La scelta dell'utensile è fondamentale per la finitura superficiale del PTFE poiché la morbidezza unica del materiale e il basso attrito lo portano a strapparsi e deformarsi anziché scheggiarsi in modo netto come il metallo. Il successo richiede bordi di taglio ultra-affilati con una geometria specifica progettata per affettare il materiale in modo pulito, minimizzando l'attrito e l'accumulo di calore che altrimenti rovinerebbero la qualità della superficie.
Il principio fondamentale per la lavorazione del politetrafluoroetilene (PTFE) è utilizzare utensili che trancino nettamente le fibre del polimero invece di spingerle o strapparle. Ciò si ottiene con bordi di taglio eccezionalmente affilati, angoli di spoglia bassi e una superficie dell'utensile lucidata per ridurre al minimo l'attrito e la deformazione.

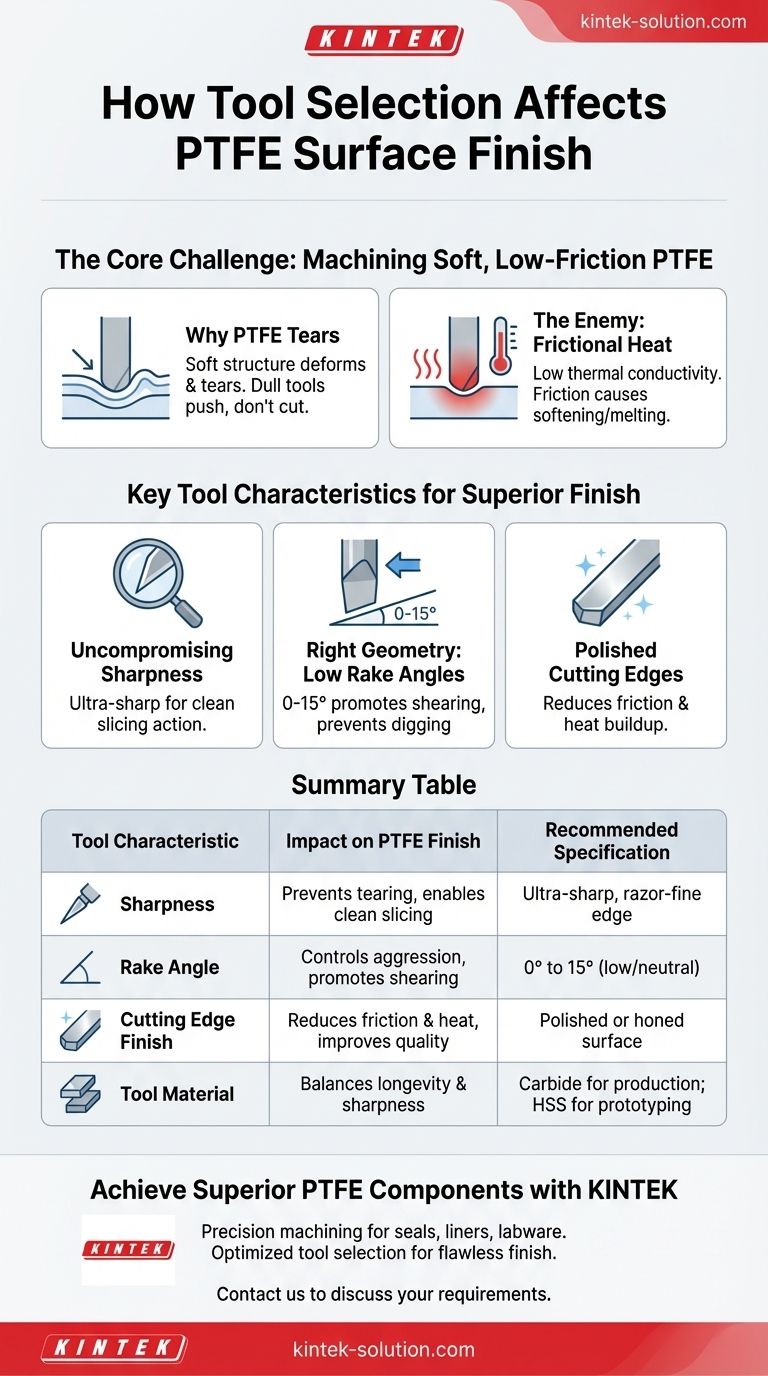
La Sfida Principale: Lavorare un Polimero Morbido a Basso Attrito
Le proprietà desiderabili del PTFE, come la sua superficie antiaderente, lo rendono anche notoriamente difficile da lavorare per ottenere una finitura di alta qualità. Comprendere perché si comporta in questo modo è il primo passo per selezionare l'utensile giusto per il lavoro.
Perché il PTFE è Soggetto a Strappi
A differenza dei materiali rigidi che formano un truciolo distinto quando vengono tagliati, la struttura morbida del PTFE tende a deformarsi ed allungarsi sotto pressione. Un utensile smussato o sagomato in modo errato spingerà il materiale davanti al tagliente, facendolo strappare in modo imprevedibile e lasciando una superficie sfilacciata o irregolare.
Il Vero Nemico: Il Calore da Attrito
Il PTFE ha una bassa conducibilità termica, il che significa che non dissipa bene il calore. L'attrito generato dall'utensile da taglio crea calore localizzato, che può facilmente far ammorbidire, deformare o persino fondere il materiale, distruggendo l'accuratezza dimensionale e l'integrità superficiale del pezzo.
Caratteristiche Chiave dell'Utensile per una Finitura Superiore del PTFE
Per contrastare le tendenze naturali del materiale, la tua attrezzatura deve essere ottimizzata per tre caratteristiche specifiche.
Affilatura Senza Compromessi
Questo è il fattore più critico. L'utensile deve essere ultra-affilato per avviare un'azione di taglio pulita con una forza minima. Un punto microscopico di smussatura inizierà immediatamente a arare il materiale invece di tagliarlo.
Sia gli utensili in acciaio super rapido (HSS) che quelli con punta in metallo duro sono efficaci, a condizione che siano rettificati fino a un bordo affilato come un rasoio.
La Geometria Giusta: Angoli di Spoglia Bassi
L'angolo di spoglia raccomandato è tra 0° e 15°. Un angolo di spoglia basso o neutro impedisce all'utensile di "scavare" nel materiale morbido, il che causerebbe l'aggancio e lo strappo. Questa geometria promuove un'azione di tranciatura che affetta il materiale in modo netto nel punto di taglio.
Bordi di Taglio Lucidati
Un bordo di taglio lucidato o levigato riduce ulteriormente l'attrito tra l'utensile e il pezzo in lavorazione. Questa caratteristica sottile ma importante riduce l'accumulo di materiale sull'utensile e abbassa la generazione di calore, contribuendo direttamente a una finitura più liscia.
Comprendere i Compromessi e le Insidie Comuni
Anche con la giusta geometria dell'utensile, altri fattori possono compromettere i risultati. Essere consapevoli di questi compromessi è cruciale per un successo costante.
Materiale dell'Utensile: Metallo Duro vs. Acciaio Super Rapido
Gli utensili in metallo duro offrono una resistenza all'usura superiore e manterranno il loro bordo affilato molto più a lungo in un ambiente di produzione. Tuttavia, l'HSS può spesso essere levigato fino a un bordo ancora più affilato "da rasoio", rendendolo un'ottima scelta per pezzi singoli o prototipi dove la finitura assoluta è la priorità.
Dimenticare i Processi Post-Lavorazione
Per la massima qualità superficiale possibile, potrebbe essere necessaria una fase di finitura secondaria. La lucidatura meccanica con un tampone in feltro morbido e un abrasivo ultra-fine come la pasta diamantata può rifinire la superficie lavorata, ma è necessario evitare di generare calore eccessivo durante questo processo.
Trascurare Velocità e Avanzamenti
Il miglior utensile del mondo fallirà se non utilizzato correttamente. Velocità di rotazione elevate e velocità di avanzamento aggressive possono generare calore e pressione eccessivi, annullando i benefici di un utensile affilato e ben progettato. Iniziare sempre con parametri conservativi e regolare in base alla finitura risultante.
Fare la Scelta Giusta per il Tuo Obiettivo
Il tuo obiettivo specifico determinerà l'approccio ottimale alla selezione dell'utensile e alla lavorazione.
- Se la tua attenzione principale è la migliore finitura possibile allo stato grezzo di lavorazione: Utilizza un utensile in metallo duro nuovo o appena rettificato con un bordo lucidato e un angolo di spoglia basso (0-15°) per garantire un taglio costantemente pulito.
- Se la tua attenzione principale è la prototipazione o la lavorazione a basso volume: Un utensile in acciaio super rapido (HSS) ultra-affilato è una scelta eccellente ed economica, ma preparati a controllare l'usura e riaffilare frequentemente.
- Se la tua attenzione principale è ottenere una superficie a specchio o di grado ottico: Combina una lavorazione precisa con una fase di lucidatura secondaria a bassa pressione utilizzando tamponi morbidi e un composto diamantato fine.
In definitiva, trattare il PTFE come un materiale delicato che deve essere affettato, non forzato, è la chiave per ottenere una finitura superficiale impeccabile.
Tabella Riassuntiva:
| Caratteristica dell'Utensile | Impatto sulla Finitura del PTFE | Specifiche Raccomandate |
|---|---|---|
| Affilatura | Previene strappi e deformazioni; consente un taglio netto. | Ultra-affilato, bordo fine come un rasoio. |
| Angolo di Spoglia | Controlla l'aggressività del taglio; promuove la tranciatura rispetto allo scavo. | Da 0° a 15° (basso/neutro). |
| Finitura del Bordo di Taglio | Riduce l'attrito e l'accumulo di calore, migliorando la qualità superficiale. | Superficie lucidata o levigata. |
| Materiale dell'Utensile | Bilancia la longevità del bordo con l'affilatura finale. | Metallo duro per la produzione; HSS per la prototipazione. |
Ottieni componenti in PTFE superiori con l'esperienza di lavorazione di precisione di KINTEK.
Le proprietà uniche del PTFE richiedono utensili specializzati e un approccio meticoloso per prevenire strappi e danni da calore. KINTEK produce guarnizioni, rivestimenti e articoli da laboratorio in PTFE di alta qualità per i settori dei semiconduttori, medico e industriale. Diamo priorità alla produzione di precisione, utilizzando la selezione di utensili e i parametri ottimizzati per garantire una finitura superficiale impeccabile su ogni pezzo, dai prototipi personalizzati agli ordini ad alto volume.
Lascia che applichiamo questa esperienza al tuo progetto. Contatta il nostro team oggi stesso per discutere le tue esigenze specifiche e ricevere un preventivo.
Guida Visiva
Prodotti correlati
- Paletta Raschiatrice in PTFE Personalizzata e Cucchiaio Campionatore Doppio Uso Strumento in Fluoropolimero Bianco Resistente alla Corrosione a Basso Fondo
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Pala in PTFE per Materiali Farmaceutici e Chimici, Alta Resistenza alla Corrosione, Manico 1m
- Spatola da Laboratorio a Doppia Testa in PTFE Personalizzata, Resistente alle Sostanze Chimiche, Antiaderente, Grado Farmaceutico, Strumento per Campionamento in Fluoropolimero
- Coppa di campionamento in PTFE resistente alla corrosione Paletta di campionamento in PTFE realizzata su misura Strumenti di campionamento in fluoropolimero per laboratorio
Domande frequenti
- Quali sono i vantaggi delle pale in PTFE in termini di resistenza chimica? Inerzia Ineguagliabile per la Manipolazione di Corrosivi
- Perché le palette in PTFE sono considerate biocompatibili? Garantire la purezza e la sicurezza del campione
- Perché le pale in PTFE sono considerate convenienti? Massimizza il ROI con una durata superiore
- Quali sono i vantaggi delle pale in PTFE rispetto alle pale in metallo? Manipolazione di precisione per materiali sensibili
- Quali sono le proprietà chiave che rendono le palette in PTFE ideali per l'uso in laboratorio? Garantisci l'integrità del campione con strumenti chimicamente inerti



















