positivo e utilizza un refrigerante a spruzzo o a nebbia costante per rimuovere immediatamente i trucioli.
- Se il tuo obiettivo principale è prevenire la deformazione del pezzo: Progetta attrezzature specializzate a bassa forza di serraggio e minimizza la pressione dell'utensile utilizzando utensili affilati e velocità di avanzamento controllate.
Padroneggiare questi principi trasforma il PTFE da materiale impegnativo a componente prevedibile e affidabile per applicazioni ad alte prestazioni.
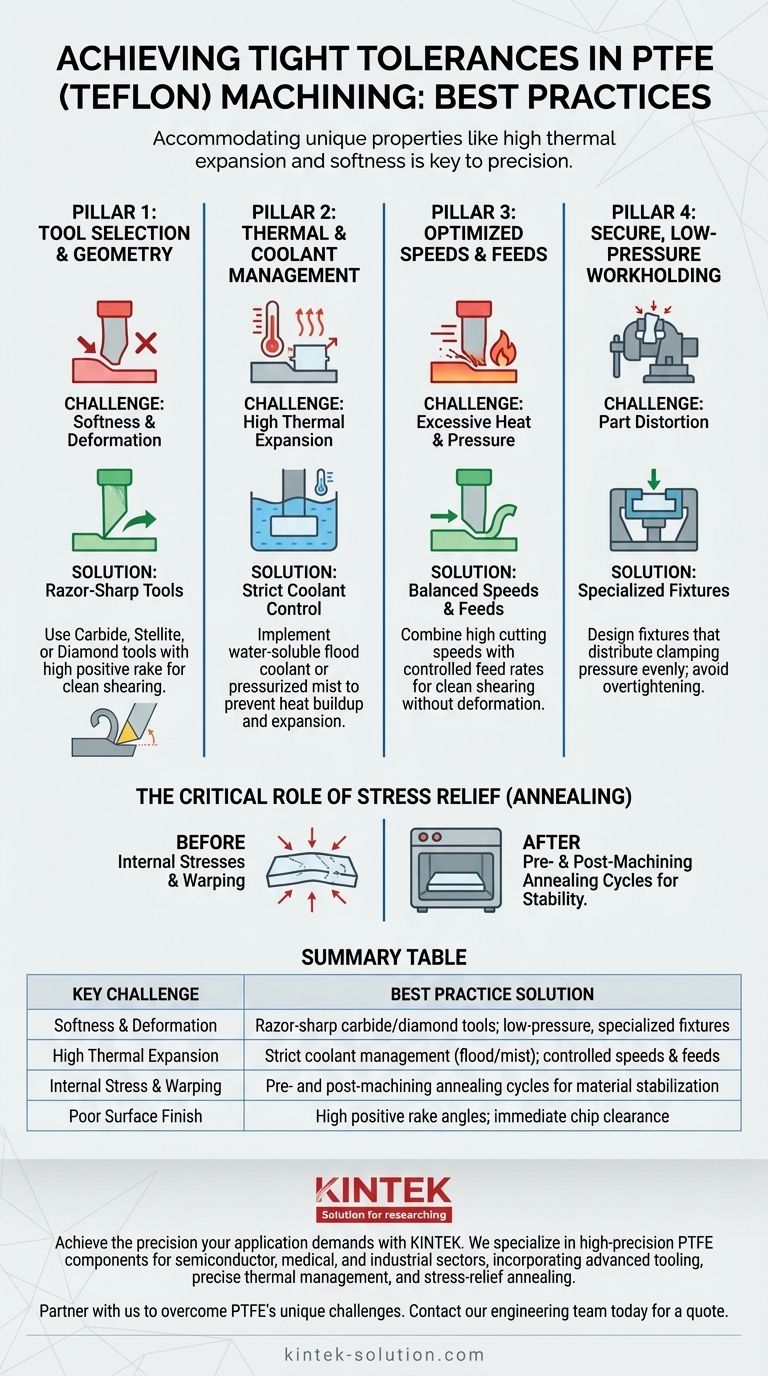
Tabella Riassuntiva:
| Sfida Chiave | Soluzione Migliore Pratica |
|---|---|
| Morbidezza e Deformazione | Utensili in carburo/diamante affilati come rasoi; attrezzature specializzate a bassa pressione |
| Elevata Dilatazione Termica | Gestione rigorosa del refrigerante (a spruzzo/nebbia); velocità e avanzamenti controllati |
| Tensioni Interne e Deformazione | Cicli di ricottura pre- e post-lavorazione per la stabilizzazione del materiale |
| Scarsa Finitura Superficiale | Angoli di spoglia positivi elevati; rimozione immediata dei trucioli per evitare graffi |
Ottieni la precisione richiesta dalla tua applicazione con KINTEK.
La lavorazione del PTFE per ottenere tolleranze ristrette richiede competenze specializzate e una meticolosa attenzione ai dettagli, esattamente ciò che forniamo. In KINTEK, produciamo componenti in PTFE di alta precisione (guarnizioni, rivestimenti, vetreria da laboratorio e altro) per i settori dei semiconduttori, medico, di laboratorio e industriale. Il nostro processo incorpora le migliori pratiche critiche delineate qui, inclusi utensili avanzati, gestione termica precisa e ricottura per la riduzione delle sollecitazioni, per garantire che i vostri pezzi soddisfino le specifiche esatte e funzionino in modo affidabile.
Sia che abbiate bisogno di prototipi o di produzione ad alto volume, collaboriamo con voi per superare le sfide uniche del PTFE. Discutiamo i requisiti del vostro progetto e come possiamo fornire la precisione di cui avete bisogno.
Contatta oggi il nostro team di ingegneri per un preventivo
Guida Visiva
Prodotti correlati
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Reattore in Politetrafluoroetilene (PTFE) Personalizzabile e Pallone in Teflon Resistente alla Corrosione
- Disco di dispersione in PTFE resistente alla corrosione ed elica di agitazione ad alta temperatura per la miscelazione chimica di laboratorio
- Sfere personalizzate in PTFE Teflon per applicazioni industriali avanzate
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
Domande frequenti
- Quali sono le proprietà chiave del Teflon (PTFE) utilizzate nei componenti personalizzati? | Ottieni le massime prestazioni
- Quali sono i vantaggi chiave del PTFE nella fabbricazione su misura? Sblocca le prestazioni in condizioni estreme
- Quali sono i principali vantaggi dell'utilizzo del PTFE per componenti personalizzati? Risolvere complesse sfide ingegneristiche
- Perché la scelta dell'utensile è importante nella lavorazione CNC dei componenti in PTFE? Ottenere precisione e qualità
- Quali sono le dimensioni minime e massime per la lavorazione meccanica dei pezzi in PTFE? Progettare per il successo senza limiti universali



















