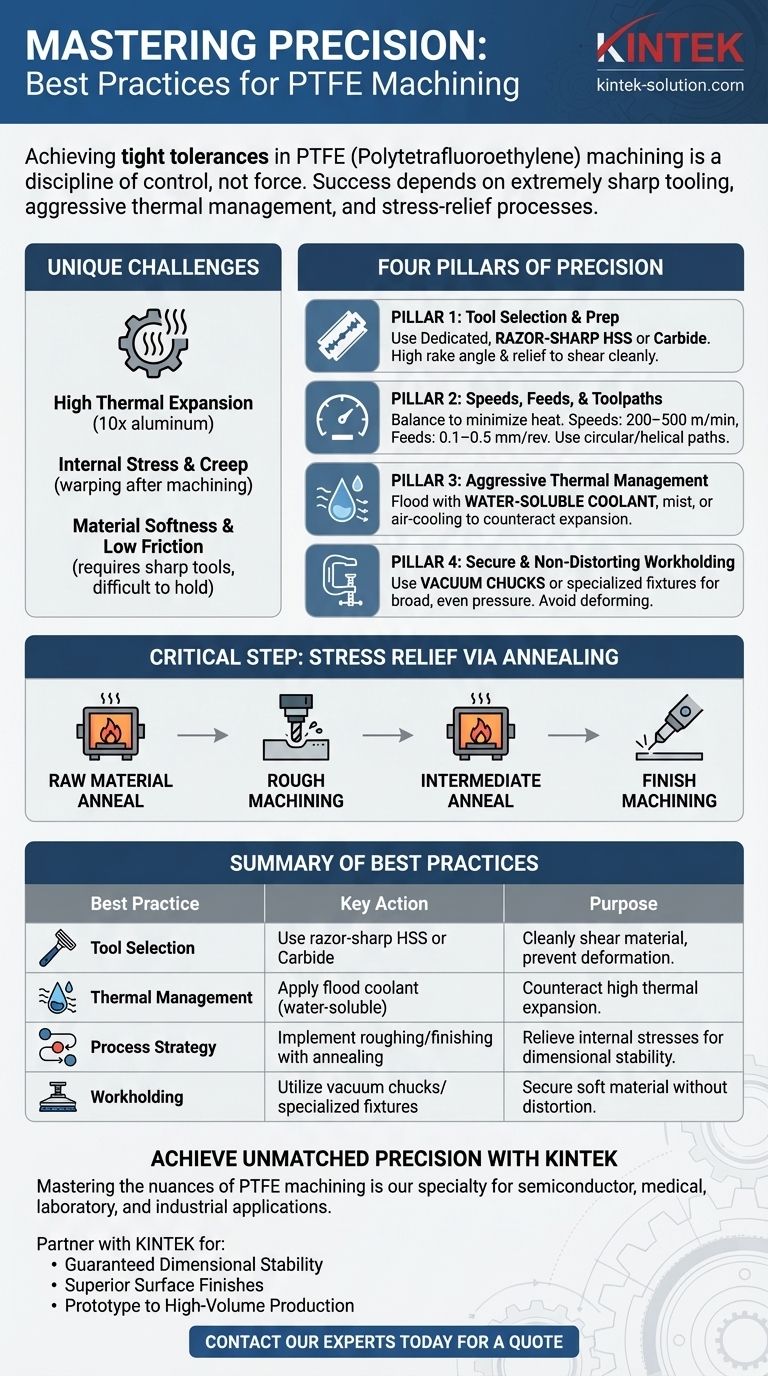
Ottenere tolleranze strette nella lavorazione del politetrafluoroetilene (PTFE) è una disciplina di controllo, non di forza. Il successo dipende da una combinazione di utensili estremamente affilati, gestione termica aggressiva per contrastare l'alto tasso di espansione del materiale e processi di distensione delle sollecitazioni come la ricottura per garantire la stabilità dimensionale. La chiave è gestire l'instabilità intrinseca del materiale in ogni fase del processo.
La sfida principale della lavorazione del PTFE non è la sua durezza, ma la sua morbidezza e instabilità. Ogni migliore pratica è progettata per superare la sua elevata espansione termica, le sollecitazioni interne e la tendenza a deformarsi sotto la pressione di taglio.

Comprendere le Sfide Uniche della Lavorazione del PTFE
Prima di applicare le tecniche, è necessario comprendere le proprietà che rendono il PTFE (spesso noto con il nome commerciale Teflon) notoriamente difficile da lavorare con precisione.
Elevata Espansione Termica
Il PTFE ha un coefficiente di espansione termica circa dieci volte superiore a quello dell'alluminio. Ciò significa che anche una piccola quantità di calore generata durante il taglio provoca l'espansione significativa del materiale.
Un pezzo lavorato secondo specifiche perfette quando è caldo si restringerà e uscirà dalle tolleranze man mano che si raffredda a temperatura ambiente.
Sollecitazioni Interne e Scorrimento (Creep)
Il processo utilizzato per creare le forme grezze di PTFE (come barre o lastre) lascia sollecitazioni interne residue. Man mano che si rimuove materiale con la lavorazione, queste sollecitazioni vengono rilasciate in modo non uniforme.
Questo rilascio può causare la deformazione, l'incurvamento o la distorsione del materiale, spesso ore o addirittura giorni dopo il completamento della lavorazione. Questo fenomeno è noto come scorrimento da sollecitazione (stress creep).
Morbidezza del Materiale e Basso Attrito
Il PTFE è un materiale morbido che richiede utensili eccezionalmente affilati per ottenere un'azione di taglio netta. Un utensile smussato non taglierà, ma spingerà o trascinerà il materiale, portando a una finitura superficiale scadente e a imprecisioni dimensionali.
Il suo basso coefficiente di attrito (scivolosità) rende anche difficile tenerlo saldamente senza deformarlo.
I Pilastri della Lavorazione di Precisione del PTFE
Per contrastare queste sfide, il processo di lavorazione deve essere costruito su quattro pilastri distinti.
Pilastro 1: Selezione e Preparazione degli Utensili
Il fattore più importante in assoluto è l'affilatura dell'utensile da taglio. Un bordo affilato taglia nettamente il materiale invece di deformarlo.
Utilizzare utensili dedicati realizzati in Acciaio Rapido (HSS) o Carburo. L'utensile deve essere rettificato con un bordo affilatissimo, con un angolo di spoglia elevato e un significativo angolo di scarico per evitare sfregamenti.
Pilastro 2: Velocità, Avanzamenti e Percorsi Utensile Strategici
È necessario bilanciare velocità e avanzamenti per ridurre al minimo la generazione di calore garantendo al contempo un taglio netto.
Iniziare con velocità di taglio intorno a 200–500 m/min e velocità di avanzamento di 0,1–0,5 mm/giro. Questi sono punti di partenza; regolare in base alla geometria specifica del pezzo e alla rigidità della macchina.
Impiegare percorsi utensile circolari o elicoidali per ridurre al minimo l'impegno dell'utensile e le vibrazioni. Evitare tagli aggressivi a tutta larghezza che introducono stress e calore eccessivi nel pezzo.
Pilastro 3: Gestione Termica Aggressiva
Il controllo della temperatura non è negoziabile. L'obiettivo è rimuovere il calore non appena viene generato.
Un abbondante flusso di liquido refrigerante solubile in acqua è molto efficace. Per alcune applicazioni, possono essere efficaci anche sistemi a nebbia o raffreddamento ad aria diretto per prevenire l'accumulo di calore e rimuovere i trucioli.
Pilastro 4: Fissaggio del Pezzo Sicuro e Non Deformante
Il dispositivo di fissaggio deve tenere saldamente il pezzo di PTFE per prevenire qualsiasi movimento durante la lavorazione.
Utilizzare dispositivi di fissaggio specializzati o morsetti a vuoto che forniscano una pressione di serraggio ampia ed uniforme. Ciò impedisce che il materiale morbido venga schiacciato o deformato, il che rovinerebbe le dimensioni finali.
Un Passaggio Critico: Distensione delle Sollecitazioni tramite Ricottura
Per i lavori di massima precisione, la sola lavorazione non è sufficiente. La ricottura è un processo di trattamento termico che normalizza il materiale alleviando le sollecitazioni interne.
Perché è Necessaria la Ricottura
Riscaldando il PTFE a una temperatura specifica, mantenendolo e poi raffreddandolo lentamente, si consente alla struttura interna del materiale di rilassarsi. Ciò crea un pezzo molto più stabile che ha meno probabilità di deformarsi dopo la lavorazione.
Quando Ricuocere
Una migliore pratica comune per i pezzi con tolleranze strette è un processo a più stadi:
- Ricuocere il materiale grezzo.
- Eseguire la lavorazione di sgrossatura, lasciando una piccola quantità di materiale per il passaggio finale.
- Ricuocere nuovamente il pezzo per alleviare le sollecitazioni indotte dall'operazione di sgrossatura.
- Eseguire il passaggio finale di lavorazione di finitura per portare il pezzo alle sue dimensioni finali.
Errori Comuni da Evitare
Gli errori nella lavorazione del PTFE sono comuni perché l'approccio richiesto è spesso controintuitivo rispetto alla lavorazione dei metalli.
Utilizzo di Utensili Smussati o Impropri
Questo è l'errore più frequente. Un utensile che sembra affilato al tatto potrebbe non essere abbastanza affilato per il PTFE. Il risultato è lo spalmamento del materiale, una finitura "gommosa" e l'incapacità di mantenere le dimensioni.
Ignorare l'Accumulo di Calore
Lavorare il PTFE a secco senza alcuna forma di raffreddamento è una ricetta per il fallimento. Il pezzo si espanderà inevitabilmente durante il taglio e risulterà sottodimensionato una volta raffreddato.
Fissaggio del Pezzo Inadeguato
Se il pezzo può spostarsi o vibrare anche leggermente nel dispositivo di fissaggio, tutti gli altri sforzi di precisione vengono sprecati. La scivolosità del PTFE rende questo un rischio significativo.
Aspettative di Tolleranza Irrealistiche
Sebbene le tolleranze strette siano raggiungibili, le proprietà intrinseche del PTFE implicano limiti pratici. La progettazione del pezzo deve sempre tenere conto dell'elevata espansione termica del materiale e della potenziale tendenza allo scorrimento.
Fare la Scelta Giusta per la Tua Applicazione
Personalizza il tuo approccio in base al requisito più critico del pezzo finito.
- Se la tua attenzione principale è la stabilità dimensionale su pezzi complessi: Dai priorità a un processo a più fasi con ricottura tra i passaggi di sgrossatura e finitura.
- Se la tua attenzione principale è ottenere la migliore finitura superficiale possibile: Utilizza utensili dedicati estremamente affilati con un flusso costante e abbondante di refrigerante.
- Se la tua attenzione principale è la coerenza in una serie di produzione: Implementa rigorosi controlli della temperatura ambientale e utilizza strumenti di ispezione ad alta precisione come una CMM per convalidare la configurazione e il processo.
Padroneggiare questi principi trasforma la sfida di lavorare il PTFE da un'arte frustrante a una scienza ripetibile.
Tabella Riassuntiva:
| Migliore Pratica | Azione Chiave | Scopo |
|---|---|---|
| Selezione Utensili | Utilizzare utensili HSS o Carburo affilatissimi | Tagliare nettamente il materiale, prevenire la deformazione |
| Gestione Termica | Applicare refrigerante a flusso (es. solubile in acqua) | Contrastare l'elevata espansione termica |
| Strategia di Processo | Implementare sgrossatura/finitura con ricottura | Alleviare le sollecitazioni interne per la stabilità dimensionale |
| Fissaggio Pezzo | Utilizzare morsetti a vuoto o dispositivi di fissaggio specializzati | Fissare il materiale morbido senza deformazione |
Ottieni una Precisione Ineguagliabile nei Tuoi Componenti in PTFE con KINTEK
Padroneggiare le sfumature della lavorazione del PTFE è la nostra specialità. Per applicazioni nei semiconduttori, mediche, di laboratorio e industriali in cui la precisione è irrinunciabile, KINTEK fornisce.
Sfruttiamo esattamente le migliori pratiche qui delineate—dalla gestione termica aggressiva alla ricottura strategica per la distensione delle sollecitazioni—per produrre guarnizioni, rivestimenti, vetreria da laboratorio e componenti personalizzati in PTFE ad alte prestazioni che soddisfano le vostre specifiche più esigenti.
Collabora con KINTEK per:
- Stabilità Dimensionale Garantita: I nostri processi controllati assicurano che i vostri pezzi rimangano entro le tolleranze, superando le sfide intrinseche del PTFE.
- Finiture Superficiali Superiori: Ottieni le superfici pulite e funzionali richieste dalla tua applicazione.
- Dal Prototipo alla Produzione ad Alto Volume: Scaliamo la nostra precisione in base alle tue esigenze, garantendo coerenza in ogni ordine.
Progettiamo insieme la tua soluzione. Contatta oggi i nostri esperti per discutere il tuo progetto e ricevere un preventivo.
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
Domande frequenti
- Quali opzioni di personalizzazione sono disponibili per i materiali PTFE? Personalizza le prestazioni per la tua applicazione
- Cosa rende il PTFE lavorato adatto alle applicazioni industriali? Prestazioni ineguagliabili in condizioni estreme
- È possibile personalizzare i componenti in PTFE lavorato? Ottieni soluzioni di precisione per applicazioni esigenti
- Quali sono alcune applicazioni comuni del PTFE lavorato? Sfruttare le sue proprietà uniche per applicazioni impegnative
- Come vengono prodotti tipicamente i contenitori e le apparecchiature da laboratorio in PTFE? All'interno del processo di lavorazione meccanica di precisione



















