In sintesi, la lavorazione CNC del Teflon è un processo di produzione sottrattiva in cui utensili controllati da computer rimuovono materiale con precisione per creare un pezzo finale. Sebbene la morbidezza del Teflon lo renda facile da tagliare, le sue proprietà uniche—come la scarsa conducibilità termica, l'elevata espansione termica e la tendenza a deformarsi sotto pressione—rendono il raggiungimento della precisione una sfida tecnica significativa. Questo processo è comune nei settori aerospaziale, medico e automobilistico, dove l'inerzia chimica e il basso attrito del Teflon sono fondamentali.
La sfida principale nella lavorazione del Teflon non è nel taglio, ma nel controllo. La sua intrinseca morbidezza e instabilità termica implicano che le pratiche di lavorazione standard per i metalli o anche per altre plastiche falliranno. Il successo richiede utensili specializzati, un'attenta gestione del calore e una profonda comprensione di come il materiale si deforma.
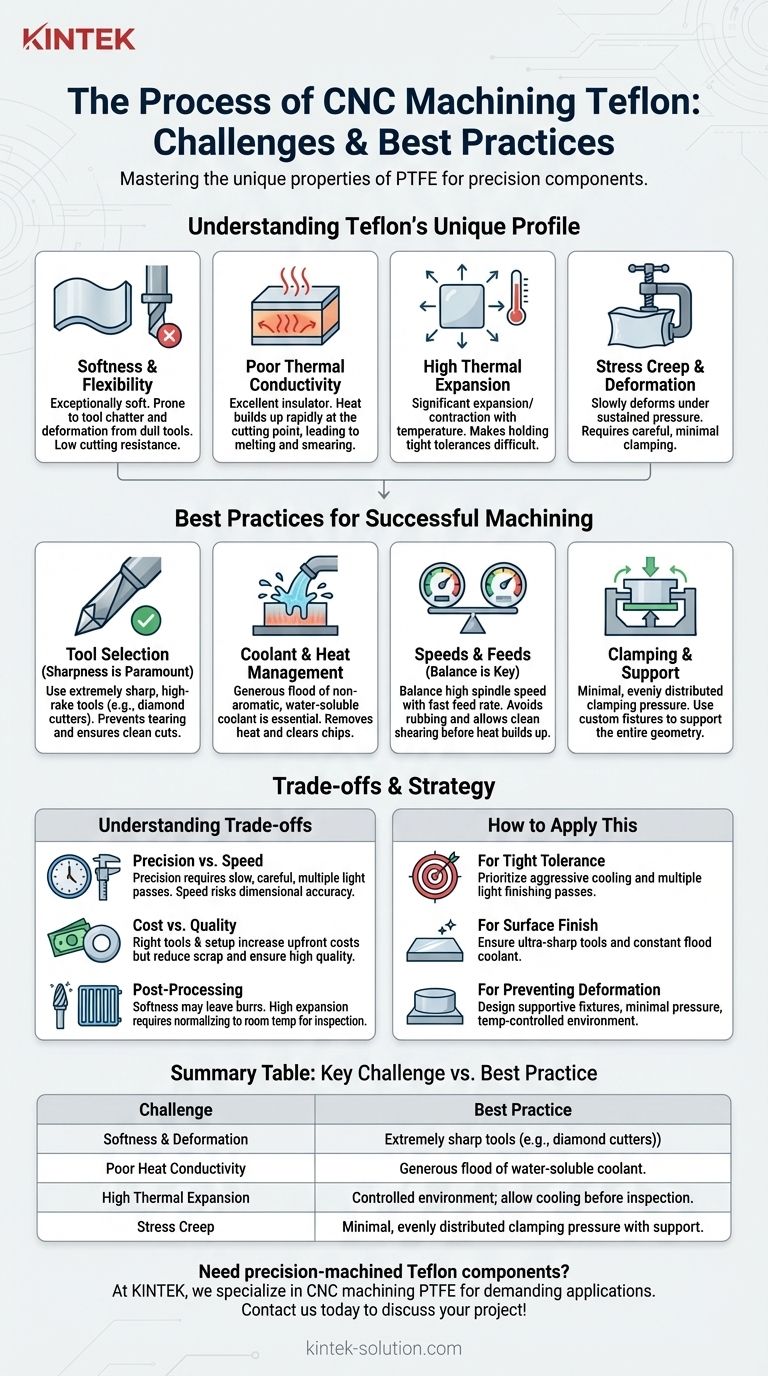
Comprendere il Profilo di Lavorazione Unico del Teflon
Per lavorare efficacemente il Teflon, devi prima comprenderne le proprietà distinte del materiale. Queste caratteristiche determinano ogni scelta, dagli utensili utilizzati alla velocità della macchina.
Morbidezza e Flessibilità
Il Teflon (PTFE) è un materiale eccezionalmente morbido con una bassa resistenza rispetto ad altri polimeri come il Nylon. Questa morbidezza significa che offre poca resistenza all'utensile da taglio.
Tuttavia, questa flessibilità lo rende anche incline al vibrazione dell'utensile (tool chatter) e alla deformazione. Il materiale può essere facilmente spinto via da un utensile smussato anziché essere tranciato nettamente, con conseguente scarsa finitura superficiale e imprecisione dimensionale.
Scarsa Conducibilità Termica
A differenza dei metalli, il Teflon è un eccellente isolante termico. Non dissipa bene il calore, causando un rapido accumulo di calore nel punto di contatto tra l'utensile e il pezzo in lavorazione.
Questo calore localizzato è una causa principale di fallimenti nella lavorazione, poiché può portare alla fusione del materiale, alla sbavatura e a cambiamenti significativi nelle dimensioni del pezzo.
Elevato Coefficiente di Espansione Termica
Il Teflon si espande e si contrae notevolmente con i cambiamenti di temperatura. Questa proprietà, unita alla sua scarsa conducibilità termica, crea una grande sfida per il mantenimento di tolleranze strette.
Poiché il processo di taglio genera calore, il pezzo si espanderà. Se le misurazioni vengono prese mentre il pezzo è ancora caldo, risulterà fuori tolleranza una volta raffreddato e ristretto alle sue dimensioni finali.
Scorrimento da Stress (Stress Creep) e Deformazione
Il Teflon ha un alto tasso di scorrimento da stress (stress creep), il che significa che ha la tendenza a deformarsi lentamente o a "fluire" quando sottoposto a pressione sostenuta.
Questo è particolarmente critico durante il bloccaggio o il fissaggio. Una pressione di serraggio eccessiva può deformare permanentemente il materiale prima ancora che venga eseguito un singolo taglio, rendendo impossibile ottenere la geometria finale desiderata.
Migliori Pratiche per una Lavorazione di Successo
Adattare il processo al profilo unico del Teflon è inderogabile. Il successo dipende da una combinazione specifica di utensili, refrigerante e parametri della macchina.
Selezione dell'Utensile: La Nitidezza è Fondamentale
Il fattore più importante è la nitidezza dell'utensile. Utilizzare utensili estremamente affilati con un angolo di spoglia elevato e un profilo stretto.
Gli utensili smussati o di forma errata areranno il materiale invece di tagliarlo, facendolo strappare, sbavare e deformare sotto pressione. Gli inserti diamantati specializzati spesso offrono le migliori prestazioni e durata dell'utensile.
Gestione del Refrigerante e del Calore
Una gestione aggressiva del calore è essenziale. L'obiettivo è rimuovere il calore non appena viene generato per prevenire l'espansione termica e la fusione.
Un abbondante flusso di refrigerante idrosolubile non aromatico è l'approccio raccomandato. Questo non solo raffredda il pezzo, ma aiuta anche a rimuovere i trucioli, garantendo un taglio netto e una finitura superficiale superiore.
Velocità di Taglio e Avanzamenti
È necessario bilanciare attentamente le velocità di taglio e gli avanzamenti. Velocità di taglio elevate possono generare calore eccessivo, mentre un avanzamento troppo lento può far sfregare l'utensile contro il materiale, generando anch'esso calore.
In generale, una velocità del mandrino più elevata combinata con un avanzamento più rapido produce i migliori risultati, poiché consente all'utensile di tranciare nettamente il materiale e uscire dal taglio prima che si accumuli calore significativo.
Bloccaggio e Supporto del Pezzo
Utilizzare una pressione di bloccaggio minima e distribuita uniformemente per tenere il pezzo. Serrare eccessivamente il fissaggio è un errore comune che induce stress e porta alla deformazione.
Per pezzi delicati o a parete sottile, prendere in considerazione l'uso di fissaggi personalizzati che supportino l'intera geometria del pezzo per impedirne la flessione o la distorsione durante l'operazione di lavorazione.
Comprendere i Compromessi
La lavorazione del Teflon comporta il bilanciamento di priorità concorrenti. Comprendere questi compromessi è fondamentale per pianificare una produzione di successo.
Precisione vs. Velocità
Ottenere tolleranze strette nel Teflon è un processo lento che richiede un'attenta gestione del calore, utensili affilati e potenzialmente più passate leggere di finitura. Affrettare il processo aumentando le profondità o le velocità di taglio sacrificherà quasi certamente l'accuratezza dimensionale a causa dell'accumulo di calore e della pressione dell'utensile.
Costo vs. Qualità
L'utilizzo degli utensili giusti, come gli inserti rivestiti di diamante, e l'investimento di tempo in una corretta impostazione e gestione del refrigerante aumentano i costi iniziali. Tuttavia, tentare di risparmiare con utensili standard o affrettare l'impostazione porta spesso a un alto tasso di scarto, costando in ultima analisi di più in materiale sprecato e tempo.
La Necessità di Post-Lavorazione
Anche con un processo di lavorazione perfetto, alcune caratteristiche potrebbero richiedere una post-lavorazione. La morbidezza del materiale può causare piccole bave, e l'elevata espansione termica significa che i pezzi potrebbero dover riposare e normalizzarsi alla temperatura ambiente prima che un'ispezione di qualità finale possa essere eseguita accuratamente.
Come Applicare Questo al Tuo Progetto
La tua strategia di lavorazione dovrebbe essere dettata dal requisito più critico del pezzo finale.
- Se la tua priorità principale è la tolleranza stretta: Dai priorità al raffreddamento aggressivo ed esegui più passate leggere di finitura per minimizzare il calore e la pressione dell'utensile.
- Se la tua priorità principale è la finitura superficiale: Assicurati di utilizzare utensili dedicati estremamente affilati e un flusso costante di refrigerante di alta qualità.
- Se la tua priorità principale è prevenire la deformazione: Progetta fissaggi che forniscano un supporto ampio con una pressione di bloccaggio minima e lavora il pezzo in un ambiente a temperatura controllata.
In definitiva, padroneggiare la lavorazione del Teflon significa trattarlo non come un materiale difficile, ma come uno unico che richiede il proprio approccio specializzato.
Tabella Riassuntiva:
| Sfida Chiave | Migliore Pratica | Perché è Importante |
|---|---|---|
| Morbidezza e Deformazione | Utilizzare utensili estremamente affilati (es. inserti diamantati) | Previene strappi, sbavature e assicura un taglio netto |
| Scarsa Conducibilità Termica | Applicare un abbondante flusso di refrigerante idrosolubile | Gestisce l'accumulo di calore per evitare fusione e imprecisione dimensionale |
| Elevata Espansione Termica | Lavorare in un ambiente controllato; lasciare raffreddare i pezzi prima dell'ispezione finale | Assicura che i pezzi rispettino tolleranze strette dopo il raffreddamento a temperatura ambiente |
| Scorrimento da Stress | Utilizzare una pressione di bloccaggio minima e distribuita uniformemente con fissaggi di supporto | Previene la deformazione permanente del pezzo durante la lavorazione |
Hai bisogno di componenti in Teflon lavorati di precisione?
Noi di KINTEK siamo specializzati nella lavorazione CNC di PTFE (Teflon) per applicazioni esigenti nei settori dei semiconduttori, medico, di laboratorio e industriale. La nostra esperienza nella gestione delle proprietà uniche del Teflon—come la sua morbidezza e instabilità termica—garantisce che i vostri pezzi siano prodotti secondo i più alti standard di accuratezza e qualità.
Offriamo fabbricazione personalizzata da prototipi a ordini ad alto volume, utilizzando utensili specializzati e controlli di processo precisi per superare le sfide della lavorazione del Teflon.
Contattaci oggi stesso per discutere le esigenze del tuo progetto e ricevere un preventivo!
Guida Visiva
Prodotti correlati
- Becher e palloni di grandi dimensioni in PTFE per applicazioni di laboratorio ad alta temperatura e resistente alla corrosione con fabbricazione CNC personalizzata
- Sistema di Reazione Continua in Teflon ad Alta Temperatura e Pallone a Tre Colli Resistente all'HF per la Lavorazione Petrolchimica
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
Domande frequenti
- Quali sono le proprietà di resistenza chimica della vetreria in PTFE? La guida definitiva alla vetreria inerte
- Quali sono i limiti del PTFE puro nelle applicazioni ad alta temperatura? Comprendere il tetto dei 200°C
- Perché il PTFE viene utilizzato nelle applicazioni di laboratorio? Garantire purezza chimica e affidabilità
- Quali tipi di vetreria in PTFE sono comunemente disponibili? Trova gli strumenti giusti per il tuo laboratorio
- Qual è l'intervallo di temperatura operativa per la vetreria in PTFE? Padroneggiare i limiti termici da -200°C a +260°C



















