In sostanza, la guarnizione in PTFE è la scelta preferita nelle industrie alimentari e farmaceutiche perché le sue proprietà fondamentali — essere chimicamente inerte, atossica e non contaminante — rispondono direttamente all'esigenza primaria di purezza e sicurezza del prodotto. Questo materiale non è solo un componente; è parte integrante del mantenimento dei rigorosi standard normativi e igienici che definiscono questi settori.
La sfida centrale nella lavorazione alimentare e farmaceutica è prevenire qualsiasi interazione tra l'attrezzatura e il prodotto stesso. Il PTFE è la soluzione predefinita perché la sua intrinseca stabilità molecolare assicura che non reagisca, non migri e non contamini prodotti sensibili, rendendolo una pietra angolare della produzione sicura e conforme.

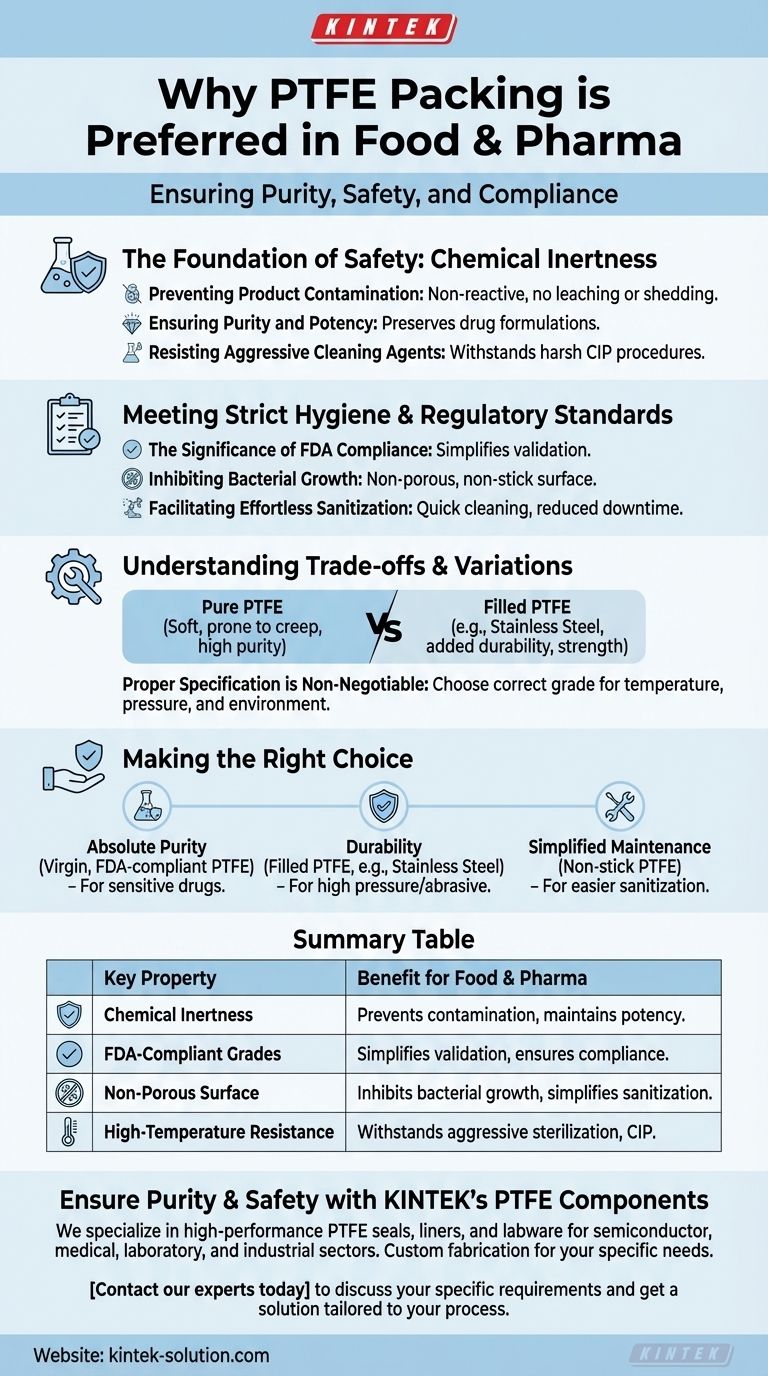
Le fondamenta della sicurezza: inerzia chimica
L'attributo più critico del PTFE (Politetrafluoroetilene), ampiamente noto con il nome commerciale Teflon, è la sua inerzia chimica. Questa proprietà non è una caratteristica aggiunta, ma è il risultato della sua struttura molecolare.
Prevenzione della contaminazione del prodotto
Poiché il PTFE è eccezionalmente non reattivo, non rilascia sostanze chimiche né particelle nei prodotti con cui viene a contatto. Ciò è essenziale per garantire che alimenti, bevande e principi attivi farmaceutici (API) rimangano puri e non adulterati durante l'intero processo di produzione.
Garantire purezza e potenza
In campo farmaceutico, anche una minima reazione tra una guarnizione e un farmaco può alterarne la composizione chimica, compromettendone l'efficacia e la sicurezza. L'inerzia del PTFE garantisce che il materiale non reagisca con il prodotto né lo assorba, preservandone la formulazione prevista.
Resistenza agli agenti detergenti aggressivi
Le attrezzature per l'industria alimentare e farmaceutica devono essere sottoposte a rigorose procedure di sterilizzazione e pulizia in loco (CIP) che comportano sostanze chimiche aggressive e alte temperature. Le guarnizioni in PTFE resistono a questi regimi aggressivi senza degradarsi, garantendo la loro integrità e impedendo che diventino esse stesse fonte di contaminazione.
Soddisfare rigorosi standard igienici e normativi
Oltre alle sue proprietà chimiche, il PTFE soddisfa i requisiti operativi e legali di queste industrie altamente regolamentate, fornendo un percorso affidabile verso la conformità.
Il significato della conformità FDA
Il PTFE è disponibile in gradi conformi alle normative FDA per i materiali a contatto con gli alimenti. Questa approvazione semplifica il processo di validazione delle attrezzature, fornendo una garanzia chiara e documentata che il materiale è sicuro per l'uso previsto.
Inibizione della crescita batterica
La superficie del PTFE è non porosa ed eccezionalmente liscia. Questa caratteristica antiaderente impedisce l'adesione di residui e nega ai batteri un luogo dove colonizzare, un fattore critico per mantenere condizioni igieniche.
Facilitare una sanificazione senza sforzo
La famosa qualità antiaderente del PTFE semplifica notevolmente la pulizia. Le attrezzature possono essere sanificate in modo più rapido ed efficace, riducendo i tempi di inattività operativa e diminuendo il rischio di contaminazione incrociata tra i lotti.
Comprendere i compromessi e le variazioni
Sebbene il PTFE sia un materiale superiore, è importante comprenderne i limiti pratici e come vengono affrontati nelle applicazioni reali.
Limiti meccanici del PTFE puro
Il PTFE vergine può essere relativamente morbido e può essere soggetto a "scorrimento" o deformazione sotto alta pressione o temperatura. Questo può essere un limite nelle applicazioni meccaniche più impegnative.
Il ruolo dei riempitivi per prestazioni migliorate
Per superare queste debolezze meccaniche, il PTFE viene spesso miscelato con riempitivi. Ad esempio, il PTFE caricato con acciaio inossidabile viene utilizzato per aggiungere durata e resistenza, rendendolo ideale per attrezzature che richiedono sia l'inerzia del PTFE sia una maggiore rigidità strutturale.
La corretta specifica è non negoziabile
L'efficacia della guarnizione in PTFE dipende interamente dalla scelta del grado e del design corretti per la specifica temperatura, pressione e ambiente chimico dell'applicazione. Una specifica errata può portare a un guasto prematuro, annullando i benefici del materiale.
Fare la scelta giusta per la tua applicazione
La selezione del materiale giusto è una decisione critica basata sul tuo obiettivo operativo primario.
- Se il tuo obiettivo principale è la purezza assoluta del prodotto per farmaci sensibili: Insisti sull'uso di PTFE vergine conforme alla FDA per garantire zero reattività ed evitare potenziali contaminanti derivanti dai riempitivi.
- Se il tuo obiettivo principale è la durata in processi ad alta pressione o abrasivi: Considera un PTFE caricato, come le varianti caricate con acciaio inossidabile o vetro, per ottenere la necessaria resistenza meccanica mantenendo la resistenza chimica.
- Se il tuo obiettivo principale è semplificare la manutenzione e ridurre i tempi di pulizia: Sfrutta le proprietà antiaderenti intrinseche del PTFE per progettare sistemi più facili da sanificare, aumentando così l'efficienza operativa.
In definitiva, la scelta del PTFE è una decisione strategica per integrare sicurezza, igiene e conformità normativa direttamente nelle fondamenta delle tue attrezzature di processo.
Tabella riassuntiva:
| Proprietà chiave | Vantaggio per alimentare e farmaceutico |
|---|---|
| Inerzia chimica | Previene la contaminazione del prodotto e mantiene la potenza. |
| Gradi conformi FDA | Semplifica la validazione e garantisce la conformità normativa. |
| Superficie non porosa | Inibisce la crescita batterica e semplifica la sanificazione. |
| Resistenza alle alte temperature | Resiste a processi aggressivi di sterilizzazione e CIP. |
Garantisci la purezza e la sicurezza dei tuoi prodotti con componenti in PTFE ingegnerizzati con precisione da KINTEK.
Siamo specializzati nella produzione di guarnizioni, rivestimenti e vetreria da laboratorio in PTFE ad alte prestazioni per i settori dei semiconduttori, medicale, di laboratorio e industriale. Sia che tu richieda la purezza assoluta del PTFE vergine per prodotti farmaceutici sensibili o la maggiore durata del PTFE caricato per applicazioni impegnative, la nostra capacità di fabbricazione personalizzata — dai prototipi agli ordini ad alto volume — offre l'affidabilità di cui hai bisogno.
Contatta oggi i nostri esperti per discutere le tue esigenze specifiche e ottenere una soluzione su misura per il tuo processo.
Guida Visiva
Prodotti correlati
- Cesto a fiore per pulizia umida in PTFE ad alta purezza, portaplacchette singolo per incisione, personalizzabile, portapiastre per maschere da 4 pollici
- Portatore Cestello di Pulizia Laboratorio PTFE Personalizzato Resistenza Acidi e Basi Alta Purezza Supporto Wafer Basso Sfondo Contaminazione Zero Rack per Bagno Chimico
- Barile per Materie Prime in PTFE Anticorrosione ad Alta Purezza 4L Tenuta a Vite Serbatoio di Alimentazione a Basso Fondo
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Produttore di parti in PTFE personalizzate per contenitori e componenti in teflon
Domande frequenti
- Quali fattori contribuiscono all'integrità meccanica a lungo termine dei cestelli fioriti in PTFE sotto cicli termici? Guida Esperta.
- Qual è l'intervallo di temperatura di esercizio continuo per i cestini di pulizia da laboratorio in PTFE? Spiegazione di Durable Lab Solutions
- Qual è il principio di funzionamento di un cestello a fiore in PTFE? Ottimizzare il flusso dei fluidi e la purezza per l'immersione chimica
- Come contribuiscono i cestelli per fiori in PTFE alla purezza nella produzione di semiconduttori? Raggiungi una purezza inferiore a 10 ppt e zero perdite
- Come il design strutturale di un cestello a fiore in PTFE garantisce un accesso uniforme dei fluidi ai substrati? Ottimizzare le rese di laboratorio



















