A prima vista, la risposta sembra contraddittoria. Sebbene il PTFE (Politetrafluoroetilene) sia morbido e possa essere facilmente tagliato, segato o forato con strumenti di base, è un materiale notoriamente difficile da lavorare meccanicamente secondo standard di alta precisione. Le sue proprietà uniche lo rendono facile da lavorare per forme semplici, ma impegnativo per ottenere tolleranze strette.
Il problema fondamentale con il PTFE è che le stesse proprietà che lo rendono utile—la sua morbidezza e il basso attrito—lo rendono anche difficile da lavorare con precisione. Il materiale si deforma facilmente sotto pressione e calore, richiedendo tecniche specializzate per ottenere risultati precisi.

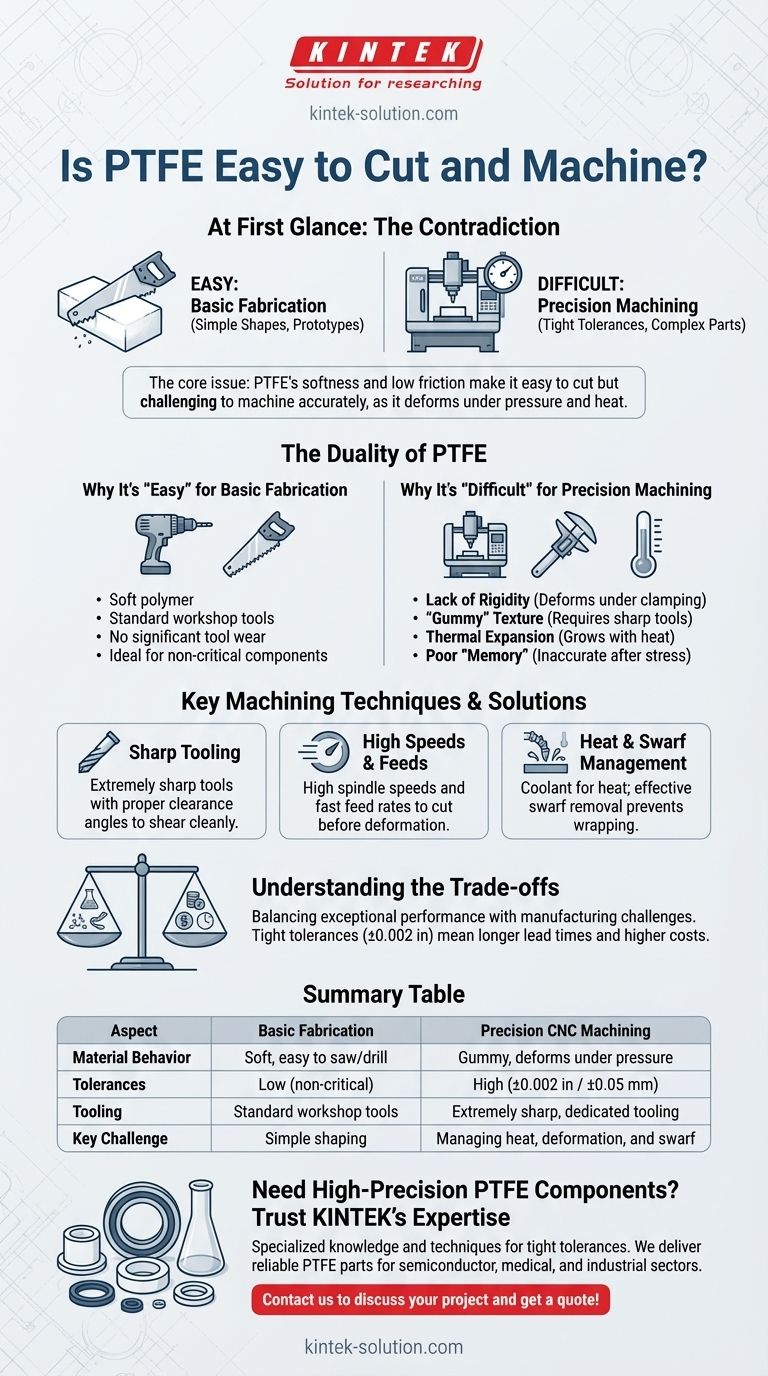
La Dualità del PTFE: Morbido vs. Difficile
La reputazione del PTFE di essere sia facile che difficile da lavorare deriva dalla differenza tra il taglio grezzo e la lavorazione di precisione. Comprendere questa dualità è fondamentale per pianificare un progetto di successo.
Perché è "Facile" per la Fabbricazione di Base
Il PTFE è un polimero relativamente morbido. Per prototipi, componenti non critici o regolazioni manuali, non richiede attrezzature speciali.
È possibile tagliare facilmente lastre e barre utilizzando strumenti da officina standard come seghe e trapani senza causare un'usura significativa degli utensili.
Perché è "Difficile" per la Lavorazione di Precisione
La sfida sorge quando è necessario mantenere tolleranze strette, tipicamente con attrezzature CNC. Le proprietà intrinseche del materiale giocano contro l'operatore di macchina.
- Mancanza di Rigidità: Il PTFE è morbido e si comprime o si deforma sotto la pressione dei morsetti in una morsa. Inoltre, si flette lontano dall'utensile da taglio, rendendo difficile mantenere le dimensioni accurate.
- Consistenza "Gommosa": A differenza dei metalli che producono trucioli puliti, il PTFE può essere "gommoso". Ciò richiede utensili estremamente affilati e velocità di avanzamento elevate per ottenere un taglio netto anziché limitarsi a spingere il materiale.
- Espansione Termica: Il materiale si espande e si contrae significativamente con i cambiamenti di temperatura. Il calore generato durante il taglio aggressivo può far aumentare le dimensioni del pezzo, portando a dimensioni finali imprecise una volta raffreddato.
- Scarsa "Memoria": Se il PTFE viene stressato o deformato durante la lavorazione, non torna prontamente alla sua forma originale, il che può bloccare le imprecisioni.
Tecniche e Considerazioni Chiave di Lavorazione
Nonostante le sfide, gli operatori di macchina esperti possono produrre componenti in PTFE altamente accurati. Ciò richiede strategie specifiche per contrastare le difficili proprietà del materiale.
Fresatura e Tornitura CNC
La fresatura CNC viene utilizzata per forme e caratteristiche complesse, mentre la tornitura CNC è ideale per parti cilindriche come guarnizioni, anelli e boccole. Entrambe richiedono un approccio specifico.
L'Importanza degli Utensili e della Velocità
Il successo con il PTFE dipende dalla tecnica. Gli operatori devono utilizzare utensili estremamente affilati con angoli di spoglia appropriati per tranciare il materiale in modo netto.
Alte velocità del mandrino e rapidi avanzamenti sono fondamentali. Questo approccio assicura che l'utensile stia tagliando il materiale prima che abbia la possibilità di deformarsi o fondere.
Gestione del Calore e dei Trucioli
Per le operazioni ad alta intensità di calore, potrebbe essere necessario un refrigerante per prevenire l'espansione termica. Anche l'efficace rimozione dei trucioli (swarf) è cruciale per evitare che i trucioli si avvolgano attorno all'utensile e rovinino la superficie del pezzo.
Comprendere i Compromessi
Scegliere il PTFE significa bilanciare le sue eccezionali caratteristiche prestazionali con la sua complessità di produzione.
La Sfida delle Tolleranze Strette
Sebbene gli operatori esperti possano mantenere tolleranze entro ±0,002 pollici (±0,05 mm), farlo è più complesso e richiede più tempo rispetto a un materiale rigido come l'alluminio o il PEEK.
Questa difficoltà si traduce spesso in tempi di consegna più lunghi e costi più elevati per i componenti in PTFE lavorati su misura, specialmente per i design intricati.
"Nessun Utensile Speciale" è Fuorviante
L'idea che non siano necessari "utensili speciali" si applica solo al lavoro grezzo e manuale. Per la lavorazione CNC di precisione, sebbene gli utensili possano essere di tipo standard (es. frese), devono essere in condizioni perfette—perfettamente affilati e lisci—e spesso dedicati esclusivamente alle materie plastiche.
Fare la Scelta Giusta per il Tuo Progetto
Usa il tuo obiettivo finale per determinare se le sfide di lavorazione del PTFE rappresentano un ostacolo significativo per la tua applicazione.
- Se il tuo obiettivo principale è un prototipo semplice o una guarnizione a bassa tolleranza: Il PTFE è un materiale eccellente e facile da usare che probabilmente potrai lavorare con strumenti da officina standard.
- Se il tuo obiettivo principale è un componente di alta precisione come un cuscinetto o una guarnizione aderente: Il PTFE è un'ottima scelta funzionale, ma prevedi i costi e i tempi di consegna associati a un operatore esperto specializzato in polimeri morbidi.
- Se il tuo obiettivo principale è l'inerzia chimica o la resistenza alla temperatura: Il PTFE è uno dei migliori materiali disponibili, ma devi progettare il pezzo tenendo conto dei suoi limiti di lavorazione per garantirne la fattibilità.
In definitiva, utilizzare con successo il PTFE significa bilanciare i suoi incredibili vantaggi materiali con le realtà del suo processo di produzione.
Tabella Riassuntiva:
| Aspetto | Fabbricazione di Base | Lavorazione CNC di Precisione |
|---|---|---|
| Comportamento del Materiale | Morbido, facile da segare/forare | Gommosa, si deforma sotto pressione |
| Tolleranze | Basse (non critiche) | Alte (±0,002 pollici / ±0,05 mm) |
| Utensili | Strumenti da officina standard | Utensili estremamente affilati e dedicati |
| Sfida Chiave | Semplice sagomatura | Gestione del calore, della deformazione e dei trucioli |
Hai Bisogno di Componenti in PTFE ad Alta Precisione? Affidati all'Esperienza di KINTEK
Lavorare il PTFE secondo specifiche esatte richiede conoscenze e tecniche specializzate per superare le sue sfide uniche. KINTEK è specializzata nella produzione di componenti in PTFE di precisione—comprese guarnizioni, rivestimenti e vetreria da laboratorio personalizzata—per i settori dei semiconduttori, medico e industriale.
Combiniamo utensili affilati, avanzamenti e velocità ottimizzati e un rigoroso controllo qualità per fornire pezzi che soddisfino le vostre tolleranze più strette. Che tu abbia bisogno di prototipi o di produzione ad alto volume, assicuriamo che i tuoi componenti in PTFE funzionino in modo affidabile nelle applicazioni critiche.
Contattaci oggi stesso per discutere le esigenze del tuo progetto e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Sistema di Filtrazione Personalizzato in PTFE Resistente agli Acidi Grado Semiconduttore ad Alta Purezza per Processi Chimici
- Rubinetto in PTFE ad alta resistenza alla corrosione - Valvola in politetrafluoroetilene per serbatoi di stoccaggio chimici e sistemi di trasferimento fluidi - Qualità industriale personalizzabile
- Sistema di filtrazione sotto vuoto PTFE PFA resistente alla corrosione, personalizzabile, dispositivo infrangibile per laboratorio
- Filtro Corrosione Resistente in PTFE con Connessioni Valvola PFA e Piastra Setto Integrata
- Siringa in PTFE da 50 ml resistente alle alte temperature e agli agenti chimici, iniettore Teflon personalizzato con guarnizione filettata per l'analisi delle tracce
Domande frequenti
- Quali sono le applicazioni industriali comuni dei filtri in PTFE? Padroneggiare la filtrazione critica nelle industrie esigenti
- Qual è la resistenza alla temperatura dei filtri in PTFE? Stabilità termica senza pari da -200°C a +260°C
- Quali sostanze chimiche sono completamente compatibili con i filtri in PTFE? Scopri una resistenza chimica senza pari
- Cosa rende i sistemi di filtrazione in PTFE vantaggiosi per l'uso industriale e scientifico? Stabilità chimica e termica senza pari
- Quali passaggi sono necessari per selezionare il filtro in PTFE corretto? Una guida in 4 passaggi per una filtrazione ottimale



















