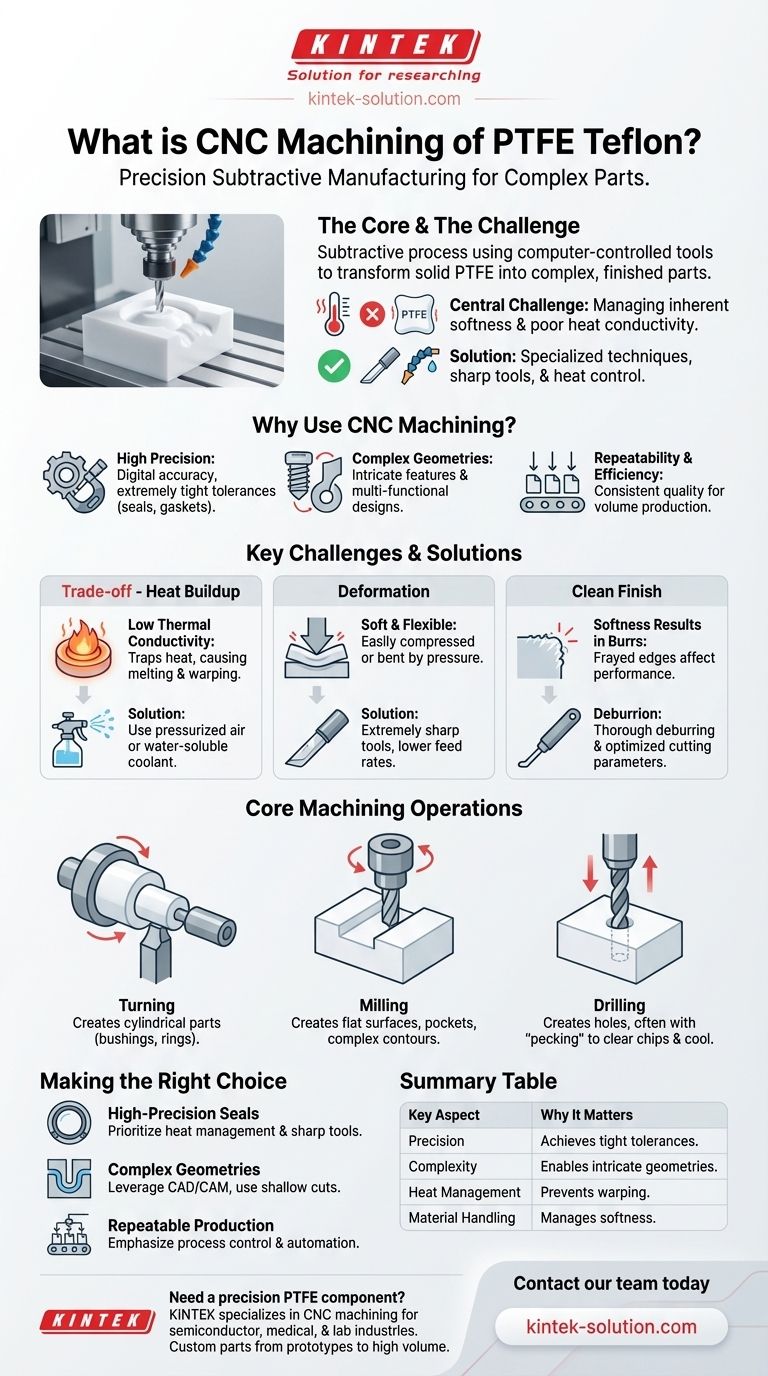
In sostanza, la lavorazione CNC del PTFE (Teflon) è un processo di produzione sottrattivo che utilizza utensili da taglio controllati da computer per rimuovere con precisione il materiale da un blocco solido di PTFE. Questo metodo trasforma il materiale grezzo in parti finite con geometrie complesse e tolleranze ristrette che spesso sono impossibili da ottenere con le tecniche tradizionali di stampaggio o fabbricazione.
La sfida principale nella lavorazione del PTFE non è il taglio in sé, ma la gestione della morbidezza intrinseca del materiale e della sua scarsa conducibilità termica. Il successo dipende interamente da tecniche specializzate — come l'uso di utensili eccezionalmente affilati e il controllo dell'accumulo di calore — per ottenere precisione senza deformare il pezzo.

Perché utilizzare la lavorazione CNC per il PTFE?
Sebbene il PTFE possa essere formato in altri modi, la lavorazione CNC offre vantaggi distinti, in particolare quando sono richieste precisione e complessità. Sblocca il pieno potenziale del materiale per applicazioni esigenti.
La ricerca dell'alta precisione
I sistemi CNC forniscono precisione digitale, consentendo la creazione di parti con tolleranze estremamente ristrette.
Questo livello di controllo è fondamentale per componenti come guarnizioni, anelli di tenuta e cuscinetti, dove anche lievi imprecisioni dimensionali possono portare al guasto. Il processo assicura che le parti siano realizzate esattamente secondo le specifiche, senza la deformazione che può verificarsi nello stampaggio ad alta temperatura.
Abilitare geometrie complesse
La lavorazione CNC eccelle nella produzione di caratteristiche intricate come filettature, scanalature e curve complesse.
Questa capacità è essenziale per i progetti di ingegneria moderni che richiedono parti multifunzionali. L'utensile guidato dal computer può seguire percorsi complessi che sarebbero impraticabili per i processi manuali.
Garantire ripetibilità ed efficienza
Una volta programmato un percorso utensile, una macchina CNC può produrre migliaia di parti identiche con deviazioni minime.
Questa elevata ripetibilità è cruciale per la produzione in volume, garantendo una qualità costante durante l'intero ciclo. L'automazione intrinseca al processo riduce anche l'errore umano e ottimizza i tempi di produzione, rendendolo altamente efficiente.
Comprendere i compromessi: sfide chiave del PTFE
La lavorazione del PTFE è fondamentalmente diversa dalla lavorazione di metalli o persino di altre plastiche. Le sue proprietà uniche presentano sfide specifiche che devono essere affrontate con tecniche accurate.
Gestione dell'accumulo di calore
Il PTFE ha una conducibilità termica molto bassa, il che significa che non dissipa bene il calore. L'attrito degli utensili da taglio può generare rapidamente calore che rimane intrappolato nel materiale.
Questo calore localizzato può far sì che il PTFE si sciolga, si attacchi all'utensile, o si espanda e si deformi, distruggendo l'accuratezza dimensionale del pezzo. La soluzione prevede l'utilizzo di aria pressurizzata o un refrigerante idrosolubile per rimuovere attivamente il calore dalla zona di taglio.
Prevenire la deformazione del materiale
Essendo un materiale molto morbido e flessibile, il PTFE può essere facilmente compresso o piegato dalla pressione dell'utensile o da un serraggio improprio.
Per prevenire ciò, gli operatori utilizzano utensili da taglio estremamente affilati per tranciare il materiale in modo netto anziché spingerlo. Vengono impiegate anche velocità di avanzamento inferiori e profondità di taglio ridotte per minimizzare la forza di taglio esercitata sul pezzo.
Ottenere una finitura pulita
La morbidezza del PTFE può causare bave o bordi sfilacciati dopo il taglio. Queste imperfezioni possono influire sulle prestazioni delle guarnizioni o sull'accoppiamento delle parti assemblate.
Un passaggio finale cruciale è la sbavatura accurata per rimuovere eventuali bordi taglienti o rialzati. La giusta combinazione di affilatura dell'utensile, velocità di taglio e velocità di avanzamento è la strategia principale per minimizzare le bave fin dall'inizio.
Le operazioni di lavorazione fondamentali
Sebbene siano possibili molte operazioni, tre processi fondamentali costituiscono la base della maggior parte dei progetti di lavorazione del PTFE.
Tornitura
La tornitura viene utilizzata per creare parti cilindriche ruotando il pezzo di PTFE mentre un utensile da taglio stazionario rimuove il materiale. Questo è ideale per produrre componenti come boccole, anelli e ugelli.
Fresatura
La fresatura prevede che un utensile da taglio rotante rimuova materiale da un pezzo stazionario. Questo processo viene utilizzato per creare superfici piane, tasche, scanalature e contorni 3D complessi.
Foratura
La foratura crea fori nel pezzo di PTFE. A causa dell'accumulo di calore, vengono spesso utilizzati trapani speciali progettati per le materie plastiche, e il processo può comportare la "picchiettatura" (forare per una breve distanza e ritirarsi per liberare i trucioli e consentire il raffreddamento).
Fare la scelta giusta per la tua applicazione
La selezione dell'approccio giusto per la lavorazione del PTFE dipende interamente dagli obiettivi specifici del tuo progetto.
- Se la tua priorità principale sono guarnizioni o cuscinetti ad alta precisione: Dai priorità alle tecniche che gestiscono il calore e prevengono la deformazione, come l'uso di utensili affilati e specializzati e refrigeranti efficaci.
- Se la tua priorità principale sono geometrie complesse per dispositivi fluidici: Sfrutta la libertà di progettazione di CAD/CAM, ma assicurati che i tuoi percorsi utensile tengano conto della morbidezza del PTFE utilizzando velocità di avanzamento inferiori e tagli meno profondi.
- Se la tua priorità principale è la produzione ripetibile ed economicamente vantaggiosa: Enfatizza il controllo del processo e l'automazione per mantenere una qualità costante e ridurre al minimo gli scarti, ma considera che i tempi ciclo potrebbero essere più lunghi rispetto ai materiali più duri.
In definitiva, la riuscita della lavorazione del PTFE dipende meno dalla potenza grezza e più da un approccio raffinato che rispetti le proprietà uniche del materiale.
Tabella riassuntiva:
| Aspetto chiave | Perché è importante per la lavorazione del PTFE |
|---|---|
| Precisione | Raggiunge tolleranze ristrette critiche per guarnizioni, cuscinetti e vetreria da laboratorio. |
| Complessità | Abilita geometrie intricate come filettature, scanalature e percorsi fluidici. |
| Gestione del calore | Previene deformazioni e distorsioni con refrigeranti e tecniche specializzate. |
| Manipolazione del materiale | Utilizza utensili affilati e avanzamenti controllati per gestire la morbidezza del PTFE. |
Hai bisogno di un componente in PTFE di precisione? KINTEK è specializzata nella lavorazione CNC di PTFE Teflon per i settori dei semiconduttori, medicale e di laboratorio. Combiniamo una conoscenza esperta dei materiali con una produzione avanzata per fornire componenti personalizzati — dai prototipi agli ordini ad alto volume — che soddisfano le tue specifiche esatte. Contatta oggi il nostro team per discutere il tuo progetto e ottenere un preventivo.
Guida Visiva
Prodotti correlati
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Produttore di parti in PTFE personalizzate per contenitori e componenti in teflon
- Disco di dispersione PTFE per alimenti e cosmetici, pala di agitazione larga antiaderente e resistente alla corrosione, girante personalizzabile
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
Domande frequenti
- Quali vantaggi offrono i cestelli fioriti in PTFE per l'industria fotovoltaica e dell'energia solare? Aumentare l'Efficienza delle Celle
- Quali sono le funzioni primarie e le caratteristiche di progettazione di un cestello fiorito in PTFE? Ottimizza l'Elaborazione Chimica ad Alta Purezza
- In che modo un cestello a fiore in PTFE contribuisce al risciacquo e all'asciugatura efficienti dei substrati? Boost Lab Process Efficiency
- Qual è la funzione principale e l'applicazione di un cestello a fiore in PTFE? Guida esperta alla lavorazione ad alta purezza
- Qual è l'intervallo di temperatura operativa per i cestelli portafiori in PTFE? Limiti termici e prestazioni da -200°C a +260°C.



















