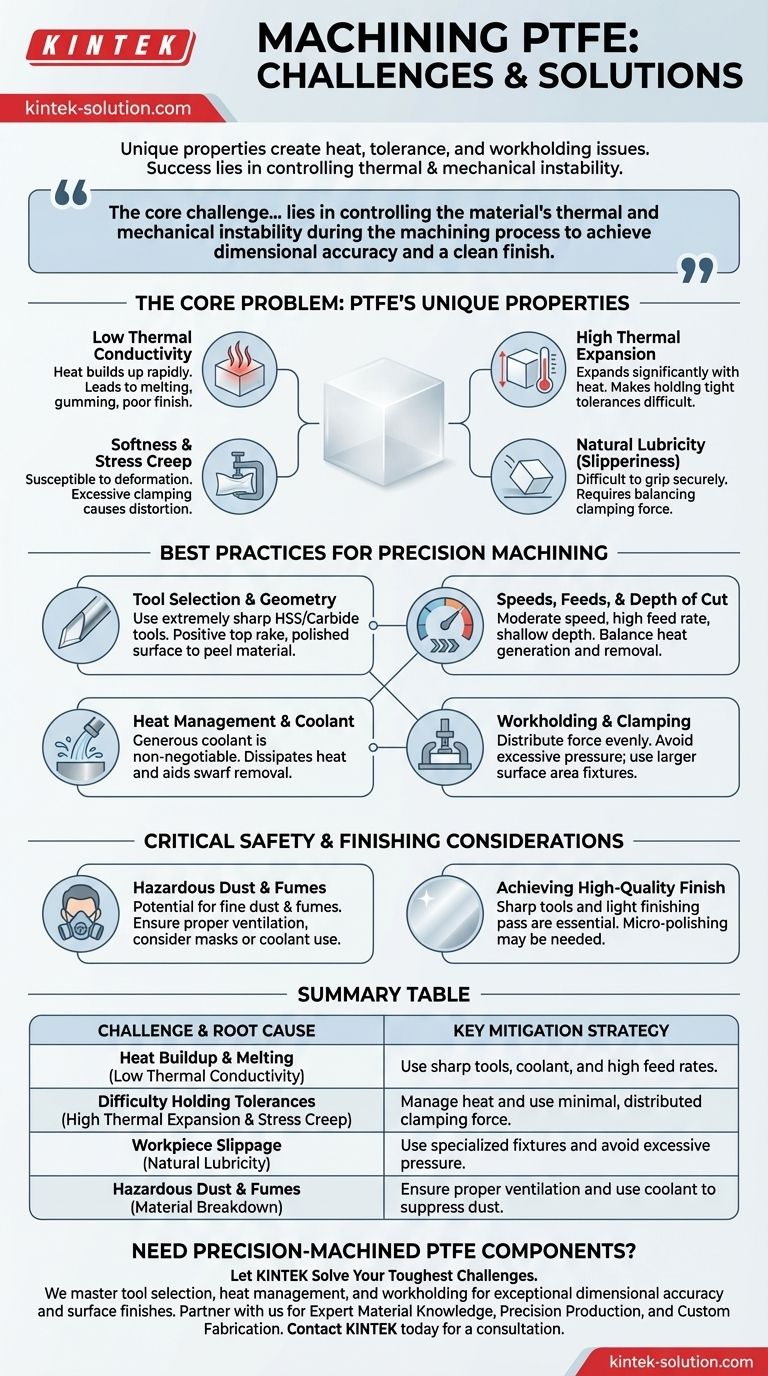
Le sfide principali nella lavorazione del PTFE derivano dalla sua combinazione unica di proprietà del materiale. La sua morbidezza e il basso punto di fusione creano notevoli problemi di gestione del calore, mentre la sua elevata espansione termica e lo scorrimento viscoso (stress creep) rendono difficile il mantenimento di tolleranze strette. Inoltre, la sua naturale scivolosità complica il bloccaggio del pezzo e il processo può rilasciare polveri pericolose, richiedendo precauzioni di sicurezza.
La sfida principale non è che il PTFE sia difficile da tagliare—è in realtà piuttosto morbido. La difficoltà risiede nel controllare l'instabilità termica e meccanica del materiale durante il processo di lavorazione per ottenere accuratezza dimensionale e una finitura pulita.

Il Problema Centrale: Le Proprietà Uniche del PTFE
Per lavorare con successo il PTFE, bisogna prima comprendere le caratteristiche intrinseche del materiale. Queste proprietà sono la causa principale di quasi ogni sfida che si incontrerà.
Bassa Conducibilità Termica
Il PTFE è un eccellente isolante termico. Ciò significa che non dissipa bene il calore, causando un rapido accumulo di calore sul tagliente dell'utensile.
Questo calore localizzato può far sì che il PTFE superi il suo basso punto di fusione, provocando una superficie gommosa o fusa, intasando l'utensile e risultando in una finitura scadente.
Elevato Coefficiente di Espansione Termica
In risposta al calore generato durante il taglio, il PTFE si espande significativamente—molto più dei metalli o di altre plastiche.
Questa espansione termica rende il mantenimento di tolleranze strette una sfida primaria. Un pezzo misurato come accurato quando è caldo dalla lavorazione potrebbe risultare fuori specifica una volta raffreddato a temperatura ambiente.
Morbidezza e Scorrimento Viscoso (Stress Creep)
Sebbene la sua morbidezza renda il PTFE facile da tagliare con forza minima, lo rende anche suscettibile alla deformazione.
Un'eccessiva pressione di serraggio può facilmente comprimere o distorcere il materiale, un fenomeno noto come scorrimento viscoso (stress creep). Questa distorsione può rovinare l'accuratezza dimensionale del pezzo prima ancora che venga eseguito un solo taglio.
Lubrificità Naturale (Scivolosità)
Il coefficiente di attrito estremamente basso del PTFE rende difficile afferrarlo saldamente in un mandrino o una morsa.
Ciò richiede un delicato equilibrio: applicare una forza di serraggio sufficiente per tenere il materiale scivoloso senza applicarne troppa da causare deformazione o scorrimento viscoso.
Migliori Pratiche per la Lavorazione di Precisione
Superare le sfide del PTFE richiede un approccio specifico all'utensileria, alle velocità e alla gestione del calore. L'obiettivo è minimizzare l'attrito, la generazione di calore e le forze di taglio.
Selezione e Geometria dell'Utensile
Lo strumento giusto è fondamentale per un taglio netto. Utilizzare utensili da taglio estremamente affilati, preferibilmente realizzati in acciaio super rapido (HSS), Stellite o metallo duro (carburo).
Gli utensili dovrebbero avere un angolo di spoglia positivo (tra 0 e 15 gradi) ed essere lucidati o lisci. Questa geometria riduce le forze di taglio, minimizza l'attrito e aiuta a sbucciare il materiale anziché spingerlo attraverso.
Velocità, Avanzamenti e Profondità di Taglio
La chiave è bilanciare la generazione di calore con la rimozione efficiente del materiale.
Utilizzare velocità di taglio moderate (tipicamente da 200 a 500 piedi superficiali al minuto) per evitare il surriscaldamento. Questo dovrebbe essere abbinato a una elevata velocità di avanzamento (da 0,002 a 0,010 pollici per giro) per mantenere l'utensile in movimento e impedirgli di indugiare e fondere il materiale.
Per ridurre ulteriormente il calore e la pressione sull'utensile, utilizzare sempre una profondità di taglio ridotta.
Gestione del Calore e Refrigerante
Una gestione aggressiva del calore è imprescindibile per il lavoro di precisione.
È altamente raccomandato l'uso di una generosa quantità di refrigerante o lubrificante. Questo ha un duplice scopo: dissipa il calore dalla zona di taglio e aiuta nella rimozione dei trucioli, impedendo che i trucioli si fondano sull'utensile o sul pezzo in lavorazione.
Bloccaggio e Serraggio del Pezzo
Fissare il pezzo senza deformarlo.
Evitare una pressione di serraggio eccessiva. Se possibile, utilizzare maschere o griffe del mandrino con un'area superficiale maggiore per distribuire la forza di serraggio in modo più uniforme. Per pezzi scivolosi potrebbero essere necessarie misure di fissaggio aggiuntive.
Considerazioni Critiche su Sicurezza e Finitura
Oltre al processo di taglio stesso, gli operatori devono essere consapevoli dei potenziali pericoli e dei requisiti di finitura per garantire un risultato sicuro e di successo.
Il Pericolo della Polvere e dei Fumi di PTFE
La lavorazione del PTFE può generare fini particelle di polvere e, se surriscaldato, fumi pericolosi.
L'inalazione di questa micro-polvere può essere pericolosa. Assicurarsi sempre di una ventilazione adeguata e considerare l'uso di una maschera o l'esecuzione delle operazioni sotto refrigerante per sopprimere completamente la creazione di polvere.
Ottenere una Finitura Superficiale di Alta Qualità
A causa della sua morbidezza, il PTFE può talvolta risultare in una finitura superficiale "pelosa" o baveggiata.
Utensili estremamente affilati e una passata di finitura leggera sono essenziali. Per le applicazioni che richiedono una superficie molto liscia, potrebbero essere necessari metodi di post-lavorazione come la micro-lucidatura.
Fare la Scelta Giusta per il Tuo Obiettivo
La tua strategia di lavorazione dovrebbe essere dettata dal requisito più critico del tuo progetto.
- Se la tua attenzione principale è ottenere tolleranze strette: Devi dare priorità alla gestione aggressiva del calore con refrigerante e controllare attentamente la pressione di serraggio per prevenire l'espansione e la deformazione del materiale.
- Se la tua attenzione principale è una finitura superficiale liscia: La tua priorità deve essere l'uso di utensili estremamente affilati e lucidati con un angolo di spoglia positivo e il mantenimento di un'elevata velocità di avanzamento per evitare la fusione.
- Se la tua attenzione principale è la sicurezza dell'operatore: Devi assicurare un'eccellente ventilazione e utilizzare un sistema di refrigerazione per sopprimere la creazione di polvere aerodispersa pericolosa.
In definitiva, la padronanza della lavorazione del PTFE deriva dal rispetto delle sue proprietà e dall'adattamento delle tecniche di conseguenza.
Tabella Riassuntiva:
| Sfida | Causa Principale | Strategia Chiave di Mitigazione |
|---|---|---|
| Accumulo di Calore e Fusione | Bassa conducibilità termica | Utilizzare utensili affilati, refrigerante ed elevate velocità di avanzamento |
| Difficoltà nel Mantenere le Tolleranze | Elevata espansione termica e scorrimento viscoso | Gestire il calore e utilizzare una forza di serraggio minima e distribuita |
| Scivolamento del Pezzo | Lubrificità naturale (basso attrito) | Utilizzare maschere specializzate ed evitare pressioni eccessive |
| Polvere e Fumi Pericolosi | Degrado del materiale durante la lavorazione | Assicurare una ventilazione adeguata e utilizzare refrigerante per sopprimere la polvere |
Hai Bisogno di Componenti in PTFE Lavorati di Precisione? Lascia che KINTEK Risolva le Tue Sfide Più Difficili.
Lavorare il PTFE secondo specifiche esatte richiede competenze specializzate per superare le sue proprietà uniche. In KINTEK, produciamo componenti in PTFE di alta qualità—tra cui guarnizioni, rivestimenti e vetreria da laboratorio personalizzata—per i settori dei semiconduttori, medico, di laboratorio e industriale. Padroneggiamo il delicato equilibrio tra selezione dell'utensile, gestione del calore e bloccaggio del pezzo per fornire componenti con eccezionale accuratezza dimensionale e finiture superficiali, dai prototipi alle produzioni ad alto volume.
Collabora con noi per beneficiare di:
- Conoscenza Esperta del Materiale: Comprendiamo il comportamento del PTFE in ogni suo aspetto.
- Produzione di Precisione: Manteniamo tolleranze strette controllando calore e scorrimento viscoso.
- Fabbricazione Personalizzata: Personalizziamo soluzioni in base alle tue specifiche esigenze applicative.
Contatta KINTEK oggi stesso per una consulenza e lascia che ti forniamo i componenti in PTFE affidabili che il tuo progetto richiede.
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Disco di dispersione in PTFE resistente alla corrosione ed elica di agitazione ad alta temperatura per la miscelazione chimica di laboratorio
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Pala Agitatrice in PTFE Resistente alla Corrosione e Disco di Dispersione in Politetrafluoroetilene Personalizzabile
Domande frequenti
- Come si comportano i contenitori in politetrafluoroetilene (PTFE) per quanto riguarda la permeazione dei gas? Approfondimenti degli esperti sull'assorbimento dei solventi
- Quali sono i vantaggi della lavorazione del PTFE rispetto ad altri materiali? Sblocca prestazioni superiori in ambienti difficili
- Perché il PTFE lavorato è popolare nel campo medico? Biocompatibilità e precisione ineguagliabili
- Quali opzioni di personalizzazione sono disponibili per i materiali PTFE? Personalizza le prestazioni per la tua applicazione
- Quali sono i principali vantaggi dell'utilizzo del PTFE per componenti personalizzati? Risolvere complesse sfide ingegneristiche



















