Per lavorare efficacemente il PTFE, è necessario riconoscere la differenza fondamentale tra le sue varianti caricate e non caricate. Il PTFE non caricato (vergine) è morbido e duttile, consentendo alte velocità di taglio con minima usura dell'utensile. Al contrario, il PTFE caricato è più duro e più abrasivo a causa di additivi come vetro o carbonio, il che richiede velocità più lente, utensili più durevoli e una gestione termica attenta per ottenere una finitura di qualità.
La distinzione fondamentale non risiede solo nelle proprietà finali del materiale, ma nella filosofia di lavorazione richiesta. La lavorazione del PTFE non caricato è una battaglia contro il calore e la deformazione dovuta alla sua morbidezza, mentre la lavorazione del PTFE caricato è una battaglia contro la natura abrasiva dei suoi additivi.

Comprendere il PTFE non caricato (Vergine)
Il PTFE non caricato è la forma più pura del materiale. Le sue proprietà uniche lo rendono relativamente facile da tagliare ma difficile da mantenere entro tolleranze ristrette.
Il vantaggio della morbidezza
La morbidezza e la duttilità intrinseche del PTFE vergine implicano che esercitano pochissimo stress sugli utensili da taglio. Ciò consente velocità di taglio e avanzamenti più elevati, il che può ridurre i tempi ciclo.
La sfida principale: calore ed espansione
Il PTFE ha un coefficiente di espansione termica molto elevato. Il calore generato durante il taglio può far espandere significativamente il materiale, rendendo difficile mantenere l'accuratezza dimensionale. Un raffreddamento efficace non è solo vantaggioso; è spesso essenziale.
Gestione della deformazione del materiale
Poiché è così morbido, il PTFE non caricato può essere facilmente compresso o deformato da un'eccessiva pressione di serraggio in una morsa o mandrino. È necessario un tocco leggero e uniforme per tenere saldamente il pezzo senza distorcerne la forma finale.
L'impatto dei carichi sulla lavorabilità
L'aggiunta di carichi come vetro, carbonio o bronzo cambia drasticamente le proprietà meccaniche del PTFE e, di conseguenza, il modo in cui deve essere gestito su una macchina. Sebbene questi carichi migliorino la resistenza all'usura e riducano lo scorrimento (creep), introducono nuove sfide di lavorazione.
Aumento di durezza e abrasività
I carichi sono, per loro natura, molto più duri e più abrasivi della matrice di PTFE. Ciò provoca un'usura degli utensili da taglio molto più rapida di quanto accadrebbe con il PTFE vergine.
La necessità di velocità più lente
Per contrastare l'usura accelerata degli utensili causata dai carichi abrasivi, le velocità di taglio devono essere ridotte. Spingere la velocità troppo in alto smusserà rapidamente il tagliente, portando a una scarsa finitura superficiale e imprecisione dimensionale.
Requisiti di utensili specializzati
Gli utensili standard in acciaio super rapido (HSS) non dureranno a lungo contro il PTFE caricato. Si raccomandano vivamente gli utensili in metallo duro (carburo) grazie alla loro superiore durezza e resistenza all'usura, garantendo sia la longevità dell'utensile che una qualità costante del pezzo.
Insidie comuni e stabilità dimensionale
Sia che si lavori con PTFE caricato o non caricato, ottenere precisione richiede la comprensione dell'instabilità intrinseca del materiale. Forzarlo a comportarsi come un metallo porterà al fallimento.
La sfida dell'espansione termica
Questo è il fattore più critico. Un pezzo misurato a una temperatura potrebbe essere fuori tolleranza a un'altra. L'uso di refrigerante e il consentire al materiale di normalizzarsi alla temperatura ambiente prima delle misurazioni finali sono fondamentali per ottenere l'accuratezza.
Il rischio di scorrimento da stress (Stress Creep)
Il PTFE è soggetto allo "scorrimento da stress", il che significa che può deformarsi lentamente nel tempo quando è sotto pressione. Ecco perché una pressione di serraggio leggera è così cruciale. Un serraggio eccessivo può indurre stress interni che fanno sì che il pezzo si deformi dopo essere stato lavorato.
Ottenere e mantenere tolleranze ristrette
Nonostante queste sfide, i macchinisti esperti possono mantenere tolleranze entro ±0,002 pollici. Ciò richiede utensili affilati, velocità e avanzamenti ottimizzati, eccellente gestione del calore e consapevolezza della tendenza del materiale a muoversi.
Fare la scelta di lavorazione giusta
Il tuo approccio dovrebbe essere dettato dalla variante del materiale e dall'obiettivo finale del tuo progetto.
- Se la tua attenzione principale è la produzione ad alta velocità di componenti non critici: Il PTFE non caricato è ideale, consentendo tempi ciclo più rapidi e l'uso di utensili standard.
- Se il tuo pezzo richiede una superiore resistenza all'usura e stabilità termica: Il PTFE caricato è necessario, ma devi prevedere velocità di lavorazione più lente e il costo degli utensili in metallo duro.
- Se la tua attenzione principale è ottenere la massima precisione possibile: La tua strategia deve ruotare attorno alla mitigazione dell'espansione termica e della deformazione, indipendentemente dal fatto che il materiale sia caricato o non caricato.
Rispettando le proprietà uniche di ciascuna variante di PTFE, è possibile lavorare con successo questo materiale versatile per soddisfare precisi requisiti ingegneristici.
Tabella riassuntiva:
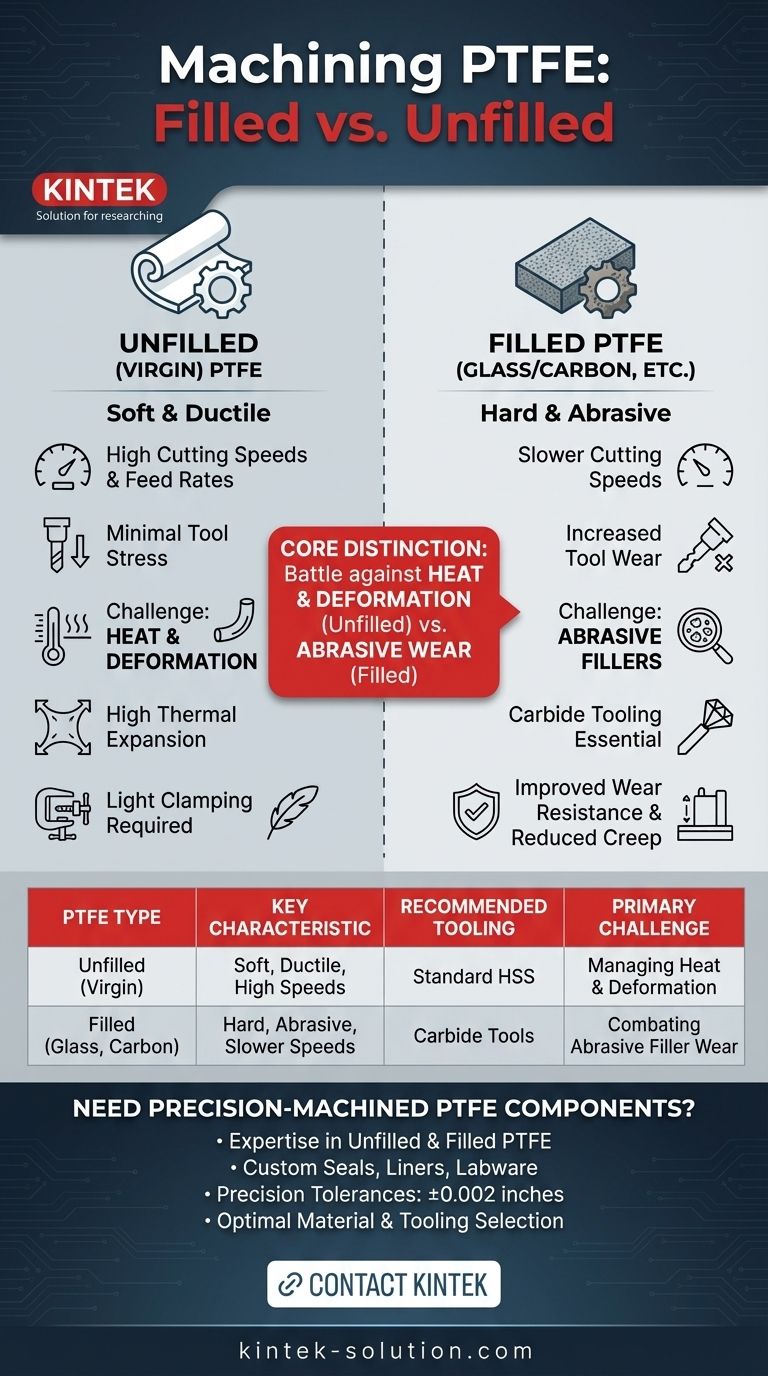
| Tipo di PTFE | Caratteristica chiave di lavorazione | Utensili raccomandati | Sfida principale |
|---|---|---|---|
| Non caricato (Vergine) | Morbido, duttile, alte velocità di taglio | Utensili HSS standard | Gestione del calore e deformazione del materiale |
| Caricato (Vetro, Carbonio, ecc.) | Duro, abrasivo, velocità più lente richieste | Utensili in metallo duro (Carbide) | Combattere l'usura dovuta al carico abrasivo |
Hai bisogno di componenti in PTFE lavorati con precisione?
Sia che il tuo progetto richieda la purezza chimica del PTFE non caricato o la resistenza all'usura migliorata del PTFE caricato, KINTEK ha l'esperienza per fornirli. Siamo specializzati nella fabbricazione su misura di guarnizioni, rivestimenti e vetreria in PTFE per le industrie dei semiconduttori, medicale e di laboratorio.
Garantiamo la precisione tramite:
- Selezione del materiale e degli utensili ottimali per la tua applicazione.
- Gestione meticolosa del calore e delle pressioni di serraggio per mantenere la stabilità dimensionale.
- Mantenimento di tolleranze fino a ±0,002 pollici.
Dai prototipi agli ordini ad alto volume, lascia a noi la gestione delle complessità della lavorazione del PTFE. Contatta oggi il nostro team di ingegneri per discutere le tue esigenze specifiche e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Boccola in PTFE personalizzabile per applicazioni industriali avanzate
Domande frequenti
- Cosa rende il PTFE lavorato adatto alle applicazioni industriali? Prestazioni ineguagliabili in condizioni estreme
- Come si comportano i contenitori in politetrafluoroetilene (PTFE) per quanto riguarda la permeazione dei gas? Approfondimenti degli esperti sull'assorbimento dei solventi
- È possibile personalizzare i componenti in PTFE lavorato? Ottieni soluzioni di precisione per applicazioni esigenti
- Quali opzioni di personalizzazione sono disponibili per i materiali PTFE? Personalizza le prestazioni per la tua applicazione
- Quali sono alcune applicazioni comuni del PTFE lavorato? Sfruttare le sue proprietà uniche per applicazioni impegnative



















