La chiave per migliorare il carico di snervamento nei rivestimenti in PTFE estrusi a libero è un riordino fondamentale della struttura interna del materiale. Il processo trasforma una matrice casuale di catene polimeriche in una struttura altamente organizzata e assialmente allineata. Questo allineamento molecolare, ottenuto tramite la formazione di fibrille, è ciò che rinforza direttamente il materiale contro le forze applicate lungo la lunghezza del rivestimento.
Il processo di estrusione libera non è semplicemente una tecnica di formatura; è un metodo di ingegneria microstrutturale. Migliora il carico di snervamento creando un'architettura interna altamente ordinata in cui le catene molecolari sono allineate per la massima resistenza allo stress assiale.

La meccanica dell'allineamento molecolare
Per comprendere l'aumento della resistenza, dobbiamo esaminare cosa accade al PTFE a livello microscopico durante l'estrusione libera. Il processo può essere suddiviso in fasi distinte che si costruiscono l'una sull'altra.
Lo stato iniziale: la matrice di PTFE
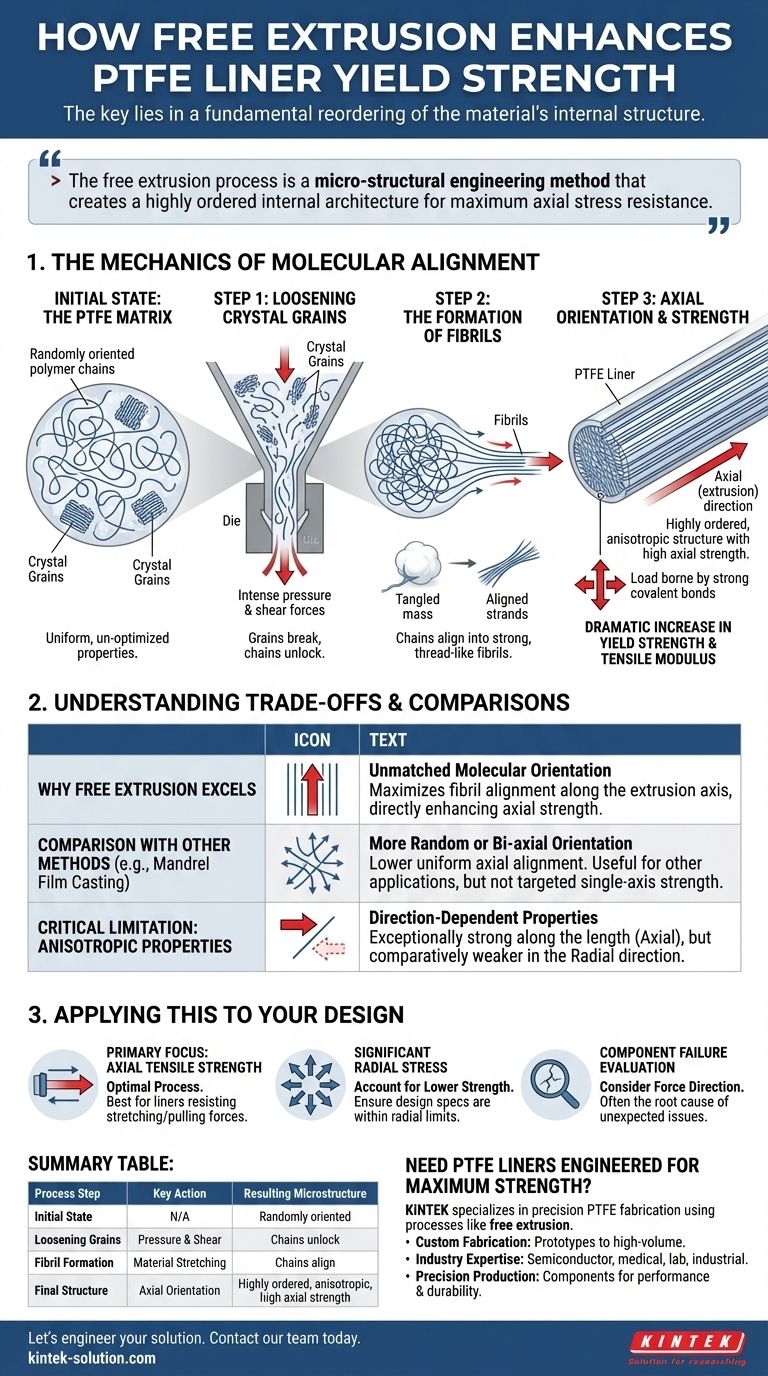
Prima dell'estrusione, il materiale PTFE è costituito da lunghe catene molecolari. Queste catene sono parzialmente disposte in strutture dense e ripiegate note come grani cristallini, che sono incorporate in una matrice amorfa meno ordinata. In questo stato, le catene sono orientate casualmente, conferendo al materiale proprietà uniformi ma non ottimizzate in tutte le direzioni.
Fase 1: Allentamento dei grani cristallini
Quando il PTFE viene forzato attraverso la filiera di estrusione, vengono applicate intense forze di pressione e taglio. Questo apporto di energia allenta e inizia a disgregare efficacemente i grani cristallini strettamente impacchettati. Questa fase è fondamentale, poiché "sblocca" le catene molecolari ripiegate, rendendole disponibili per la riorientazione.
Fase 2: La formazione di fibrille
Con la struttura cristallina interrotta, il materiale che scorre inizia a stirarsi. Le singole catene molecolari di PTFE vengono estratte dal loro stato ripiegato e si allineano con la direzione del flusso. Questo processo crea fibrille—strutture estremamente fini, simili a fili, composte da catene polimeriche altamente orientate.
Pensala come allo srotolare un batuffolo di cotone. Inizialmente, le fibre sono una massa aggrovigliata e casuale. Quando la tiri, le fibre iniziano ad allinearsi nella direzione in cui stai tirando, formando un filamento più forte e più coerente.
Fase 3: Orientamento assiale e resistenza
Le fibrille si formano tutte parallele alla direzione assiale (di estrusione). Ciò crea una struttura quasi cristallina altamente ordinata in tutto il rivestimento.
Quando una forza di trazione viene applicata lungo l'asse del rivestimento, il carico è ora sostenuto dai forti legami covalenti lungo la spina dorsale di queste catene molecolari allineate. Questo è molto più efficace che tirare su una rete casuale, dove la forza srotolerebbe semplicemente le catene aggrovigliate. Il risultato è un aumento drastico del carico di snervamento e del modulo elastico del materiale lungo quell'asse specifico.
Comprendere i compromessi e i confronti
Nessun singolo processo di produzione è universalmente superiore; ognuno comporta dei compromessi. La scelta dell'estrusione libera è una decisione deliberata presa per ottimizzare un tipo specifico di prestazione.
Perché l'estrusione libera eccelle
Il vantaggio principale dell'estrusione libera per i rivestimenti in PTFE è la sua capacità ineguagliabile di produrre un alto grado di orientamento molecolare. Rispetto ad altri metodi, massimizza l'allineamento delle fibrille lungo l'asse di estrusione, il che è direttamente responsabile della maggiore resistenza assiale.
Confronto con altri metodi
Metodi come l'estrusione con mandrino o il film casting non raggiungono lo stesso livello di orientamento assiale uniforme. Le forze coinvolte sono diverse, spesso risultando in un orientamento più casuale o biassiale (a due direzioni). Sebbene utili per altre applicazioni, questi metodi non producono il potenziamento della resistenza monoassiale mirato che si ottiene con l'estrusione libera.
Il limite critico: proprietà anisotrope
Questo rafforzamento mirato ha un costo: il materiale diventa anisotropo. Ciò significa che le sue proprietà dipendono dalla direzione.
Mentre il rivestimento diventa eccezionalmente resistente lungo la sua lunghezza (direzione assiale), sarà comparativamente più debole nella direzione radiale (perpendicolare alla lunghezza). Qualsiasi forza che tenti di fessurare la parete del rivestimento incontrerà molta meno resistenza, poiché agisce tra le fibrille anziché lungo di esse.
Applicazione al tuo progetto
Comprendere questo principio ti consente di specificare o valutare i componenti con maggiore precisione. La tua decisione dovrebbe essere guidata dagli stress primari che il componente subirà nella sua applicazione.
- Se la tua attenzione principale è la resistenza alla trazione assiale: L'estrusione libera è il processo ottimale per creare rivestimenti che devono resistere a forze di stiramento o trazione lungo la loro lunghezza.
- Se la tua applicazione comporta uno stress radiale significativo: Devi tenere conto della minore resistenza in questa direzione e assicurarti che le specifiche del tuo progetto rientrino nei limiti del materiale.
- Se stai valutando un guasto di un componente: Considera sempre la direzione della forza applicata rispetto alla direzione di estrusione, poiché questa è spesso la causa principale di problemi di prestazioni imprevisti.
Comprendendo il legame tra il processo di produzione e la struttura molecolare, puoi assicurarti che i tuoi componenti siano ingegnerizzati con precisione per la loro funzione prevista.
Tabella riassuntiva:
| Fase del processo | Azione chiave | Microstruttura risultante |
|---|---|---|
| Stato iniziale | N/A | Catene polimeriche orientate casualmente in una matrice |
| Allentamento dei grani | Pressione e taglio nella filiera | I grani cristallini si rompono, le catene si sbloccano |
| Formazione di fibrille | Stiramento del materiale | Le catene si allineano in fibrille forti, simili a fili |
| Struttura finale | Orientamento assiale | Struttura altamente ordinata e anisotropa con elevata resistenza assiale |
Hai bisogno di rivestimenti in PTFE ingegnerizzati per la massima resistenza?
In KINTEK, siamo specializzati nella fabbricazione di precisione di PTFE, sfruttando processi come l'estrusione libera per fornire componenti con proprietà meccaniche superiori. La nostra esperienza assicura che i tuoi rivestimenti, guarnizioni e vetreria siano perfettamente abbinati ai requisiti di stress della tua applicazione.
Forniamo:
- Fabbricazione su misura: Dai prototipi agli ordini ad alto volume.
- Competenza nel settore: Serviamo i settori dei semiconduttori, medico, di laboratorio e industriale.
- Produzione di precisione: Componenti costruiti per prestazioni e durata.
Progettiamo la tua soluzione. Contatta il nostro team oggi stesso per discutere i requisiti del tuo progetto.
Guida Visiva
Prodotti correlati
- Rivestimento di ricambio in PTFE ad alta purezza per vasche di digestione a microonde per la preparazione di campioni acidi e l'analisi in tracce
- Navicella per Digestione a Microonde in PTFE ad Alta Purezza per Analisi del Suolo e degli Alimenti Resistente agli Acidi Rivestimenti in Fluoropolimero per la Preparazione del Campione
- Vasi per digestione a microonde TFM ad alta purezza, rivestimenti per evaporazione acida in PTFE, contenitori di reazione di laboratorio compatibili con GT-400 nazionale
- Manicotti e tubi cavi in PTFE personalizzati per applicazioni avanzate
- Siringa in PTFE da 50 ml resistente alle alte temperature e agli agenti chimici, iniettore Teflon personalizzato con guarnizione filettata per l'analisi delle tracce
Domande frequenti
- In che modo i recipienti di digestione a microonde supportano i test sulle impurità elementari farmaceutiche? Raggiungere la conformità USP precisa
- In che modo il design a vaso chiuso dei recipienti per digestione a microonde migliora la preparazione dei campioni? Sblocca un'analisi in traccia superiore
- Quali materiali vengono tipicamente utilizzati per costruire recipienti per la digestione a microonde? Una guida a PTFE, TFM, PFA e quarzo
- Quali tecniche analitiche vengono utilizzate per analizzare le soluzioni prodotte dai recipienti di digestione a microonde? Master Analisi Elementare
- Come fa il meccanismo di rotazione del dipolo a riscaldare i recipienti di digestione a microonde? Trasferimento di energia molecolare rapido e uniforme



















