La lavorazione del PTFE richiede un completo cambio di mentalità rispetto ai materiali tradizionali. A differenza dei metalli, la sfida non è superare la durezza, ma domare la sua unica morbidezza, l'elevata dilatazione termica e la tendenza a deformarsi sotto pressione. Le considerazioni chiave includono l'uso di utensili eccezionalmente affilati, la gestione dell'accumulo di calore con velocità precise e l'impiego di sistemi di bloccaggio specializzati per evitare che il materiale si deformi o si comprima.
Il PTFE è ingannevolmente facile da tagliare ma difficile da lavorare con tolleranze ristrette. Il successo non deriva dall'azione di taglio in sé, ma dalla gestione strategica dell'instabilità intrinseca del materiale — la sua dilatazione termica e lo scorrimento da stress — durante l'intero processo.

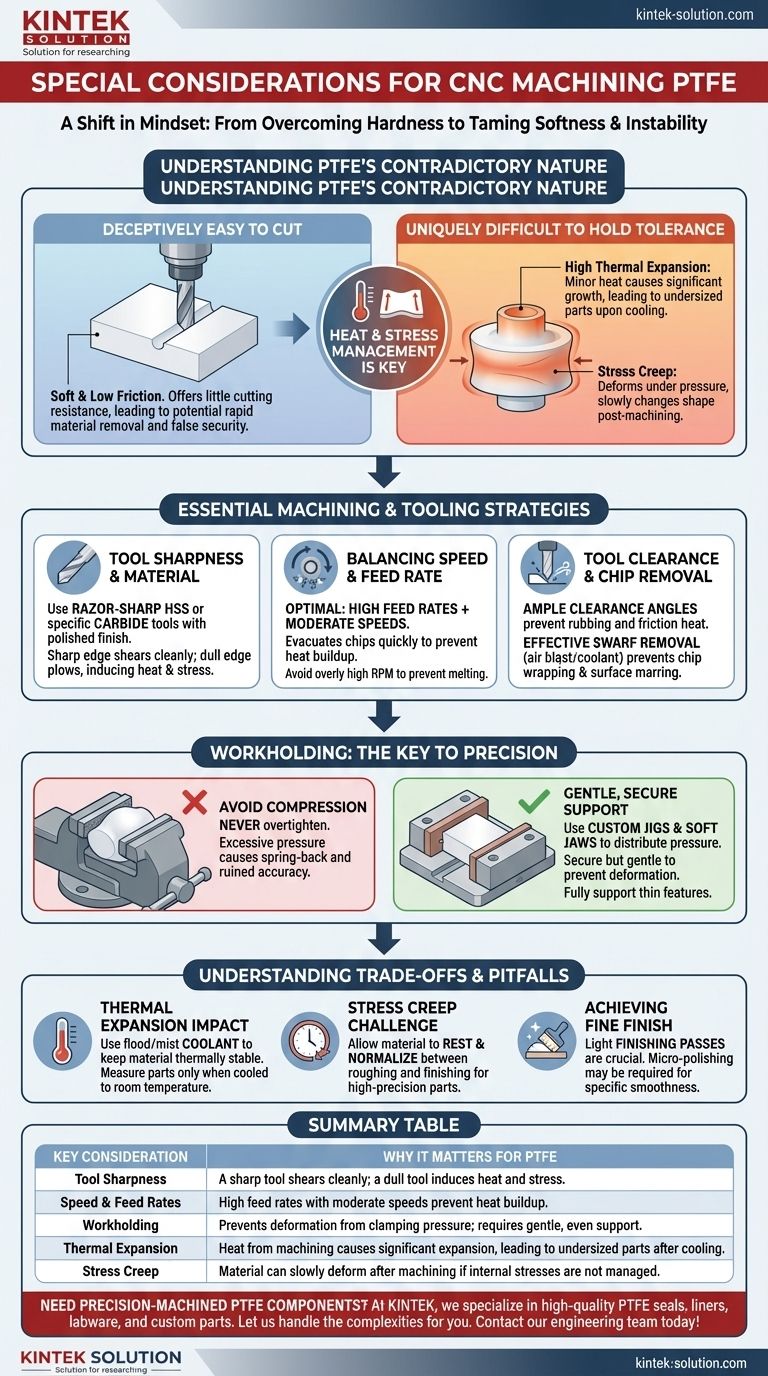
Comprendere la natura contraddittoria del PTFE
Per lavorare efficacemente il politetrafluoroetilene (PTFE), devi prima comprenderne le proprietà fondamentali. I suoi maggiori punti di forza nell'applicazione sono spesso i suoi maggiori punti deboli sulla macchina CNC.
Ingannevolmente facile da tagliare
La morbidezza del PTFE e il suo basso coefficiente di attrito significano che offre pochissima resistenza a un utensile da taglio. Questo può dare un falso senso di sicurezza, poiché il materiale può essere rimosso molto rapidamente e facilmente.
Unico per la difficoltà nel mantenere la tolleranza
La vera sfida risiede nell'accuratezza dimensionale. Il PTFE presenta due proprietà che rendono difficile la precisione: un elevato coefficiente di dilatazione termica e una tendenza allo scorrimento da stress (stress creep).
Anche il calore minimo generato dal processo di taglio può far espandere significativamente il pezzo. Una volta raffreddato, si restringerà, risultando in una dimensione inferiore a quella prevista. Allo stesso modo, si deforma facilmente sotto pressione e può lentamente "scorrere" o cambiare forma dopo essere stato sbloccato.
Strategie essenziali di lavorazione e utensili
I parametri di utensileria e di taglio devono essere adattati per tenere conto della natura delicata del PTFE. L'obiettivo è tranciare il materiale in modo netto senza introdurre calore o stress.
Il ruolo critico dell'affilatura dell'utensile
Gli utensili devono essere affilatissimi con una finitura liscia e lucidata. Utilizzare acciaio rapido (HSS) o gradi specifici di metallo duro progettati per le materie plastiche. Un bordo affilato trancia nettamente il materiale, mentre un bordo smussato lo trascina, inducendo stress e calore.
Bilanciare velocità e avanzamento
L'approccio ottimale consiste nell'utilizzare elevati avanzamenti combinati con velocità di taglio moderate. Questo crea un truciolo e lo evacua rapidamente dalla zona di taglio, impedendo al calore di penetrare nel materiale. Velocità del mandrino (RPM) eccessivamente elevate causeranno attrito, portando alla fusione.
L'importanza del gioco dell'utensile
Assicurati che i tuoi utensili da taglio abbiano ampi angoli di gioco o di spoglia. Ciò impedisce al bordo non tagliente dell'utensile di strofinare contro la superficie appena lavorata, che è una fonte primaria di calore da attrito.
Gestione della rimozione dei trucioli (Swarf)
Il PTFE produce trucioli lunghi, continui e filamentosi che possono avvolgersi attorno all'utensile e al mandrino. È necessaria un'efficace rimozione dei trucioli, spesso con un getto d'aria diretto o un refrigerante, per evitare ciò e per non rovinare la finitura superficiale del pezzo.
Bloccaggio del pezzo: la chiave della precisione
Il modo in cui si tiene il pezzo è importante tanto quanto il modo in cui lo si taglia. Un bloccaggio improprio è una delle principali cause di fallimento nella lavorazione del PTFE.
Evitare compressione e deformazione
Non serrare mai eccessivamente una morsa o un morsetto. Una pressione eccessiva comprimerà il materiale e, quando il pezzo sarà finito e rilasciato, tornerà indietro, rovinando l'accuratezza dimensionale.
Si utilizzano spesso maschere personalizzate e griffe morbide per distribuire uniformemente la pressione di serraggio. L'obiettivo è tenere il pezzo abbastanza saldo da non muoversi, ma abbastanza delicatamente da non deformarsi.
Supportare il materiale
Poiché il PTFE è così flessibile, le pareti o le caratteristiche sottili devono essere completamente supportate da dietro. Senza un supporto adeguato, il materiale semplicemente si spingerà via dall'utensile da taglio, con conseguente taglio impreciso e incoerente.
Comprendere i compromessi e le insidie
Lavorare con successo il PTFE significa gestire attivamente i suoi punti deboli intrinseci. Ignorare questi fattori porterà a scarti di pezzi.
L'impatto della dilatazione termica
Un pezzo misurato mentre è ancora caldo dalla lavorazione sembrerà conforme alle specifiche. Dopo che si sarà raffreddato a temperatura ambiente, potrebbe essere significativamente sottodimensionato. L'uso di un refrigerante a inondazione o a nebbia è altamente efficace per mantenere il materiale termicamente stabile durante l'operazione.
La sfida dello scorrimento da stress
Gli stress interni indotti durante la produzione o da un bloccaggio improprio possono far sì che il pezzo cambi forma ore o addirittura giorni dopo la lavorazione. Per i pezzi ad altissima precisione, lasciare riposare e normalizzare il materiale tra le passate di sgrossatura e finitura è una strategia comune.
Ottenere una finitura superficiale fine
Sebbene sia facile da tagliare, ottenere una superficie perfettamente liscia può essere difficile a causa della morbidezza del PTFE. Le passate di finitura devono essere molto leggere e, in alcuni casi, potrebbero essere necessarie tecniche come la micro-lucidatura per soddisfare requisiti specifici.
Come applicare questo al tuo progetto
La tua strategia dovrebbe adattarsi in base ai requisiti finali del pezzo.
- Se la tua attenzione principale è la prototipazione o i componenti non critici: Dai priorità all'uso di utensili estremamente affilati e al corretto bloccaggio del pezzo per ottenere rapidamente un componente funzionale.
- Se la tua attenzione principale è il raggiungimento di tolleranze ristrette (+/- 0.002”): Devi gestire attivamente la temperatura con refrigerante e considerare strategie a passate multiple per consentire agli stress del materiale di normalizzarsi.
- Se stai esternalizzando il lavoro: Chiedi ai potenziali fornitori specificamente della loro esperienza con il PTFE e dei loro metodi per il bloccaggio e il controllo della dilatazione termica.
In definitiva, padroneggiare la lavorazione del PTFE è un esercizio nel rispettare le proprietà del materiale e nell'adattare il tuo processo al suo comportamento unico.
Tabella riassuntiva:
| Considerazione chiave | Perché è importante per il PTFE |
|---|---|
| Affilatura dell'utensile | Un utensile affilato trancia nettamente; uno smussato induce calore e stress. |
| Velocità e avanzamenti | Avanzamenti elevati con velocità moderate prevengono l'accumulo di calore. |
| Bloccaggio del pezzo | Previene la deformazione dovuta alla pressione di serraggio; richiede un supporto delicato e uniforme. |
| Dilatazione termica | Il calore della lavorazione provoca una significativa espansione, che porta a pezzi sottodimensionati dopo il raffreddamento. |
| Scorrimento da stress | Il materiale può deformarsi lentamente dopo la lavorazione se gli stress interni non vengono gestiti. |
Hai bisogno di componenti in PTFE lavorati di precisione su cui puoi contare?
In KINTEK, siamo specializzati nella produzione di guarnizioni, rivestimenti, vetreria da laboratorio e componenti personalizzati in PTFE di alta qualità per i settori dei semiconduttori, medico, di laboratorio e industriale. La nostra esperienza risiede nel padroneggiare le sfide uniche del PTFE per fornire pezzi che soddisfino le vostre specifiche più esigenti, dai prototipi alle produzioni ad alto volume.
Lascia che ci occupiamo noi delle complessità della lavorazione del PTFE per te. Contatta oggi il nostro team di ingegneri per discutere il tuo progetto e ricevere un preventivo.
Guida Visiva
Prodotti correlati
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Becher e palloni di grandi dimensioni in PTFE per applicazioni di laboratorio ad alta temperatura e resistente alla corrosione con fabbricazione CNC personalizzata
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Imbuto separatore a pressione costante in PTFE personalizzato, resistente alla corrosione, a basso fondo, per fiaschi PFA
Domande frequenti
- Quali sono i principali metodi di fabbricazione per gli apparecchi da laboratorio in PTFE? Approfondimenti degli esperti sull'ingegneria dei fluoropolimeri
- Qual è l'intervallo di compatibilità chimica per la vetreria da laboratorio in PTFE? Esplora la resistenza chimica quasi universale.
- Quali sono i vantaggi meccanici e di sicurezza derivanti dall'utilizzo di apparecchiature in PTFE in laboratorio? Migliora Sicurezza & Durata
- Qual è l'intervallo di temperatura operativa per la vetreria in PTFE? Padroneggiare i limiti termici da -200°C a +260°C
- Quali sono le principali proprietà di resistenza chimica delle apparecchiature di laboratorio in PTFE? Purezza e Inerzia Ineguagliabili



















