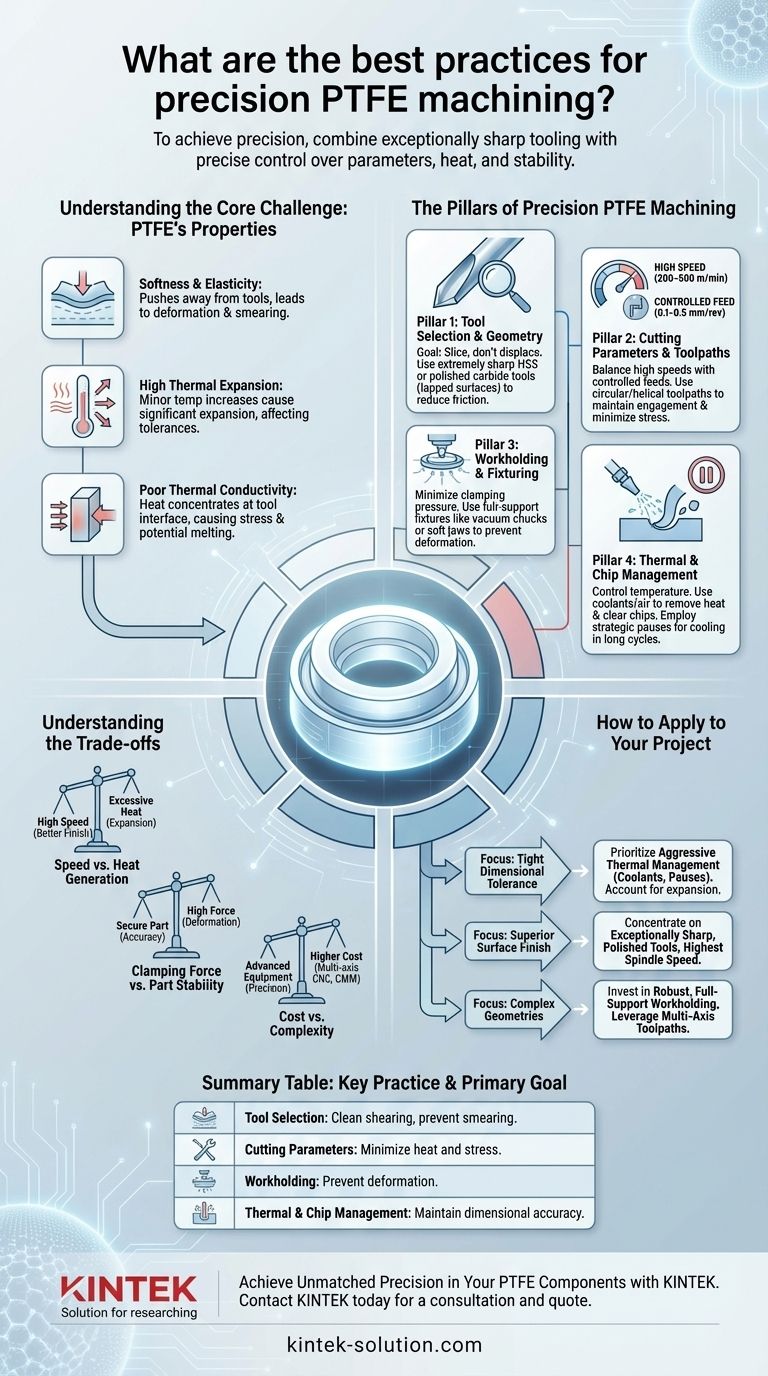
Per ottenere precisione nella lavorazione del politetrafluoroetilene (PTFE), è necessario combinare utensili eccezionalmente affilati con un controllo preciso dei parametri di taglio, della generazione di calore e della stabilità del pezzo. Le pratiche fondamentali includono l'uso di utensili in HSS o in metallo duro lucidato, il mantenimento di alte velocità di taglio (200–500 m/min) con velocità di avanzamento controllate (0,1–0,5 mm/giro) e l'impiego di sistemi di fissaggio sicuri e a bassa pressione come i mandrini a vuoto per evitare che il materiale si deformi.
La sfida centrale della lavorazione del PTFE non è tagliare il materiale, ma gestirne le proprietà fisiche uniche. La sua morbidezza, la scarsa conducibilità termica e l'elevata dilatazione termica fanno sì che il successo dipenda più dal controllo della deformazione e del calore che dalla rimozione aggressiva del materiale.

Comprendere la Sfida Centrale: Le Proprietà del PTFE
Per lavorare efficacemente il PTFE, è necessario prima rispettare le sue caratteristiche fondamentali. Queste proprietà sono vantaggi nell'applicazione finale ma creano ostacoli significativi durante la fabbricazione.
L'Impatto della Morbidezza e dell'Elasticità
Il PTFE è un materiale eccezionalmente morbido che tende a spostarsi lontano dall'utensile da taglio anziché tranciarsi nettamente.
L'uso di utensili smussati o di forma errata comporterà deformazione, sbavatura del materiale e bave significative anziché un taglio preciso.
Il Problema dell'Elevata Dilatazione Termica
Il PTFE ha un coefficiente di dilatazione termica molto elevato. Anche i lievi aumenti di temperatura dovuti all'attrito di taglio possono far espandere significativamente il materiale.
Questa espansione può alterare le dimensioni critiche, rendendo difficile mantenere tolleranze ristrette se il calore non viene gestito meticolosamente.
La Sfida della Scarsa Conducibilità Termica
A differenza dei metalli, il PTFE è un eccellente isolante termico. Non dissipa bene il calore dalla zona di taglio.
Il calore si concentra all'interfaccia utensile-materiale, portando rapidamente a dilatazione termica, potenziale fusione e stress sul pezzo.
I Pilastri della Lavorazione di Precisione del PTFE
Padroneggiare il PTFE richiede un approccio olistico che affronti le proprietà del materiale attraverso quattro aree chiave di focalizzazione.
Pilastro 1: Selezione e Geometria degli Utensili
L'utensile giusto è il fattore più critico. L'obiettivo è affettare il materiale, non spostarlo.
Utilizzare bordi di taglio estremamente affilati. Un bordo levigato e affilato come un rasoio è inderogabile per prevenire lo spingere e il deformare del materiale.
Selezionare il materiale dell'utensile giusto. Sia gli utensili in Acciaio Rapido (HSS) che quelli in metallo duro sono efficaci, ma gli utensili in metallo duro dovrebbero avere superfici altamente lucidate (levigate) per ridurre l'attrito e l'accumulo di materiale.
Pilastro 2: Parametri di Taglio e Percorsi Utensile
Le impostazioni della macchina devono essere ottimizzate per ridurre al minimo la generazione di calore e lo stress meccanico.
Bilanciare alte velocità con avanzamenti controllati. Utilizzare alte velocità di taglio (200–500 m/min) per garantire che l'utensile tagli in modo efficiente, ma abbinarle a una velocità di avanzamento moderata (0,1–0,5 mm/giro) per prevenire un attrito eccessivo.
Impiegare percorsi utensile strategici. Utilizzare percorsi utensile circolari o elicoidali per mantenere un ingaggio costante dell'utensile e minimizzare le vibrazioni. Evitare tagli aggressivi a tutta larghezza, specialmente su sezioni a parete sottile, per ridurre lo stress.
Pilastro 3: Supporto del Pezzo e Fissaggio
Poiché il PTFE si deforma facilmente, il modo in cui si tiene il pezzo è importante quanto il modo in cui lo si taglia.
Ridurre al minimo la pressione di serraggio. Serrare eccessivamente una morsa standard comprimerà e distorcerà il materiale, portando a dimensioni finali imprecise una volta rilasciata la pressione.
Fornire supporto completo. Utilizzare fissaggi che supportino l'intero pezzo, come mandrini a vuoto o griffe morbide modellate su misura per la forma del pezzo, per garantire la massima stabilità senza deformazione.
Pilastro 4: Gestione Termica e dei Trucioli
Il controllo della temperatura è essenziale per mantenere l'accuratezza dimensionale.
Utilizzare refrigeranti appropriati. Il refrigerante a inondazione o l'aria compressa possono aiutare a rimuovere il calore dalla zona di taglio e a eliminare i trucioli filamentosi che il PTFE spesso produce.
Considerare pause strategiche. Per cicli di taglio lunghi o tagli profondi, programmare pause periodiche consente al materiale di raffreddarsi e stabilizzarsi, impedendo che l'accumulo di calore comprometta le tolleranze.
Comprendere i Compromessi
Ottenere la precisione con il PTFE implica bilanciare fattori in competizione. Comprendere questi compromessi è fondamentale per la risoluzione dei problemi e l'ottimizzazione del processo.
Velocità vs. Generazione di Calore
Sebbene le alte velocità di taglio promuovano una migliore finitura superficiale, spingerle troppo lontano senza un raffreddamento adeguato genererà calore eccessivo, causando l'espansione del pezzo e facendolo uscire dalle tolleranze. La velocità ottimale è spesso la più alta possibile prima che gli effetti termici diventino ingestibili.
Forza di Serraggio vs. Stabilità del Pezzo
Un pezzo sicuro previene il chatter e assicura l'accuratezza. Tuttavia, la morbidezza del PTFE implica che la forza necessaria per la stabilità nei metalli causerà una deformazione significativa. L'obiettivo è trovare la forza di serraggio minima che elimini comunque qualsiasi movimento o vibrazione del pezzo.
Costo vs. Complessità
Ottenere i massimi livelli di precisione richiede spesso attrezzature avanzate. Le macchine CNC multiasse consentono geometrie complesse e le macchine di misura a coordinate (CMM) sono necessarie per verificare tolleranze ristrette, aumentando il costo complessivo e la complessità del processo.
Come Applicare Questo al Tuo Progetto
La tua strategia di lavorazione specifica dovrebbe essere guidata dal risultato più critico per il tuo componente.
- Se la tua attenzione principale è la tolleranza dimensionale ristretta: Dai priorità alla gestione termica aggressiva utilizzando refrigeranti e pause, e assicurati che le tue dimensioni programmate tengano conto di qualsiasi potenziale dilatazione termica.
- Se la tua attenzione principale è la finitura superficiale superiore: Concentrati sull'uso di utensili eccezionalmente affilati e lucidati alla massima velocità del mandrino possibile con una velocità di avanzamento controllata e costante.
- Se la tua attenzione principale è la lavorazione di geometrie complesse: Investi in sistemi di supporto del pezzo robusti e completi e sfrutta i percorsi utensile multiasse che minimizzano lo stress e i cambi utensile.
In definitiva, lavorare il PTFE con precisione è un esercizio di finezza, che dimostra che una profonda comprensione del materiale è lo strumento più importante di tutti.
Tabella Riassuntiva:
| Pratica Chiave | Obiettivo Principale | Considerazione Chiave |
|---|---|---|
| Selezione e Geometria Utensili | Tranciamento netto, prevenire sbavature | Utilizzare utensili HSS o in metallo duro lucidato estremamente affilati. |
| Parametri di Taglio | Ridurre al minimo calore e stress | Alte velocità (200-500 m/min), avanzamenti controllati (0,1-0,5 mm/giro). |
| Supporto Pezzo e Fissaggio | Prevenire la deformazione | Utilizzare metodi a bassa pressione e supporto completo come i mandrini a vuoto. |
| Gestione Termica e Trucioli | Mantenere l'accuratezza dimensionale | Impiegare refrigeranti/aria e pause strategiche per controllare il calore. |
Ottieni una Precisione Ineguagliabile nei Tuoi Componenti in PTFE con KINTEK
Lavorare il PTFE secondo standard rigorosi richiede competenze specializzate e un'attenzione alla finezza piuttosto che alla forza. In KINTEK, produciamo componenti in PTFE di precisione—inclusi guarnizioni, rivestimenti e vetreria da laboratorio personalizzata—per i settori dei semiconduttori, medico, di laboratorio e industriale. Padroneggiamo il delicato equilibrio tra utensili affilati, parametri precisi e fissaggio sicuro per fornire pezzi con eccezionale accuratezza dimensionale e finiture superficiali, dai prototipi alle produzioni ad alto volume.
Lascia che applichiamo la nostra profonda conoscenza dei materiali ai tuoi progetti più impegnativi. Contatta KINTEK oggi stesso per una consulenza e un preventivo.
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Boccola in PTFE personalizzabile per applicazioni industriali avanzate
Domande frequenti
- I componenti in PTFE possono essere personalizzati in base a requisiti specifici? Ottieni componenti in PTFE personalizzati di precisione
- Come vengono prodotti tipicamente i contenitori e le apparecchiature da laboratorio in PTFE? All'interno del processo di lavorazione meccanica di precisione
- È possibile personalizzare i componenti in PTFE lavorato? Ottieni soluzioni di precisione per applicazioni esigenti
- Quali sono i vantaggi della lavorazione del PTFE rispetto ad altri materiali? Sblocca prestazioni superiori in ambienti difficili
- Perché il PTFE lavorato è popolare nel campo medico? Biocompatibilità e precisione ineguagliabili



















