In parole povere, lo stampaggio a compressione è preferito per determinate applicazioni in politetrafluoroetilene (PTFE) perché le proprietà uniche del materiale lo rendono incompatibile con i metodi comuni ad alto volume come lo stampaggio a iniezione. Il PTFE ha una viscosità allo stato fuso estremamente elevata ed è sensibile alle forze di taglio, il che significa che non scorre come una plastica tipica quando viene riscaldato. Lo stampaggio a compressione aggira questo problema compattando la polvere di PTFE sotto un'enorme pressione e quindi sinterizzandola, un processo ideale per creare forme dense e semplici e per migliorare le proprietà meccaniche cruciali per applicazioni come la tenuta dinamica dei fluidi.
Il problema fondamentale è che le caratteristiche ad alte prestazioni del PTFE ne rendono difficile anche la lavorazione. Lo stampaggio a compressione non è solo una soluzione alternativa di produzione; è un metodo strategico che sfrutta la natura del PTFE per produrre forme grezze robuste e lavorabili con prestazioni superiori in direzioni specifiche.

Perché lo stampaggio tradizionale fallisce con il PTFE
Prima di capire perché funziona lo stampaggio a compressione, è essenziale comprendere perché i metodi più comuni non sono adatti per il PTFE puro.
Il problema dell'elevata viscosità allo stato fuso
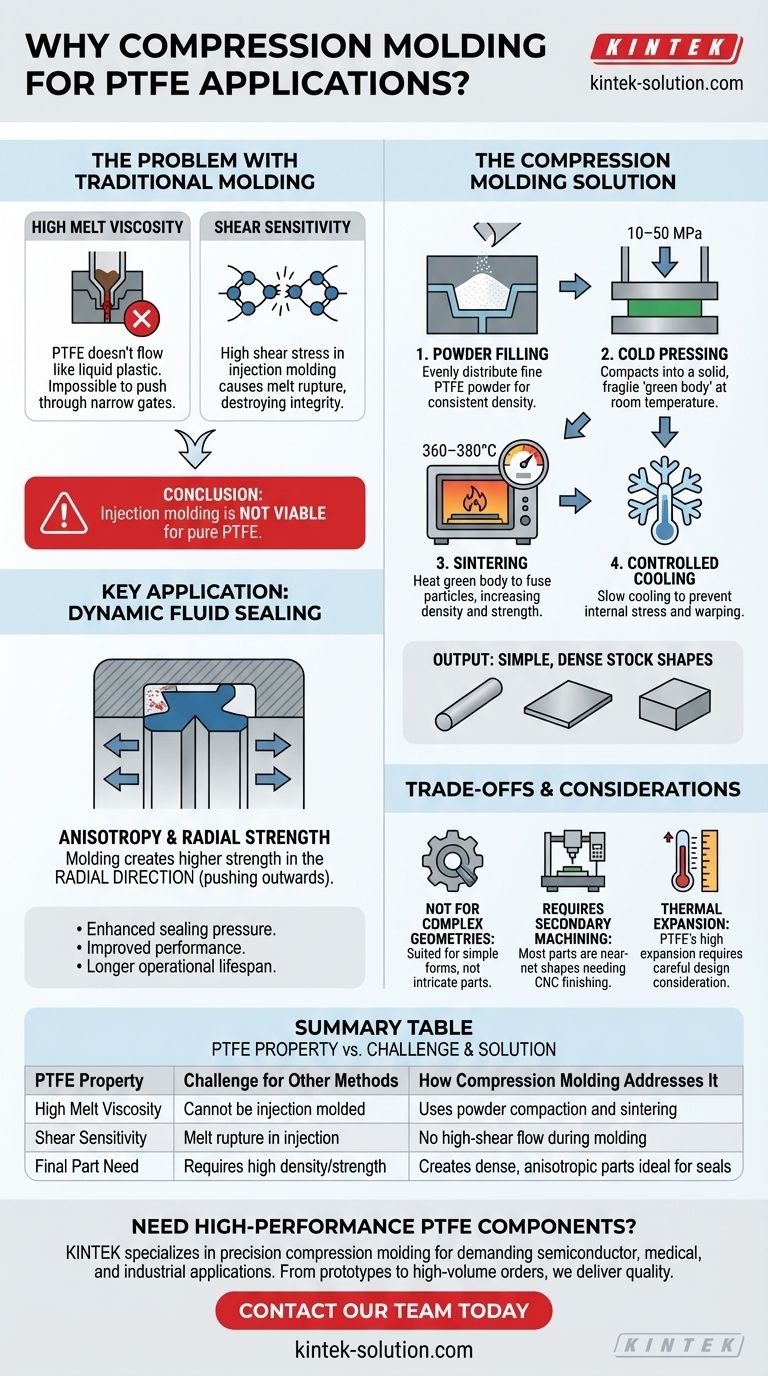
A differenza delle plastiche che diventano liquide quando riscaldate, il PTFE mantiene una viscosità estremamente elevata. Non scorre facilmente, rendendo impossibile spingerlo attraverso i canali e gli ugelli stretti di uno stampo a iniezione.
Sensibilità allo stress di taglio
Tentare di forzare il PTFE fuso attraverso un ugello, come richiesto nello stampaggio a iniezione, crea un elevato stress di taglio. Questo stress può causare la rottura dello stato fuso, un fenomeno in cui la struttura del polimero si frattura, distruggendone l'integrità e le proprietà meccaniche.
La conclusione inevitabile
A causa di queste proprietà fondamentali, lo stampaggio a iniezione e tecniche simili di lavorazione allo stato fuso semplicemente non sono praticabili per la produzione di parti in PTFE puro.
Il processo di stampaggio a compressione: una soluzione strategica
Lo stampaggio a compressione è un processo a più fasi perfettamente adatto alle caratteristiche del PTFE, che trasforma la polvere in una forma solida e ad alta densità.
Fase 1: Riempimento della polvere
Il processo inizia distribuendo uniformemente la polvere fine di PTFE nella cavità dello stampo. Ciò garantisce che la parte finale abbia una densità uniforme.
Fase 2: Pressatura a freddo
Viene applicata un'alta pressione, tipicamente tra 10 e 50 MPa, sulla polvere a temperatura ambiente. Ciò compatta le particelle in una preforma solida ma fragile, spesso chiamata "corpo verde".
Fase 3: Sinterizzazione
Questa è la fase più critica. Il corpo verde viene riscaldato in un forno a temperatura controllata tra 360 e 380°C, appena sopra il punto di fusione del PTFE. Le particelle si fondono insieme, aumentando significativamente la densità e la resistenza della parte.
Fase 4: Raffreddamento controllato
La parte viene quindi raffreddata lentamente e con attenzione. Questa fase finale è cruciale per prevenire l'accumulo di stress interni che potrebbero causare crepe o deformazioni.
Il risultato: forme semplici e dense
Questo metodo eccelle nella produzione di forme sfuse e semplici—spesso chiamate forme grezze (stock shapes)—come barre, lastre spesse, guarnizioni e blocchi. Queste servono come materiale grezzo per le parti finali.
Applicazione chiave: tenuta dinamica dei fluidi
I vantaggi dello stampaggio a compressione sono più evidenti nelle applicazioni ad alte prestazioni come le guarnizioni.
Anisotropia e resistenza radiale
La pressione applicata durante lo stampaggio crea una parte con proprietà anisotrope, il che significa che la sua resistenza meccanica non è uguale in tutte le direzioni. Per le guarnizioni, questo processo si traduce in proprietà meccaniche significativamente più elevate nella direzione radiale (che spinge verso l'esterno dal centro).
Perché è importante per le guarnizioni
La funzione principale di una guarnizione dinamica è esercitare una pressione costante verso l'esterno contro un alloggiamento per prevenire perdite di fluido. La maggiore resistenza radiale conferita dallo stampaggio a compressione migliora direttamente la pressione di tenuta, le prestazioni e la durata operativa.
Comprendere i compromessi
Sebbene efficace, questo processo presenta chiari limiti che ne definiscono i casi d'uso.
Non adatto a geometrie complesse
Lo stampaggio a compressione è fondamentalmente inadatto per creare parti intricate o complesse direttamente dallo stampo. Il processo è progettato per produrre forme solide semplici.
La necessità di lavorazione secondaria
La stragrande maggioranza delle parti in PTFE stampate a compressione è considerata forme quasi finite (near-net shapes). Richiedono una lavorazione CNC secondaria per ottenere le dimensioni e le caratteristiche finali precise richieste dall'applicazione. Ciò lo rende un processo di produzione in due fasi.
Dilatazione termica
Il PTFE ha un elevato coefficiente di dilatazione termica, che deve essere considerato durante la progettazione di parti di precisione. Questa proprietà, unita alla necessità di lavorazione meccanica, richiede un'attenta considerazione ingegneristica per garantire la stabilità dimensionale nell'ambiente operativo finale.
Fare la scelta giusta per la tua applicazione in PTFE
Comprendere questo processo ti consente di allineare la tua scelta di produzione con il tuo obiettivo finale.
- Se il tuo obiettivo principale è creare guarnizioni o sigilli robusti: Lo stampaggio a compressione è il metodo superiore perché migliora le proprietà meccaniche radiali critiche richieste per le prestazioni di tenuta.
- Se il tuo obiettivo principale è produrre forme grezze grandi (barre, lastre, blocchi) per la lavorazione meccanica: Lo stampaggio a compressione è il processo di produzione standard del settore e il più efficace per il PTFE.
- Se il tuo obiettivo principale sono parti complesse ad alto volume: Il PTFE puro è probabilmente la scelta sbagliata del materiale; valuta i gradi di PTFE caricato o polimeri alternativi ad alte prestazioni adatti allo stampaggio a iniezione.
In definitiva, scegliere il processo di produzione corretto significa scegliere quello che meglio completa le proprietà intrinseche del materiale per ottenere il risultato desiderato.
Tabella riassuntiva:
| Proprietà del PTFE | Sfida per altri metodi | Come lo affronta lo stampaggio a compressione |
|---|---|---|
| Elevata viscosità allo stato fuso | Non può essere stampato a iniezione | Utilizza la compattazione della polvere e la sinterizzazione |
| Sensibilità al taglio | Rottura dello stato fuso nello stampaggio a iniezione | Nessun flusso ad alto taglio durante lo stampaggio |
| Esigenza della parte finale | Richiede alta densità/resistenza | Crea parti dense e anisotrope ideali per le guarnizioni |
Hai bisogno di componenti in PTFE ad alte prestazioni? KINTEK è specializzata nello stampaggio a compressione di precisione del PTFE per guarnizioni, rivestimenti e vetreria da laboratorio personalizzata. La nostra esperienza garantisce che le tue parti abbiano la resistenza radiale e la densità superiori richieste per le applicazioni più esigenti nei settori dei semiconduttori, medico e industriale. Dai prototipi agli ordini ad alto volume, forniamo la qualità di cui hai bisogno. Contatta oggi il nostro team per discutere del tuo progetto!
Guida Visiva
Prodotti correlati
- Boccola in PTFE personalizzabile per applicazioni industriali avanzate
- Nastri sigillanti in PTFE personalizzati per applicazioni industriali e high-tech
- Tappi di tenuta PTFE personalizzati e adattatori Teflon a basso fondo resistenti alla corrosione
- Guarnizioni Isolanti PTFE Personalizzate, Guarnizioni in Teflon Resistenti alla Corrosione, Componenti in Plastica Ingegneristica su Misura
- Guarnizioni isolanti personalizzate in PTFE e guarnizioni in fluoropolimero resistenti alla corrosione per applicazioni elettriche industriali
Domande frequenti
- Quali sono i diversi tipi di barre in PTFE disponibili in base alla tecnologia di produzione? Scegli il tipo giusto per il tuo progetto
- Come vengono utilizzate le barre in PTFE nelle applicazioni elettroniche ed elettriche? Sblocca prestazioni e affidabilità superiori
- Perché la stabilità dimensionale è importante per le barre in PTFE nelle applicazioni a carico pesante? Prevenire guasti e garantire affidabilità
- Cosa sono le barre in PTFE e come vengono prodotte? Una guida alle loro proprietà e alla produzione
- Come vengono utilizzate le barre in Teflon nell'industria della lavorazione chimica? Per guarnizioni, rivestimenti e valvole resistenti alla corrosione



















