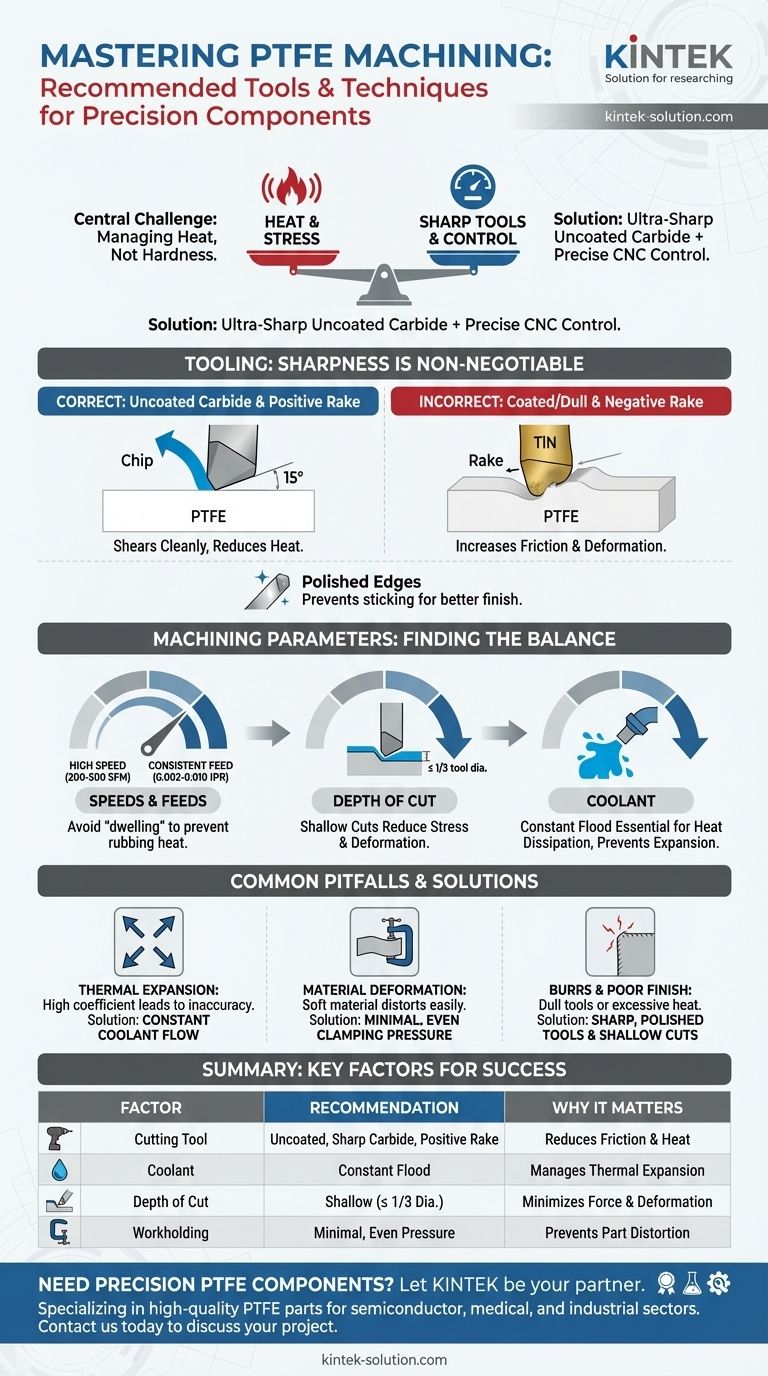
Per lavorare con successo il PTFE, l'approccio consigliato combina utensili in metallo duro non rivestiti estremamente affilati con un controllo CNC preciso. Le tecniche fondamentali—fresatura, tornitura e foratura—devono essere adattate per gestire le proprietà uniche del PTFE, in particolare il suo basso punto di fusione, l'elevata dilatazione termica e la tendenza a deformarsi sotto pressione.
La sfida centrale nella lavorazione meccanica del PTFE non è la durezza del materiale, ma la gestione del calore e dello stress. Il successo dipende dalla minimizzazione del calore di attrito con utensili affilati e velocità adeguate, prevenendo al contempo che il materiale morbido si deformi a causa di forze di serraggio o di taglio eccessive.

Selezione degli Utensili Giusti: L'Affilatura è Non Negoziabile
La scelta dell'utensile da taglio è il fattore più importante per ottenere un risultato pulito e dimensionalmente accurato con il PTFE. L'obiettivo è tranciare il materiale in modo netto piuttosto che spingerlo o strapparlo.
Perché il Metallo Duro Non Rivestito è lo Standard
Gli utensili in metallo duro rivestiti in metallo duro o in metallo duro integrale sono la scelta preferita. La loro capacità di mantenere un bordo estremamente affilato riduce le forze di taglio e minimizza il calore di attrito che fa espandere e deformare il PTFE.
A differenza dei metalli, i rivestimenti come il nitruro di titanio (TiN) sono dannosi in questo caso. Possono aumentare l'attrito, portando a una maggiore generazione di calore e all'accumulo di materiale sul tagliente dell'utensile.
Il Ruolo Critico della Geometria dell'Utensile
Una geometria dell'utensile corretta è essenziale per un taglio netto. Gli utensili dovrebbero avere un angolo di spoglia superiore positivo, spesso compreso tra 0 e 15 gradi.
Questa geometria crea un'azione di tranciatura che allontana il truciolo dal pezzo in lavorazione. Un angolo di spoglia neutro o negativo "arerebbe" attraverso il materiale morbido, causando deformazione, bave e una scarsa finitura superficiale.
L'Importanza dei Bordi Lucidati
L'utilizzo di utensili con taglienti altamente lucidati riduce ulteriormente l'attrito. Questa semplice caratteristica aiuta a impedire che i trucioli morbidi di PTFE si attacchino all'utensile, garantendo un taglio più pulito e una migliore evacuazione dei trucioli.
Padroneggiare i Parametri di Lavorazione per il PTFE
Il controllo dei parametri della macchina consiste nel trovare l'equilibrio tra un'efficiente rimozione del materiale e la gestione del calore. Un approccio aggressivo adatto ai metalli porterà al fallimento con il PTFE.
Bilanciare Velocità di Taglio e Avanzamenti
Il PTFE può essere lavorato a velocità di taglio elevate (200-500 piedi superficiali al minuto), ma questo deve essere abbinato a un avanzamento appropriato (0,002-0,010 pollici per giro).
La chiave è evitare il "tempo di permanenza" (dwelling), in cui l'utensile gira in un punto senza tagliare attivamente. Questa azione di sfregamento genera un intenso calore di attrito. Un avanzamento costante e moderato assicura che l'utensile rimuova sempre materiale e allontani il calore con il truciolo.
La Regola della "Profondità di Taglio Bassa"
Per ridurre al minimo le forze di taglio e il calore, utilizzare sempre una profondità di taglio bassa. Una linea guida comune è non superare un terzo del diametro dell'utensile per passata.
Ciò riduce lo stress sul materiale, impedendogli di deformarsi o di essere trascinato nel tagliente, che è un problema comune con i polimeri morbidi.
La Necessità del Refrigerante
È fortemente raccomandato un flusso costante di refrigerante. Il suo scopo principale non è la lubrificazione, ma dissipare il calore non appena viene generato.
Questo impedisce al pezzo in PTFE di espandersi durante la lavorazione, il che causerebbe un sottodimensionamento una volta raffreddato a temperatura ambiente. Il refrigerante aiuta anche a spazzare via i trucioli fibrosi tipici del PTFE.
Comprendere i Compromessi e le Insidie Comuni
Ignorare le proprietà uniche del PTFE porta a problemi prevedibili. Comprendere queste insidie è fondamentale per la risoluzione dei problemi e il perfezionamento del processo.
Il Problema della Dilatazione Termica
Il PTFE ha uno dei coefficienti di dilatazione termica più elevati tra i polimeri. Anche un piccolo aumento di temperatura dovuto all'attrito farà espandere significativamente il materiale, portando a imprecisioni dimensionali nel pezzo finale.
Evitare la Deformazione del Materiale
Poiché il PTFE è morbido, può essere facilmente distorto. È essenziale una pressione di serraggio minima. Serrare eccessivamente una morsa o un mandrino comprimerà il materiale e il pezzo lavorato tornerà fuori tolleranza una volta rilasciato. Utilizzare dispositivi di fissaggio progettati per distribuire la pressione in modo uniforme.
La Sfida delle Bave e della Scarsa Finitura
Una scarsa finitura superficiale e bave pesanti sono quasi sempre causate da un utensile smussato, una geometria dell'utensile errata o un calore eccessivo. Riassegnare regolarmente gli utensili e confermare di utilizzare un angolo di spoglia positivo per garantire un taglio netto di tranciatura.
Fare la Scelta Giusta per il Tuo Obiettivo
Il tuo obiettivo specifico influenzerà i parametri che darai priorità.
- Se la tua priorità principale è l'elevata precisione dimensionale: Dai la priorità al flusso costante del refrigerante e agli utensili in metallo duro non rivestiti e affilati per gestire la dilatazione termica sopra ogni altra cosa.
- Se la tua priorità principale è un'eccellente finitura superficiale: Enfatizza una profondità di taglio molto bassa, bordi dell'utensile lucidati e un avanzamento costante per prevenire segni dell'utensile e bave.
- Se la tua priorità principale è evitare lo spreco di materiale: Perfeziona la tua strategia di bloccaggio utilizzando una pressione di serraggio minima e distribuita uniformemente per prevenire la deformazione del pezzo.
In definitiva, la lavorazione meccanica di successo del PTFE dipende dal trattare il materiale con precisione, dando priorità alla gestione del calore e all'affilatura rispetto ai tassi di rimozione aggressivi.
Tabella Riassuntiva:
| Fattore Chiave | Raccomandazione | Perché è Importante |
|---|---|---|
| Utensile da Taglio | Metallo duro non rivestito e affilato con spoglia positiva | Riduce l'attrito e il calore; assicura un taglio netto di tranciatura |
| Refrigerante | Flusso costante | Gestisce la dilatazione termica per la precisione dimensionale |
| Profondità di Taglio | Bassa (≤ 1/3 diametro utensile) | Minimizza le forze di taglio e la deformazione del materiale |
| Bloccaggio | Pressione di serraggio minima e uniforme | Previene la distorsione del pezzo dovuta al ritorno elastico |
Hai bisogno di componenti in PTFE lavorati con precisione? Lascia che KINTEK sia il tuo partner.
Lavorare il PTFE secondo specifiche esatte richiede esperienza e l'approccio giusto. In KINTEK, siamo specializzati nella produzione di componenti in PTFE di alta qualità—inclusi guarnizioni, rivestimenti e vetreria da laboratorio personalizzata—per i settori dei semiconduttori, medico, di laboratorio e industriale. Comprendiamo il delicato equilibrio tra utensili affilati, parametri precisi e manipolazione attenta necessari per produrre pezzi dimensionalmente accurati e privi di bave, dai prototipi agli ordini ad alto volume.
Contattaci oggi per discutere le esigenze del tuo progetto e sfruttare la nostra esperienza nella fabbricazione personalizzata di PTFE. Contattaci →
Guida Visiva
Prodotti correlati
- Paletta Raschiatrice in PTFE Personalizzata e Cucchiaio Campionatore Doppio Uso Strumento in Fluoropolimero Bianco Resistente alla Corrosione a Basso Fondo
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Spatola da Laboratorio a Doppia Testa in PTFE Personalizzata, Raschietto Antiaderente, Resistente alla Corrosione, Strumento per la Manipolazione di Prodotti Chimici
- Spatola da Laboratorio a Doppia Testa in PTFE Personalizzata, Resistente alle Sostanze Chimiche, Antiaderente, Grado Farmaceutico, Strumento per Campionamento in Fluoropolimero
- Palette PTFE per Alimentari Cilindriche Spatole Chimiche Bio Farmaceutiche Strumenti di Movimentazione Materiali Non Inquinanti
Domande frequenti
- Quali sono le proprietà chiave che rendono le palette in PTFE ideali per l'uso in laboratorio? Garantisci l'integrità del campione con strumenti chimicamente inerti
- Perché le pale in PTFE sono considerate convenienti? Massimizza il ROI con una durata superiore
- Quali sono i vantaggi delle pale in PTFE rispetto alle pale in metallo? Manipolazione di precisione per materiali sensibili
- In che modo la superficie antiaderente delle palette in PTFE avvantaggia il lavoro di laboratorio? Migliora l'accuratezza e l'efficienza
- Come si confronta la durata delle pale in PTFE con quella delle pale in plastica? Scopri la scelta superiore per condizioni difficili



















