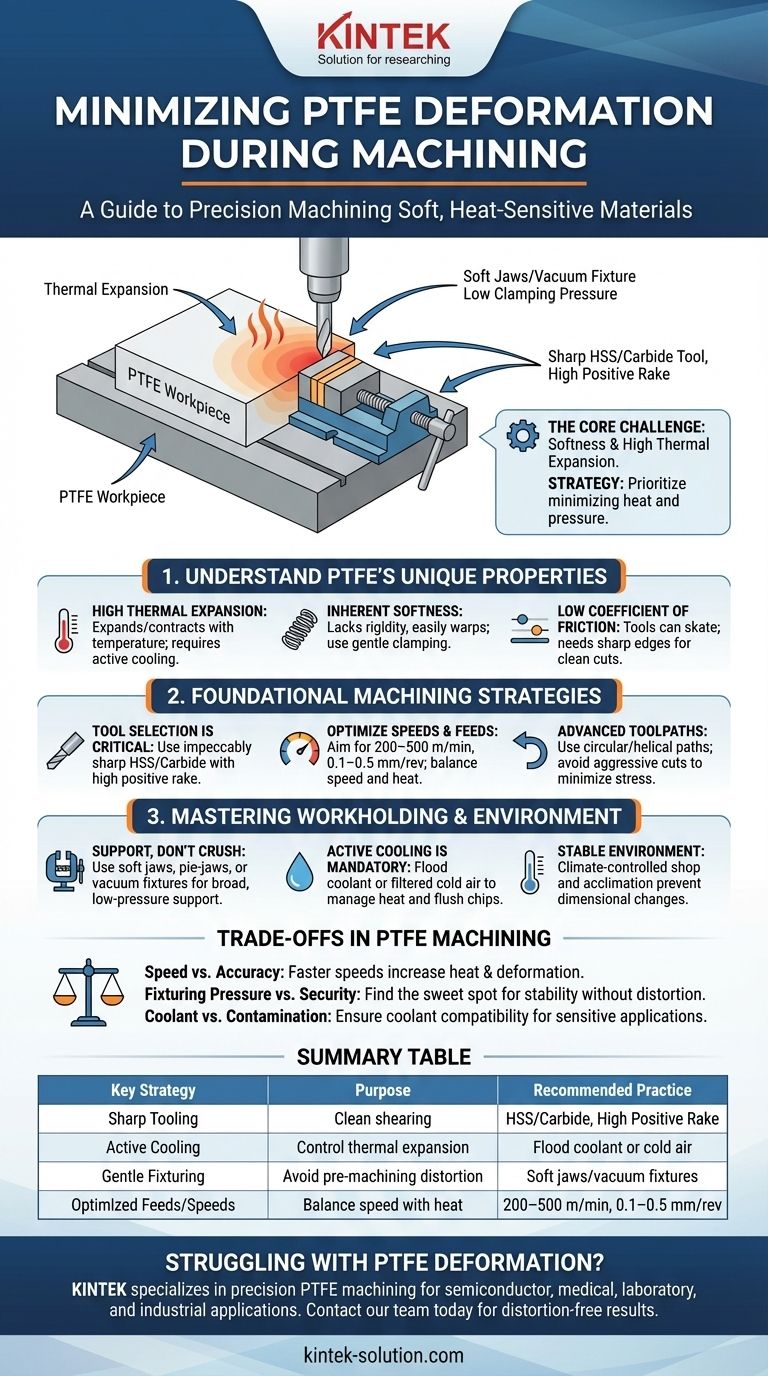
Per minimizzare la deformazione del PTFE durante la lavorazione, è necessario utilizzare utensili estremamente affilati, gestire il calore con refrigeranti e fissare il pezzo con dispositivi di bloccaggio che forniscano un ampio supporto senza una pressione di serraggio eccessiva. La chiave è trattare il materiale con finezza, poiché la sua intrinseca morbidezza e l'alto tasso di espansione termica lo rendono incline alla distorsione sotto stress termico e meccanico.
La sfida fondamentale nella lavorazione del PTFE non è la sua durezza, ma la sua morbidezza e la sua elevata espansione termica. Il successo dipende da una strategia che dia priorità alla minimizzazione del calore e della pressione in ogni fase, dal serraggio e dal taglio al passaggio finale.

Comprendere le Sfide Uniche della Lavorazione del PTFE
Prima di applicare soluzioni, è fondamentale comprendere le proprietà del materiale. Le caratteristiche uniche del PTFE sono precisamente ciò che lo rende sia prezioso che difficile da lavorare con precisione.
Elevato Coefficiente di Espansione Termica
Il PTFE si espande e si contrae significativamente con i cambiamenti di temperatura. Il calore generato durante il taglio può causare la deformazione del materiale, portando a dimensioni imprecise una volta raffreddato.
Questa proprietà rende il raffreddamento attivo non solo una migliore pratica, ma una necessità per mantenere tolleranze ristrette.
Morbidezza Intrinseca e Mancanza di Rigidità
A differenza dei metalli, il PTFE manca di rigidità e può essere facilmente compresso o deformato. Una pressione di serraggio eccessiva da una morsa standard deformerà il pezzo prima ancora che venga effettuato il primo taglio.
Questa morbidezza significa anche che il materiale può "spingersi via" dall'utensile da taglio anziché truciolarsi nettamente, specialmente se l'utensile è smussato.
Basso Coefficiente di Attrito
Sebbene vantaggioso nella sua applicazione finale, la scivolosità del PTFE fa sì che gli utensili da taglio possano scivolare o sfregare se non sono estremamente affilati, generando attrito e calore anziché un truciolo pulito.
Strategie Fondamentali di Lavorazione
Il controllo della deformazione richiede un approccio sistematico che affronti l'utensileria, le impostazioni della macchina e la strategia di taglio.
Il Ruolo Critico della Selezione degli Utensili
I vostri utensili da taglio devono essere impeccabilmente affilati. Un bordo smussato arerà attraverso il materiale, creando calore e stress, anziché tagliarlo nettamente.
Gli utensili in Acciaio Rapido (HSS) o in Carburo con un angolo di spoglia positivo elevato e un bordo tagliente e rettificato sono ideali per produrre un'azione di taglio netta.
Ottimizzazione di Velocità e Avanzamenti
Sebbene il PTFE possa essere tagliato rapidamente, l'obiettivo è bilanciare la velocità con la generazione di calore. Velocità elevate possono causare la fusione o la deformazione del materiale.
Puntare a velocità di taglio tra 200–500 m/min e velocità di avanzamento di 0,1–0,5 mm/giro. Iniziare sempre in modo conservativo e regolare in base alla qualità del taglio e alla formazione del truciolo.
Considerazioni Avanzate sul Percorso Utensile
Il modo in cui l'utensile si muove attraverso il materiale è importante quanto la sua velocità. Evitare tagli aggressivi a tutta larghezza che esercitano uno stress significativo sul pezzo.
Utilizzare percorsi utensile circolari o elicoidali per minimizzare le vibrazioni e garantire una rimozione del materiale più uniforme. Per sezioni sottili, utilizzare più passate poco profonde anziché una singola passata profonda.
Padroneggiare il Fissaggio del Pezzo e il Controllo Ambientale
Il modo in cui si tiene il pezzo e si gestisce l'ambiente circostante è spesso il fattore decisivo tra un pezzo di successo e uno fallito.
Il Principio di "Supportare, Non Schiacciare"
L'obiettivo primario nel fissare il PTFE è fornire il massimo supporto con una pressione di serraggio minima.
Le pinze o le morse standard sono spesso inadatte. Utilizzare invece morsetti morbidi sagomati su misura, morsetti a ganasce a torta (pie-jaws) o dispositivi di fissaggio a vuoto che distribuiscono la forza di tenuta su un'area superficiale più ampia senza causare distorsioni.
La Necessità del Raffreddamento Attivo
Il refrigerante è obbligatorio per gestire l'espansione termica. Un flusso costante di refrigerante diretto sul tagliente asporterà il calore, stabilizzerà il pezzo e aiuterà a spazzare via i trucioli.
Per applicazioni che richiedono elevata purezza, anche l'aria filtrata può fungere da refrigerante efficace.
Mantenere un Ambiente Stabile
Poiché il PTFE è così sensibile alla temperatura, la sua lavorazione in un ambiente a clima controllato aiuta a garantire la stabilità dimensionale durante tutto il processo.
Lasciare che il materiale si acclimati alla temperatura dell'officina prima della lavorazione per prevenire cambiamenti di dimensione durante l'operazione.
Comprendere i Compromessi
Ogni decisione nella lavorazione del PTFE comporta il bilanciamento di fattori contrastanti. Riconoscere questi compromessi è fondamentale per sviluppare un processo affidabile.
Velocità vs. Precisione Dimensionale
Cercare tempi ciclo più rapidi aumentando le velocità di taglio genererà quasi sempre più calore. Questo compromette direttamente la precisione dimensionale a causa dell'espansione termica. Per lavori con tolleranze ristrette, dare priorità a un taglio più fresco e lento.
Pressione di Fissaggio vs. Sicurezza
Questo è il dilemma centrale del fissaggio del pezzo. Troppa poca pressione e il pezzo potrebbe spostarsi o vibrare durante il taglio, rovinando la finitura. Troppa pressione e il pezzo si deforma prima ancora di iniziare. Ecco perché i dispositivi di fissaggio specializzati a contatto totale sono così efficaci.
Uso del Refrigerante vs. Contaminazione del Pezzo
Sebbene il refrigerante sia essenziale per il controllo termico, il tipo di refrigerante può essere un fattore per i pezzi utilizzati nelle industrie medica, alimentare o elettronica. In questi casi, potrebbe essere necessario garantire la compatibilità del refrigerante o utilizzare aria fredda e pulita.
Prendere la Decisione Giusta per il Vostro Obiettivo
Il vostro obiettivo specifico dovrebbe guidare la vostra strategia di lavorazione.
- Se la vostra priorità principale è la massima precisione dimensionale: Dare priorità al raffreddamento aggressivo e a velocità e avanzamenti conservativi, consentendo al pezzo di rimanere termicamente stabile.
- Se la vostra priorità principale è una finitura superficiale di alta qualità: Assicurarsi che gli utensili da taglio siano perfettamente affilati con un angolo di spoglia positivo elevato e utilizzare una "passata di finitura" leggera e finale per pulire qualsiasi deflessione del materiale.
- Se la vostra priorità principale è la lavorazione di pezzi sottili o delicati: Utilizzare dispositivi di fissaggio a vuoto specializzati o stampati su misura e impiegare percorsi utensile che minimizzino le forze di taglio, come l'interpolazione elicoidale.
In definitiva, la lavorazione di successo del PTFE è una disciplina di controllo, in cui la gestione del calore e della pressione è la chiave per ottenere la precisione.
Tabella Riassuntiva:
| Strategia Chiave | Scopo | Pratica Raccomandata |
|---|---|---|
| Utensili Affilati | Taglio netto, minima frizione | Utilizzare utensili HSS/Carburo con angolo di spoglia positivo elevato |
| Raffreddamento Attivo | Controllo dell'espansione termica | Flusso di refrigerante o aria fredda diretta sul taglio |
| Fissaggio Delicato | Evitare la distorsione pre-lavorazione | Utilizzare morsetti morbidi, morsetti a ganasce a torta o a vuoto |
| Avanzamenti/Velocità Ottimizzati | Bilanciare velocità e generazione di calore | Velocità 200–500 m/min, avanzamento 0,1–0,5 mm/giro |
Avete problemi con la deformazione del PTFE nei vostri componenti? KINTEK è specializzata nella lavorazione di precisione del PTFE per applicazioni nei semiconduttori, mediche, di laboratorio e industriali. La nostra esperienza nella fabbricazione su misura, dai prototipi agli ordini ad alto volume, garantisce che i vostri pezzi soddisfino tolleranze esatte senza compromessi. Contatta il nostro team oggi stesso per discutere i requisiti del tuo progetto e ottenere risultati senza distorsioni.
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Taglierino per membrane filtranti in PTFE ad alta purezza con lama in ceramica per l'analisi PM2.5 e divisore personalizzato per carta filtrante di laboratorio
Domande frequenti
- Come vengono prodotti tipicamente i contenitori e le apparecchiature da laboratorio in PTFE? All'interno del processo di lavorazione meccanica di precisione
- È possibile personalizzare i componenti in PTFE lavorato? Ottieni soluzioni di precisione per applicazioni esigenti
- Quali opzioni di personalizzazione sono disponibili per i materiali PTFE? Personalizza le prestazioni per la tua applicazione
- Quali sono alcune applicazioni comuni del PTFE lavorato? Sfruttare le sue proprietà uniche per applicazioni impegnative
- Come si comportano i contenitori in politetrafluoroetilene (PTFE) per quanto riguarda la permeazione dei gas? Approfondimenti degli esperti sull'assorbimento dei solventi



















