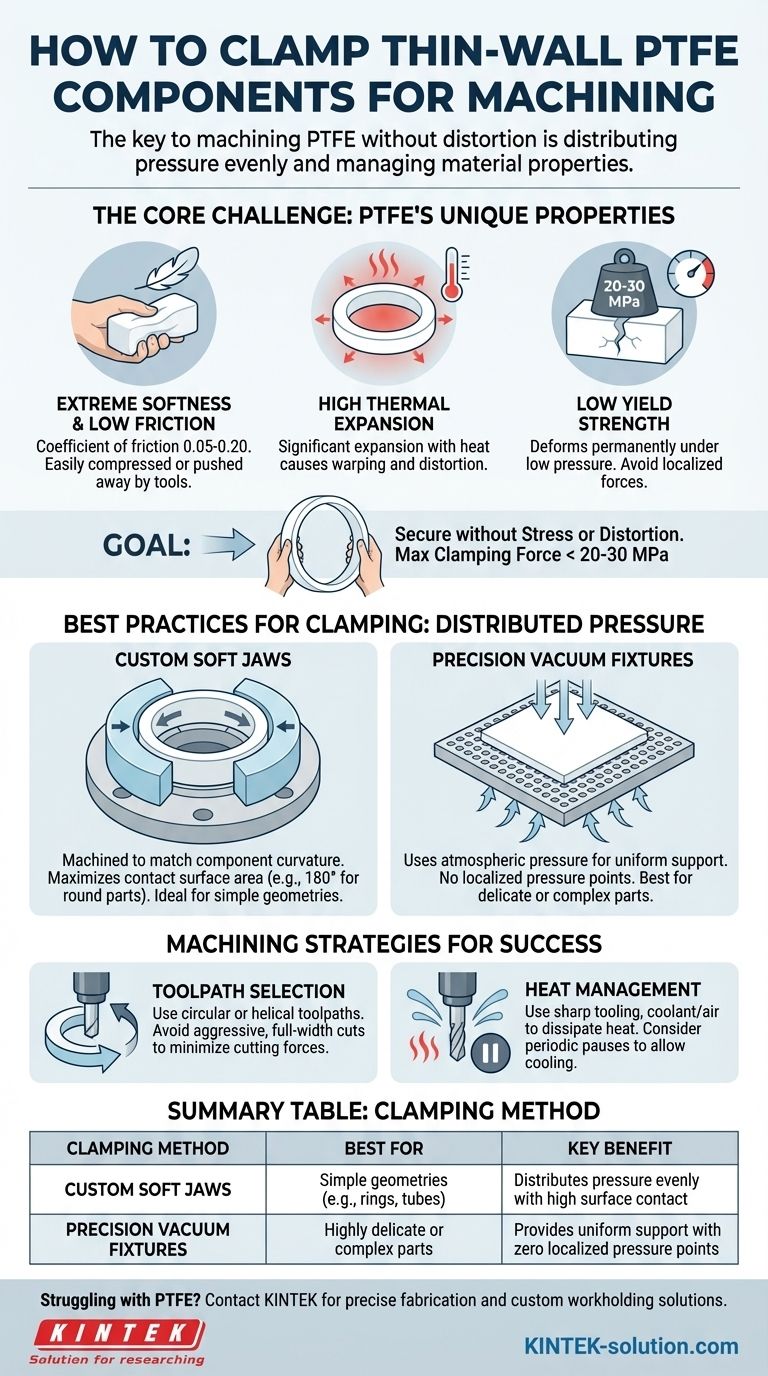
Per serrare correttamente i componenti in PTFE a parete sottile, è necessario utilizzare un metodo che distribuisca la pressione uniformemente su una vasta area superficiale. Le opzioni migliori sono le ganasce morbide su misura o i dispositivi di fissaggio a vuoto di precisione. L'obiettivo è applicare una forza di serraggio significativamente inferiore al limite di snervamento del PTFE di 20–30 MPa per prevenire qualsiasi deformazione, garantendo al contempo che il pezzo rimanga saldo.
La chiave per lavorare il PTFE a parete sottile è riconoscere che la ritenuta del pezzo di lavoro di successo è solo una parte dell'equazione. È necessario adottare una strategia olistica che gestisca la morbidezza intrinseca del materiale, il basso attrito e l'elevata espansione termica per prevenire distorsioni dovute sia alla pressione di serraggio che alle forze di taglio.

La Sfida Principale: Le Proprietà Uniche del PTFE
Comprendere il politetrafluoroetilene (PTFE) è il primo passo per lavorarlo con successo. Le sue proprietà lo rendono molto desiderabile per molte applicazioni, ma creano anche sfide specifiche durante la fabbricazione.
Estrema Morbidezza e Basso Attrito
Il PTFE è un materiale eccezionalmente morbido e scivoloso, con un coefficiente di attrito compreso tra 0,05 e 0,20. Ciò significa che può essere facilmente compresso, deformato o spinto via dagli utensili da taglio se non adeguatamente supportato.
Elevata Espansione Termica
Il materiale si espande e si contrae significativamente con i cambiamenti di temperatura. Il calore generato durante la lavorazione può facilmente causare l'incurvamento o la distorsione delle pareti sottili, rovinando l'accuratezza dimensionale.
Basso Limite di Snervamento
Il limite di snervamento è il punto in cui un materiale inizia a deformarsi permanentemente. Il basso limite di snervamento del PTFE (20–30 MPa) significa che anche una pressione di serraggio moderata e localizzata esercitata da ganasce dure standard lo schiaccerà.
Migliori Pratiche per la Ritenuta del Pezzo e il Serraggio
L'obiettivo primario di qualsiasi strategia di serraggio per il PTFE è fissare il pezzo senza introdurre stress o distorsioni. Ciò richiede di abbandonare il serraggio localizzato ad alta pressione.
Il Principio della Pressione Distribuita
Invece di pizzicare il materiale, la ritenuta del pezzo dovrebbe sostenerlo. La forza deve essere distribuita sulla più ampia area superficiale possibile per mantenere la pressione in un singolo punto al minimo assoluto.
Utilizzo di Ganasce Morbide
Le ganasce morbide, tipicamente realizzate in alluminio, sono la soluzione più comune. Dovrebbero essere lavorate per adattarsi precisamente alla curvatura del componente, garantendo un contatto a 180 gradi per le parti rotonde. Ciò massimizza l'area superficiale e distribuisce il carico uniformemente.
Impiego di Dispositivi di Fissaggio a Vuoto
Per i componenti a parete sottile più delicati o complessi, un dispositivo di fissaggio a vuoto di precisione è la scelta superiore. Questo metodo utilizza la pressione atmosferica per tenere il pezzo contro una superficie perfettamente piana o sagomata su misura, fornendo un supporto completamente uniforme senza punti di pressione localizzati.
Oltre il Serraggio: Strategie di Lavorazione per il Successo
Un serraggio efficace è fondamentale, ma fallirà se il processo di lavorazione stesso introduce stress eccessivo. La vostra strategia di taglio deve essere progettata per adattarsi alla natura delicata del materiale.
Selezione del Percorso Utensile (Toolpath)
Evitare tagli aggressivi a tutta larghezza che impegnano l'intero diametro dell'utensile. Utilizzare invece percorsi utensile circolari o elicoidali per rimuovere il materiale delicatamente. Questo approccio minimizza le forze di taglio e riduce le vibrazioni sulle sezioni sottili.
La Gestione del Calore è Critica
È necessario prevenire l'accumulo di calore a tutti i costi. Utilizzare utensili affilati per ridurre l'attrito, applicare refrigerante o aria compressa per dissipare il calore e considerare pause periodiche nel percorso utensile per consentire al materiale di raffreddarsi e stabilizzarsi.
Comprendere i Compromessi
La lavorazione del PTFE a parete sottile comporta un delicato equilibrio. Spingere troppo forte in una qualsiasi area porterà al fallimento.
Serraggio Eccessivo vs. Scivolamento del Pezzo
Il conflitto centrale è fissare il pezzo abbastanza saldamente da non muoversi, ma essere così delicati da non deformarlo. Ciò richiede un controllo attento e dispositivi di fissaggio che offrano un supporto ampio piuttosto che forza bruta.
Velocità di Lavorazione vs. Stabilità Termica
Velocità di avanzamento e velocità aggressive possono sembrare efficienti, ma generano calore eccessivo che causerà la deformazione del pezzo. È necessario un approccio più lento e deliberato per mantenere l'accuratezza dimensionale nelle sezioni sottili.
Complessità del Dispositivo di Fissaggio vs. Geometria del Pezzo
Un anello semplice può essere lavorato perfettamente con ganasce morbide ben fatte. Tuttavia, un pezzo più complesso o più sottile potrebbe essere impossibile da tenere senza un dispositivo di fissaggio a vuoto lavorato su misura, il che aggiunge tempo e costi significativi alla configurazione.
Fare la Scelta Giusta per il Vostro Obiettivo
La vostra strategia di ritenuta del pezzo di lavoro dovrebbe essere dettata dalla geometria del pezzo e dal vostro obiettivo principale.
- Se il vostro obiettivo principale è prevenire la deformazione su forme semplici: Le ganasce morbide alesate su misura che massimizzano il contatto superficiale sono il punto di partenza più pratico ed efficace.
- Se il vostro obiettivo principale è lavorare pezzi molto delicati o complessi: Un dispositivo di fissaggio a vuoto di precisione è il metodo più affidabile per fornire un supporto uniforme e privo di stress.
- Se il vostro obiettivo principale è ottenere un'affidabilità complessiva del processo: Combina il metodo di serraggio scelto con percorsi utensile a basso stress e gestione termica attiva per garantire il successo.
In definitiva, padroneggiare la lavorazione del PTFE a parete sottile deriva dal trattare il materiale con finezza, non con forza.
Tabella Riassuntiva:
| Metodo di Serraggio | Ideale Per | Vantaggio Chiave |
|---|---|---|
| Ganasce Morbide Su Misura | Geometrie semplici (es. anelli, tubi) | Distribuisce la pressione uniformemente con elevato contatto superficiale |
| Dispositivi di Fissaggio a Vuoto di Precisione | Pezzi molto delicati o complessi | Fornisce supporto uniforme senza punti di pressione localizzati |
Avete difficoltà a lavorare il PTFE a parete sottile senza distorsioni? KINTEK è specializzata nella fabbricazione precisa di componenti in PTFE per i settori dei semiconduttori, medico e di laboratorio. La nostra esperienza nella ritenuta del pezzo su misura e nella lavorazione a basso stress garantisce che i vostri pezzi delicati siano tenuti saldamente e lavorati secondo specifiche esatte, dai prototipi agli ordini ad alto volume.
Contatta KINTEK oggi stesso per discutere il tuo progetto e ottenere un preventivo.
Guida Visiva
Prodotti correlati
- Supporto di prova per batterie a bottone in PTFE resistente agli acidi - Lavorazione personalizzabile, pinza per test elettrochimici ad alta purezza
- Morsetti per Test su Batterie a Bottone in PTFE Resistente alla Corrosione e Attrezzature Personalizzate in Fluoropolimero Antiacido
- Supporto per membrana filtrante in PTFE per la filtrazione di acido cloridrico e acqua, morsetto per campionamento ambientale da 90 mm personalizzabile
- Piastra Isolante Termica in PTFE Personalizzabile Resistente alle Alte Temperature e alla Corrosione Supporto da Laboratorio a Strati Multipli
- Imbuto separatore a pressione costante in PTFE personalizzato, resistente alla corrosione, a basso fondo, per fiaschi PFA
Domande frequenti
- In quali contesti di produzione industriale vengono utilizzati morsetti o fissaggi per batterie in PTFE? Ottimizzare la produzione di batterie.
- Quali sono le specifiche di isolamento elettrico del materiale PTFE utilizzato nei morsetti per batterie? Garantire precisione e sicurezza
- In che modo l'inerzia chimica del PTFE beneficia i test delle batterie in scala di laboratorio? Garantisci risultati di ricerca ad alta purezza.
- Qual è l'intervallo di temperatura operativa per i morsetti per batterie in PTFE nella ricerca elettrochimica? Stabilità da -200°C a +260°C
- Quali sono le funzioni primarie e le composizioni dei materiali dei morsetti per batterie in PTFE? Garantire precisione e resistenza chimica



















