La lavorazione efficace del Politetrafluoroetilene (PTFE) richiede una strategia specifica incentrata su tre aree chiave: l'utilizzo di utensili eccezionalmente affilati con geometria specifica, la gestione del calore con elevate velocità di avanzamento e refrigeranti efficaci, e l'assicurazione di una corretta evacuazione del truciolo. Poiché il PTFE è morbido, ha un basso punto di fusione ed è un cattivo conduttore termico, i metodi di lavorazione convenzionali spesso falliscono, portando a materiale fuso, tolleranze scadenti e utensili danneggiati.
La sfida principale della lavorazione del PTFE non è la sua durezza, ma le sue proprietà termiche. Il successo dipende interamente da una strategia che minimizzi l'attrito e rimuova rapidamente il calore dalla zona di taglio per evitare che il materiale si fonda e si deformi.

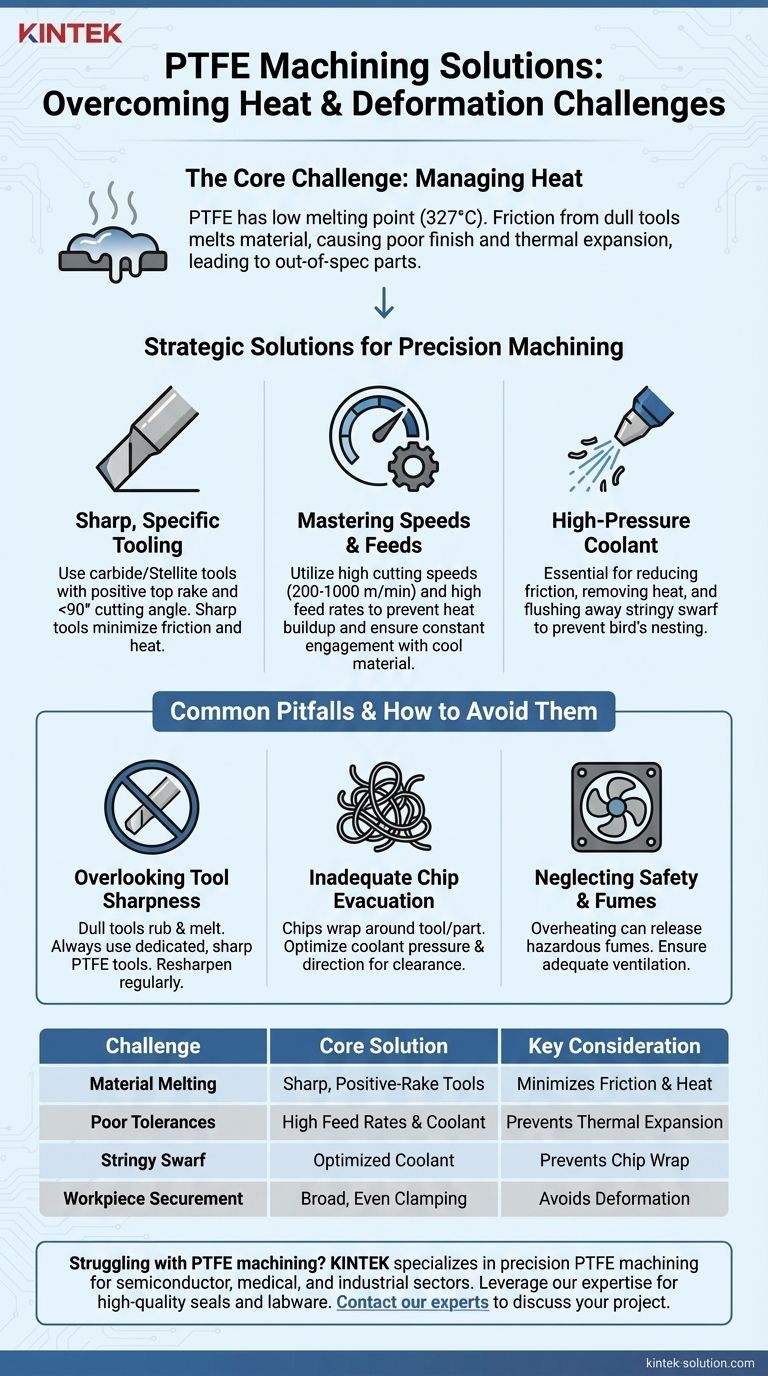
La Sfida Principale: Gestire il Calore e la Deformazione
Comprendere perché il PTFE è difficile da lavorare è il primo passo per padroneggiarlo. Le sue proprietà sono ingannevoli; ciò che lo rende utile nelle applicazioni (basso attrito, inerzia chimica) lo rende una sfida unica su fresatrici o torni.
Perché il PTFE si Fonde, Non si Taglia
Il PTFE ha una temperatura di fusione molto bassa per un processo di lavorazione (circa 327°C / 621°F). L'attrito di un utensile da taglio, specialmente uno smussato, può facilmente generare abbastanza calore da fondere il materiale anziché tagliarlo in modo pulito.
Ciò si traduce in una scarsa finitura superficiale, materiale che si attacca all'utensile e una perdita di precisione dimensionale.
Il Problema dell'Espansione Termica
Essendo un cattivo conduttore termico, il PTFE non dissipa rapidamente il calore. Qualsiasi calore generato dal taglio rimane altamente localizzato, causando un'espansione significativa del materiale.
Questa espansione localizzata può rovinare le tolleranze. Un pezzo perfettamente conforme alle specifiche durante il taglio potrebbe risultare fuori specifica una volta raffreddato a temperatura ambiente.
Controllo dei Trucioli Filamentosi
Il PTFE produce trucioli lunghi, continui e filamentosi (swarf) durante la lavorazione. Questi trucioli possono facilmente avvolgersi attorno all'utensile da taglio o al pezzo stesso.
Questo "annidamento" può danneggiare la finitura superficiale, rompere utensili delicati e diventare un notevole fastidio operativo che richiede un monitoraggio costante.
Soluzioni Strategiche per la Lavorazione di Precisione
Un approccio di successo alla lavorazione del PTFE si concentra sulla mitigazione delle sfide principali di calore, deformazione e controllo dei trucioli attraverso utensili, parametri e tecniche specifiche.
La Selezione e la Geometria degli Utensili Sono Non Negoziabili
Il fattore più importante è l'utensile da taglio stesso. Un utensile affilato taglia in modo pulito con attrito e calore minimi.
Utilizzare utensili con punta in carburo o punta in Stellite, noti per mantenere un bordo affilato. L'utensile dovrebbe avere un angolo di spoglia superiore positivo (tra 0 e 15 gradi) e un angolo di taglio inferiore a 90 gradi. Questa geometria riduce le forze di taglio e aiuta a staccare il materiale in modo uniforme.
Padroneggiare Velocità e Avanzamenti
Il controllo dei parametri di taglio è fondamentale per la gestione del calore. L'obiettivo è tagliare il materiale e proseguire prima che il calore abbia il tempo di accumularsi.
Utilizzare elevate velocità di taglio (tra 200 e 1000 m/min) e elevate velocità di avanzamento. Un'elevata velocità di avanzamento assicura che l'utensile sia costantemente impegnato con materiale fresco e freddo, impedendogli di rimanere in un punto e generare un eccessivo calore da attrito.
Il Ruolo del Refrigerante ad Alta Pressione
Il refrigerante non è opzionale per la maggior parte delle operazioni con PTFE. Svolge tre funzioni critiche.
In primo luogo, riduce l'attrito tra l'utensile e il pezzo. In secondo luogo, rimuove attivamente il calore dalla zona di taglio. In terzo luogo, i getti di refrigerante ad alta pressione sono altamente efficaci nel rimuovere i trucioli filamentosi prima che possano avvolgersi attorno all'utensile.
Fissaggio del Pezzo
La superficie liscia e a basso attrito del PTFE rende difficile tenerlo saldamente senza causare danni.
Utilizzare attrezzature che forniscano una pressione di serraggio ampia e uniforme per evitare di deformare il materiale morbido. Stringere eccessivamente una morsa può facilmente comprimere il pezzo, portando a dimensioni finali imprecise una volta rilasciata la pressione.
Errori Comuni e Come Evitarli
Anche con la giusta strategia, diversi errori comuni possono compromettere la qualità di un pezzo in PTFE lavorato. La consapevolezza di questi errori è fondamentale per un successo costante.
Trascurare l'Affilatura dell'Utensile
Un utensile anche leggermente smussato inizierà immediatamente a sfregare e spingere il materiale anziché tagliarlo. Questa è la causa principale di fusione e scarsa finitura superficiale.
Dedicare sempre utensili specifici e affilati per il PTFE e non usarli mai su altri materiali. Ispezionarli e riaffilarli regolarmente.
Evacuazione Inadeguata dei Trucioli
Ignorare la gestione dei trucioli porterà inevitabilmente a un pezzo difettoso. Se i trucioli iniziano ad avvolgersi attorno all'utensile, rovineranno la finitura superficiale e possono causare la rottura dell'utensile.
Assicurarsi che la pressione e la direzione del refrigerante siano ottimizzate per allontanare immediatamente i trucioli dall'area di taglio.
Trascurare la Sicurezza e l'Estrazione dei Fumi
Se il PTFE viene surriscaldato, può emettere fumi pericolosi. Sebbene una corretta tecnica di lavorazione dovrebbe prevenire ciò, rimane una considerazione critica per la sicurezza.
Garantire un'adeguata ventilazione nell'area di lavoro come precauzione standard quando si lavora qualsiasi polimero, specialmente i fluoropolimeri come il PTFE.
Fare la Scelta Giusta per il Tuo Obiettivo
Il tuo obiettivo specifico determinerà quale aspetto della strategia di lavorazione prioritizzare.
- Se il tuo obiettivo principale è la rapida rimozione del materiale (sgrossatura): Prioritizzare elevate velocità di avanzamento combinate con un utensile in carburo affilato e un refrigerante ad alta pressione aggressivo per rimuovere materiale e calore il più rapidamente possibile.
- Se il tuo obiettivo principale è ottenere tolleranze strette e una finitura fine: Enfatizzare un utensile eccezionalmente affilato, con angolo di spoglia positivo e una profondità di taglio ridotta, e assicurarsi che il refrigerante sia perfettamente indirizzato per evitare che i trucioli tocchino la superficie finita.
- Se il tuo obiettivo principale è la sicurezza operativa: Assicurarsi che sia in atto una robusta ventilazione per gestire i fumi da qualsiasi potenziale surriscaldamento, indipendentemente dai parametri di taglio utilizzati.
Adottando una mentalità incentrata sulla gestione del calore piuttosto che sulla durezza del materiale, è possibile trasformare questo polimero impegnativo in un materiale prevedibile e affidabile da lavorare.
Tabella Riepilogativa:
| Sfida | Soluzione Principale | Considerazione Chiave |
|---|---|---|
| Fusione del Materiale | Utensili in carburo affilati con angolo di spoglia positivo | Minimizza l'attrito e la generazione di calore |
| Tolleranze Scadenti | Elevate velocità di avanzamento e refrigerante ad alta pressione | Rimuove rapidamente il calore per prevenire l'espansione termica |
| Trucioli Filamentosi | Direzione e pressione del refrigerante ottimizzate | Impedisce ai trucioli di avvolgersi attorno all'utensile/pezzo |
| Fissaggio del Pezzo | Pressione di serraggio ampia e uniforme | Evita di deformare il materiale morbido |
Hai difficoltà a lavorare componenti in PTFE che soddisfino le tue specifiche esatte? KINTEK è specializzata nella lavorazione di precisione del PTFE per i settori dei semiconduttori, medico, di laboratorio e industriale. Sfruttiamo la conoscenza esperta della geometria degli utensili, della gestione del calore e del controllo dei trucioli per fornire guarnizioni, rivestimenti e attrezzature di laboratorio personalizzate di alta qualità, dai prototipi alla produzione in grandi volumi.
Contatta oggi i nostri esperti di lavorazione per discutere il tuo progetto e garantire risultati impeccabili.
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Setaccio Multistrato in PTFE Resistente alla Corrosione con Connessioni Filettate per Estrazione in Laboratorio Biochimico e Dimensione della Maglia Personalizzabile
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
Domande frequenti
- Cosa rende il PTFE lavorato adatto alle applicazioni industriali? Prestazioni ineguagliabili in condizioni estreme
- Come si comportano i contenitori in politetrafluoroetilene (PTFE) per quanto riguarda la permeazione dei gas? Approfondimenti degli esperti sull'assorbimento dei solventi
- Quali opzioni di personalizzazione sono disponibili per i materiali PTFE? Personalizza le prestazioni per la tua applicazione
- Perché il PTFE lavorato è popolare nel campo medico? Biocompatibilità e precisione ineguagliabili
- Quali sono i principali vantaggi dell'utilizzo del PTFE per componenti personalizzati? Risolvere complesse sfide ingegneristiche



















