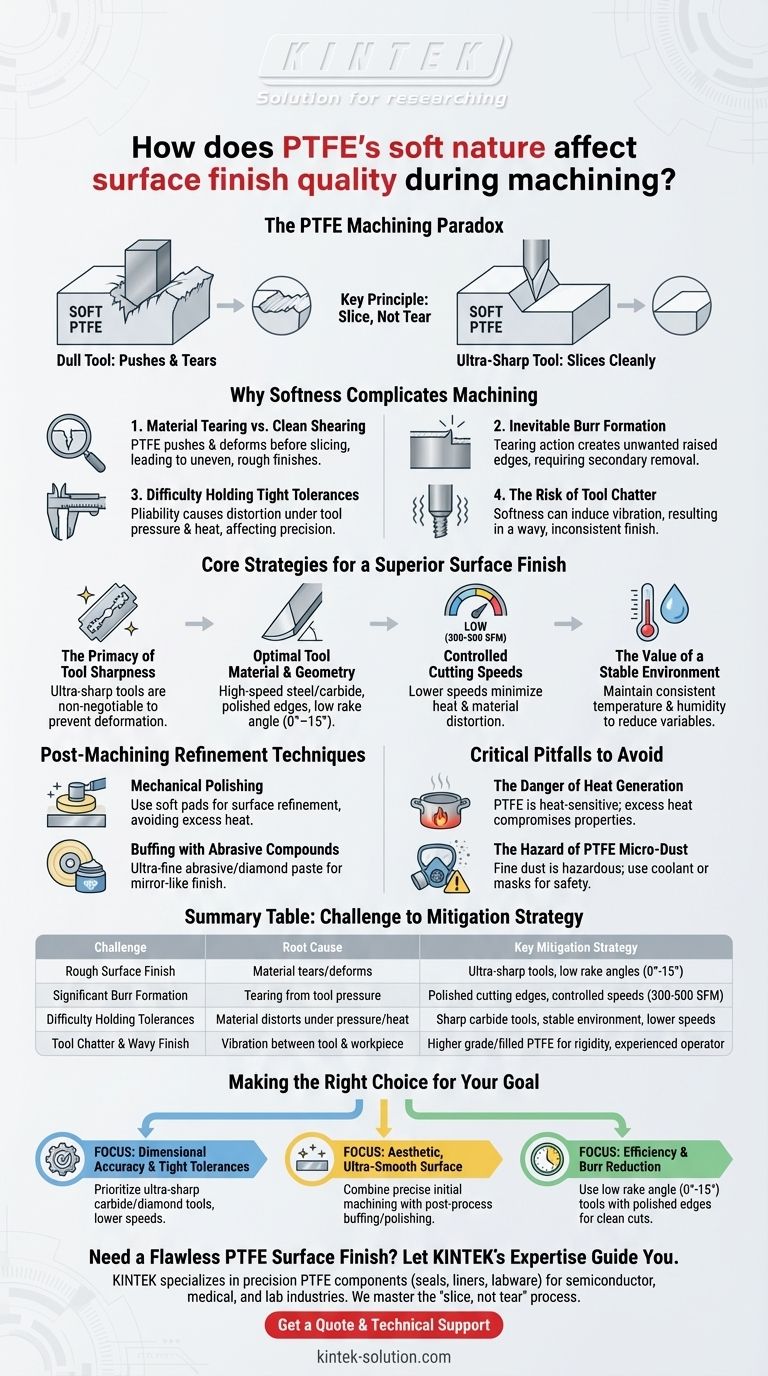
La lavorazione meccanica del PTFE presenta un paradosso: la sua morbidezza lo rende facile da tagliare, ma incredibilmente difficile da rifinire bene. La tendenza del materiale a deformarsi e strapparsi anziché tranciarsi in modo netto è la causa principale di superfici ruvide, formazione significativa di bave e difficoltà nel mantenere tolleranze dimensionali strette.
Ottenere una finitura superficiale di alta qualità sul PTFE riguarda meno la rimozione del materiale e più la gestione della sua morbidezza. Il successo dipende dall'utilizzo di utensili affilatissimi con geometria specifica per affettare nettamente il materiale, prevenendo la deformazione e lo strappo che portano a risultati scadenti.

Perché la Morbidezza Complica la Lavorazione del PTFE
Le stesse proprietà che rendono prezioso il PTFE — il suo basso attrito e la sua malleabilità — creano sfide distinte durante il processo di lavorazione. Un risultato positivo richiede la comprensione di questi comportamenti.
Strappo del Materiale vs. Tranciatura Netta
I materiali più duri si tranciano nettamente quando vengono tagliati. A causa della sua morbidezza, il PTFE tende a essere spinto e deformato dall'utensile da taglio prima di essere effettivamente affettato.
Questa deformazione può portare a strappi sulla superficie, con conseguente finitura irregolare e ruvida anziché un taglio netto e preciso.
Formazione Inevitabile di Bave
L'azione di strappo produce quasi sempre bave, che sono piccoli bordi rialzati di materiale indesiderato. Questi devono essere rimossi in un processo secondario, aggiungendo tempo e complessità.
Difficoltà nel Mantenere Tolleranze Strette
Poiché il PTFE è così malleabile, può facilmente distorcersi sotto la pressione e il calore dell'utensile da taglio. Ciò rende il mantenimento di dimensioni precise e tolleranze strette una sfida significativa.
Il Rischio di Vibrazione dell'Utensile (Chatter)
Sebbene la morbidezza del PTFE lo faccia sembrare facile da tagliare, può anche portare a vibrazioni dell'utensile (chatter). Questa vibrazione tra l'utensile e il pezzo in lavorazione produce una finitura superficiale ondulata e incoerente.
L'utilizzo di un grado di PTFE superiore o di una variante caricata (ad esempio, caricata con vetro) può aggiungere rigidità e aiutare ad attenuare questo problema.
Strategie Fondamentali per una Finitura Superficiale Superiore
Superare le sfide poste dalla morbidezza del PTFE richiede un approccio deliberato e preciso incentrato sugli utensili, sui parametri e sull'ambiente.
La Primazia dell'Affilatura dell'Utensile
Gli utensili affilatissimi sono irrinunciabili. Un bordo smussato esaspererà la tendenza del materiale a deformarsi e strapparsi. Gli utensili affilati sono essenziali per affettare nettamente il materiale.
Materiale e Geometria Ottimali dell'Utensile
Gli utensili dovrebbero essere realizzati in acciaio super rapido (HSS) o carburo, con bordi di taglio lucidati per ridurre ulteriormente l'attrito. Anche gli utensili rivestiti di diamante sono altamente efficaci.
Un angolo di spoglia basso (0°–15°) è fondamentale. Questa geometria aiuta l'utensile ad affettare nettamente il materiale, impedendogli di scavare e causare deformazioni.
Velocità di Taglio Controllate
Generalmente sono necessarie velocità di taglio inferiori per il PTFE. Un intervallo tipico è di 300–500 piedi superficiali al minuto (SFM).
Velocità più lente minimizzano la generazione di calore e la distorsione del materiale, dando all'operatore un maggiore controllo sulle dimensioni e sulla finitura finali.
Il Valore di un Ambiente Stabile
La coerenza è fondamentale. Mantenere un ambiente di lavorazione stabile, inclusa temperatura e umidità, aiuta a ridurre le variabili di processo che possono influenzare il comportamento del materiale.
Gli operatori esperti in grado di apportare modifiche in tempo reale sono preziosi per ottenere la massima qualità ed efficienza.
Tecniche di Raffinamento Post-Lavorazione
Per le applicazioni che richiedono una superficie eccezionalmente liscia, la sola lavorazione meccanica potrebbe non essere sufficiente. Le fasi di post-lavorazione possono elevare la finitura a uno standard superiore.
Lucidatura Meccanica
L'utilizzo di feltro o altri tamponi morbidi per la lucidatura meccanica è un modo efficace per rifinire la superficie. Bisogna fare attenzione a evitare di generare calore eccessivo durante questo processo.
Brunitura con Composti Abrasivi
Per le finiture più pregiate, la brunitura con composti abrasivi ultrafini o pasta diamantata può ottenere una superficie a specchio, rimuovendo eventuali imperfezioni microscopiche lasciate dalla lavorazione.
Errori Critici da Evitare
Mentre ci si concentra sulla finitura, è fondamentale essere consapevoli dei rischi associati sia al pezzo che all'operatore.
Il Pericolo della Generazione di Calore
Il PTFE è molto sensibile al calore. Il calore eccessivo dovuto a utensili smussati, alte velocità di taglio o lucidatura aggressiva può compromettere le proprietà e la stabilità dimensionale del materiale.
Il Pericolo delle Micro-Polveri di PTFE
La lavorazione del PTFE produce polvere fine. Questa polvere può essere pericolosa se inalata. Utilizzare sempre una maschera o lavorare il materiale sotto refrigerante per sopprimere la polvere e garantire la sicurezza dell'operatore.
Fare la Scelta Giusta per il Tuo Obiettivo
La tua strategia dovrebbe allinearsi con il risultato più critico per il tuo componente.
- Se la tua attenzione principale è l'accuratezza dimensionale e le tolleranze strette: Dai priorità a utensili in carburo affilatissimi o rivestiti di diamante e a velocità di taglio inferiori per prevenire la distorsione del materiale.
- Se la tua attenzione principale è una superficie esteticamente ultra-liscia: Combina una lavorazione iniziale precisa con fasi di post-lavorazione come la brunitura con pasta diamantata o una lucidatura meccanica attenta.
- Se la tua attenzione principale è l'efficienza e la riduzione delle bave: Utilizza utensili con un angolo di spoglia basso (0°-15°) e bordi di taglio lucidati per garantire il taglio iniziale più netto possibile.
Padroneggiare la lavorazione del PTFE significa rispettare le sue proprietà uniche e adattare il processo per affettare, non strappare, il materiale.
Tabella Riassuntiva:
| Sfida | Causa Principale | Strategia Chiave di Mitigazione |
|---|---|---|
| Finitura Superficiale Ruota | Il materiale si strappa e si deforma invece di tranciarsi | Utensili affilatissimi con angoli di spoglia bassi (0°-15°) |
| Formazione Significativa di Bave | Azione di strappo dovuta alla pressione dell'utensile | Bordi di taglio lucidati e velocità controllate (300-500 SFM) |
| Difficoltà nel Mantenere le Tolleranze | Il materiale si distorce sotto la pressione e il calore dell'utensile | Utensili in carburo affilati, ambiente stabile e velocità inferiori |
| Vibrazione dell'Utensile (Chatter) e Finitura Ondulata | Vibrazione tra l'utensile e il pezzo morbido | PTFE di grado superiore/caricato per rigidità, operatore esperto |
Hai Bisogno di una Finitura Superficiale del PTFE Impeccabile? Lascia che l'Esperienza di KINTEK Ti Guidii
Ottenere una finitura superficiale di alta qualità sui componenti morbidi in PTFE richiede utensili precisi, parametri controllati e una profonda conoscenza del materiale. KINTEK è specializzata nella produzione di componenti in PTFE di precisione — inclusi guarnizioni, rivestimenti e vetreria da laboratorio personalizzata — per i settori dei semiconduttori, medico e di laboratorio.
Padroneggiamo il processo "affettare, non strappare" per il PTFE, garantendo che i tuoi pezzi soddisfino i requisiti dimensionali ed estetici più rigorosi. Dai prototipi agli ordini ad alto volume, la nostra fabbricazione personalizzata privilegia la precisione e la qualità.
Contattaci oggi per discutere il tuo progetto e sperimentare la differenza KINTEK. Richiedi un Preventivo e Supporto Tecnico
Guida Visiva
Prodotti correlati
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Produttore di parti in PTFE personalizzate per contenitori e componenti in teflon
- Pala Agitatrice in PTFE Resistente alla Corrosione e Disco di Dispersione in Politetrafluoroetilene Personalizzabile
Domande frequenti
- Come il design strutturale di un cestello a fiore in PTFE garantisce un accesso uniforme dei fluidi ai substrati? Ottimizzare le rese di laboratorio
- Qual è la funzione principale e l'applicazione di un cestello a fiore in PTFE? Guida esperta alla lavorazione ad alta purezza
- Quali fattori contribuiscono all'integrità meccanica a lungo termine dei cestelli fioriti in PTFE sotto cicli termici? Guida Esperta.
- Quali sono le funzioni primarie e le caratteristiche di progettazione di un cestello fiorito in PTFE? Ottimizza l'Elaborazione Chimica ad Alta Purezza
- Qual è l'intervallo di temperatura operativa per i cestelli portafiori in PTFE? Limiti termici e prestazioni da -200°C a +260°C.



















