Per forare con successo il PTFE, è necessario affrontare la sua combinazione unica di morbidezza, basso punto di fusione ed elevata dilatazione termica. Ciò richiede l'uso di punte elicoidali in acciaio super rapido (HSS) estremamente affilate a velocità moderate per prevenire il surriscaldamento e la deformazione del materiale. Anche una corretta pressione di serraggio e l'assicurarsi che la punta sia perfettamente perpendicolare sono fondamentali per evitare imprecisioni dimensionali e lo "slittamento" della punta.
La sfida principale nella foratura del politetrafluoroetilene (PTFE) non è tagliare il materiale, ma controllarlo. La sua morbidezza e l'elevata dilatazione termica fanno sì che utensili, velocità o pressione di serraggio impropri deformino facilmente il pezzo, portando a fori imprecisi.

Perché la foratura del PTFE è una sfida unica
Per lavorare qualsiasi materiale in modo efficace, è prima necessario comprenderne la natura. Le caratteristiche distintive del PTFE, sebbene vantaggiose nella sua applicazione finale, presentano sfide distinte durante la fabbricazione.
Comprendere le proprietà fondamentali del materiale
Il PTFE è notoriamente morbido, scivoloso e chimicamente inerte. Ha anche un coefficiente di dilatazione termica estremamente elevato, il che significa che si espande e si contrae significativamente con i cambiamenti di temperatura.
Questa combinazione implica che il materiale offre poca resistenza a un utensile da taglio ma è altamente suscettibile alla deformazione sia dalla pressione meccanica che dal calore.
Il rischio di generazione di calore
L'attrito di una punta da trapano genera calore. A causa del basso punto di fusione e della scarsa conducibilità termica del PTFE, questo calore si concentra nel punto di taglio invece di dissiparsi attraverso il materiale.
Anche un piccolo aumento di temperatura farà espandere il materiale, rendendo il foro che si sta praticando più piccolo del diametro della punta. Il calore continuo lo farà fondere e "sbavare" anziché tagliare in modo netto.
Deformazione sotto pressione
La morbidezza del PTFE e la tendenza allo "scorrimento" (deformazione nel tempo sotto un carico costante) rendono difficile il bloccaggio del pezzo.
Se si serra troppo un pezzo di PTFE in una morsa, lo si comprimerà. Dopo aver praticato un foro e rilasciato la pressione, il materiale si rilasserà e le dimensioni del foro non saranno più accurate.
Gli strumenti e le tecniche giuste per la precisione
Ottenere un foro preciso nel PTFE dipende interamente dall'uso degli strumenti corretti e da un processo disciplinato che minimizzi calore e pressione.
Selezione e geometria della punta
Il fattore più importante è l'utensile. Utilizzare punte da trapano in acciaio super rapido (HSS) che siano estremamente affilate. Un bordo di taglio lucidato e affilato affetterà il materiale in modo netto.
Una punta smussata spingerà e strapperà il materiale, generando attrito e calore eccessivi, che sono la causa principale del fallimento.
Velocità e avanzamenti moderati
Resistere alla tentazione di utilizzare alti regimi di rotazione (RPM). Velocità di taglio moderate sono essenziali per minimizzare la generazione di calore.
L'obiettivo è creare un truciolo continuo, che indica che il materiale viene tranciato correttamente. Se il materiale diventa gommoso o si fonde sulla punta, la velocità è troppo alta.
Serraggio e bloccaggio del pezzo
Fissare il pezzo con la forza appena sufficiente per tenerlo fermo. La pressione di serraggio dovrebbe essere distribuita su un'area ampia, se possibile, per evitare punti di compressione localizzati.
Non serrare mai eccessivamente un dispositivo di fissaggio, poiché ciò garantirà imprecisioni dimensionali una volta rilasciato il pezzo.
Allineamento ed evacuazione dei trucioli
La punta deve essere perfettamente perpendicolare al pezzo in lavorazione. La morbidezza del PTFE consente a una punta di vagare o "slittare" fuori centro se non è allineata correttamente.
Assicurarsi che i trucioli vengano evacuati dal foro durante la foratura. L'accumulo di trucioli può fondere e sporcare il foro, rovinando la finitura superficiale e le dimensioni.
Comprendere i compromessi e le insidie comuni
Progettare e lavorare con il PTFE richiede di accettare i suoi limiti intrinseci. Comprendere questi compromessi è fondamentale per un risultato di successo.
La sfida delle tolleranze ristrette
L'elevata dilatazione termica del PTFE e la tendenza allo scorrimento lo rendono una scelta inadatta per applicazioni che richiedono tolleranze dimensionali estremamente ristrette.
Un pezzo misurato a una temperatura avrà dimensioni diverse a un'altra. Ciò deve essere considerato durante la fase di progettazione.
Cambiamenti dimensionali post-foratura
Anche dopo un'operazione di foratura riuscita, il pezzo può cambiare. Man mano che il pezzo si raffredda fino alla temperatura ambiente, il foro praticato diventerà più grande.
Per una vera precisione, lasciare che il materiale si stabilizzi termicamente prima di effettuare una misurazione finale.
Evitare la sbavatura del materiale
Il fallimento più comune è la sbavatura o la fusione, che crea un foro disordinato e impreciso. Ciò è quasi sempre causato da una combinazione di due fattori: un utensile da taglio smussato e una velocità di foratura eccessiva.
Fare la scelta giusta per il tuo obiettivo
Adattando il tuo approccio al tuo obiettivo principale, puoi mitigare le sfide del lavoro con il PTFE.
- Se il tuo obiettivo principale è l'accuratezza dimensionale: Dai priorità a utensili HSS estremamente affilati, utilizza velocità moderate e lascia che il materiale si stabilizzi a temperatura ambiente prima della misurazione finale.
- Se il tuo obiettivo principale è evitare il cedimento del materiale: Concentrati sulla minimizzazione della generazione di calore attraverso una velocità di foratura appropriata e assicurati che i trucioli vengano rimossi efficacemente per prevenire la fusione.
- Se stai progettando il pezzo: Riconosci le proprietà del PTFE progettando per tolleranze più ampie, ove possibile, per tenere conto della sua intrinseca dilatazione termica e scorrimento.
Rispettando le proprietà uniche del PTFE anziché combatterle, è possibile ottenere risultati puliti e precisi con costanza.
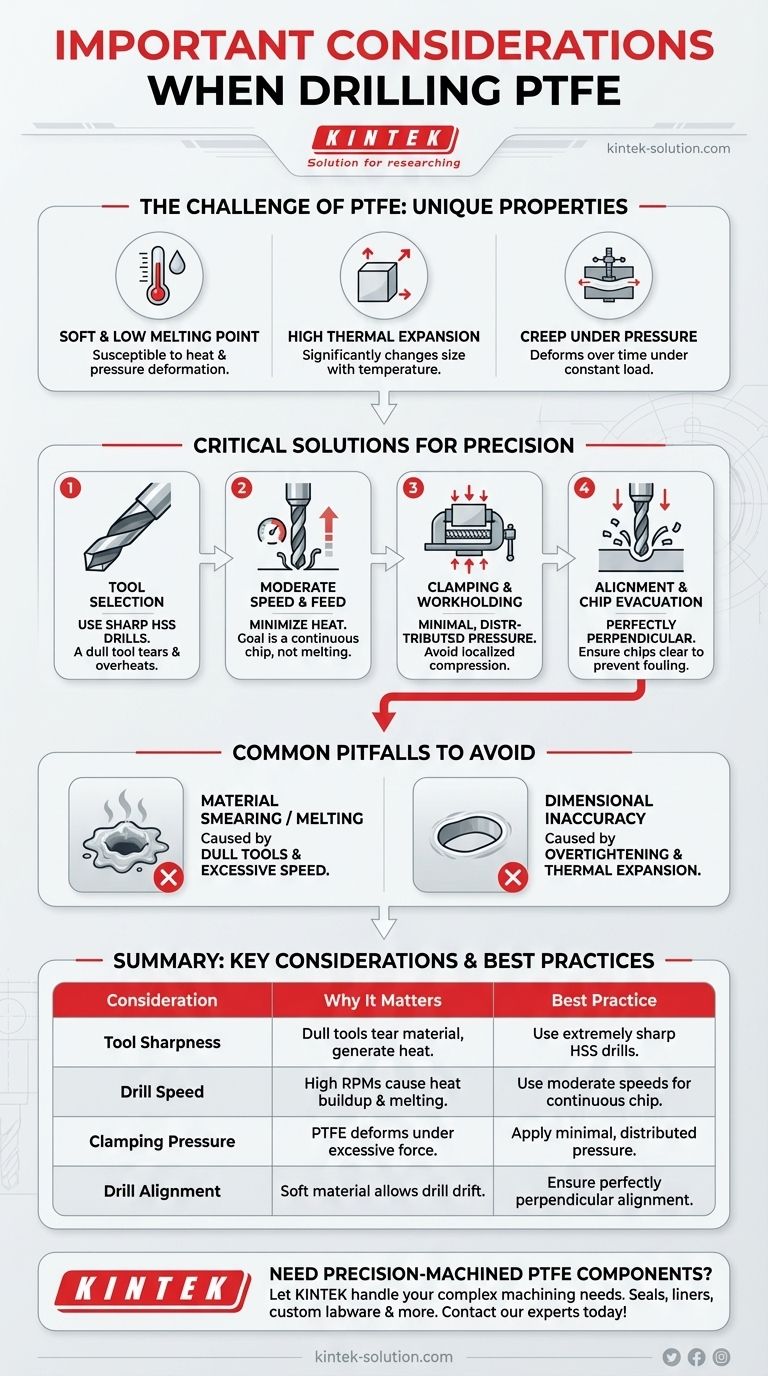
Tabella riassuntiva:
| Considerazione chiave | Perché è importante | Pratica migliore |
|---|---|---|
| Affilatura dell'utensile | Gli utensili smussati strappano il materiale e generano calore eccessivo. | Utilizzare punte in acciaio super rapido (HSS) estremamente affilate. |
| Velocità della punta | Gli alti regimi di rotazione causano accumulo di calore e fusione. | Utilizzare velocità moderate per generare un truciolo continuo. |
| Pressione di serraggio | Il PTFE si deforma sotto una forza eccessiva, rovinando le dimensioni. | Applicare una pressione minima e distribuita per tenere fermo il pezzo. |
| Allineamento della punta | Il materiale morbido consente alla punta di deviare dal centro. | Assicurarsi che la punta sia perfettamente perpendicolare al pezzo. |
Hai bisogno di componenti in PTFE lavorati di precisione?
La foratura del PTFE è solo una fase nella creazione di componenti ad alte prestazioni. In KINTEK, siamo specializzati nella produzione di parti in PTFE di precisione come guarnizioni, rivestimenti e attrezzature da laboratorio personalizzate. La nostra esperienza garantisce che i vostri componenti siano fabbricati correttamente fin dall'inizio, evitando le insidie della deformazione termica e dell'imprecisione dimensionale.
Serviamo i settori dei semiconduttori, medico, di laboratorio e industriale con fabbricazioni personalizzate, dai prototipi agli ordini ad alto volume.
Lascia che ci occupiamo noi della lavorazione complessa — Contatta oggi i nostri esperti per discutere i requisiti del tuo progetto!
Guida Visiva
Prodotti correlati
- Imbuto separatore a goccia a pressione costante in PTFE personalizzato, materiale resistente alla corrosione, strumentazione per laboratorio a basso background per analisi in traccia
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Imbuto di gocciolamento a pressione costante in PTFE (Politetrafluoroetilene) personalizzato, gruppo di controllo del fluido resistente alla corrosione compatibile con tappi di conversione
- Rubinetto in PTFE ad alta resistenza alla corrosione - Valvola in politetrafluoroetilene per serbatoi di stoccaggio chimici e sistemi di trasferimento fluidi - Qualità industriale personalizzabile
- Campionatore di solidi in PTFE personalizzato ad alta purezza per estrazione di laboratorio e analisi chimica Sonda di campionamento in politetrafluoroetilene con lunghezza personalizzabile
Domande frequenti
- Quali sono le differenze di permeabilità tra i setti in PTFE e quelli in silicone? Scegli la guarnizione giusta per l'integrità del tuo campione
- Quali sono i limiti dei setti in PTFE/silicone per quanto riguarda la temperatura? Fattori chiave per l'integrità analitica
- Come si confrontano i costi dei setti in PTFE e silicone? Comprendere il valore oltre il prezzo
- Quali tipi di prodotti sono correlati ai setti per spazio di testa? Componenti essenziali per analisi a tenuta stagna
- Quali sono le applicazioni della dispersione di PTFE? Una guida ai rivestimenti antiaderenti, resistenti agli agenti chimici e altro ancora



















