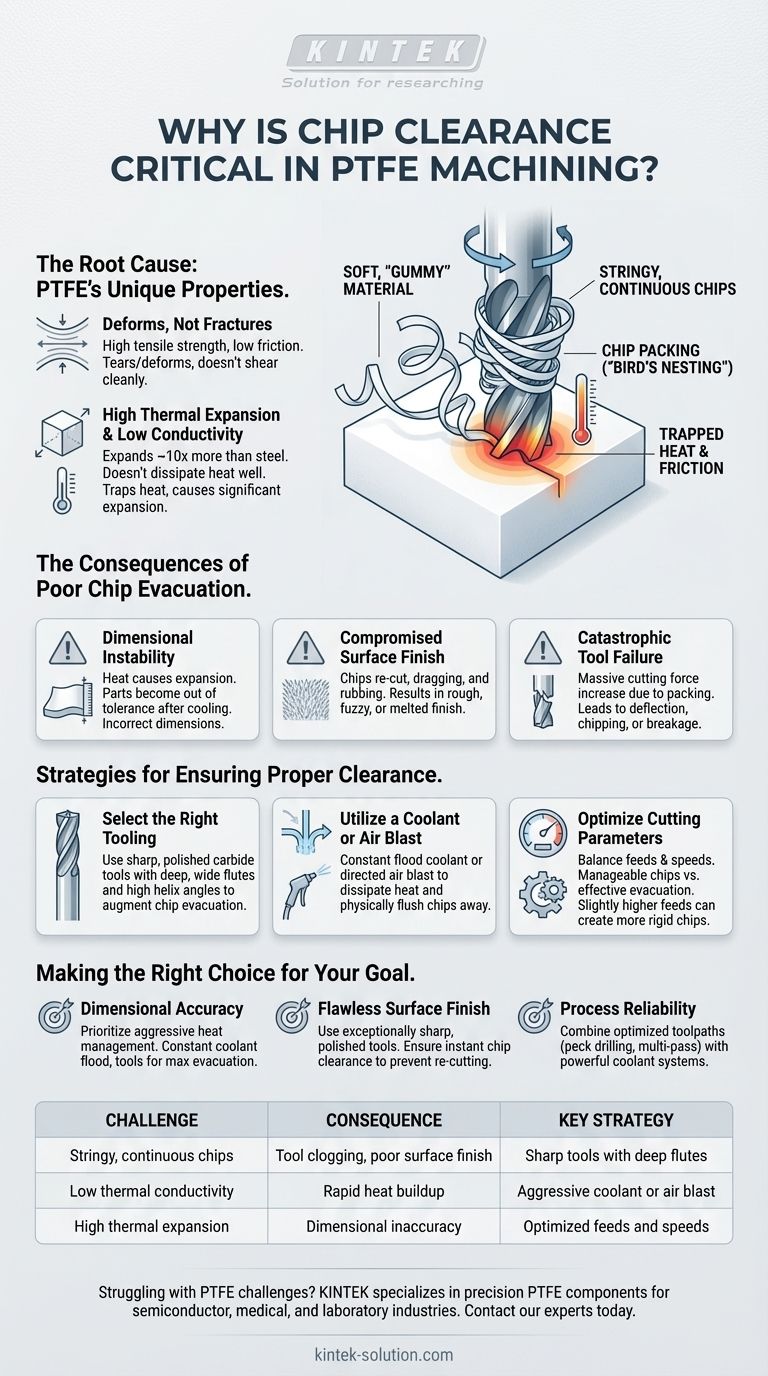
Nella lavorazione del PTFE, un'efficace evacuazione dei trucioli è fondamentale per prevenire l'intasamento. Poiché il PTFE è un materiale morbido e "gommoso", produce trucioli lunghi, continui e filamentosi che non si spezzano facilmente. Questi trucioli possono avvolgersi rapidamente attorno all'utensile e al pezzo in lavorazione, portando a un cedimento catastrofico del pezzo, una scarsa finitura superficiale e potenziali danni all'utensile.
La sfida principale nella lavorazione del PTFE non è tagliare il materiale in sé, ma gestirne le proprietà uniche. Dare priorità allo spazio libero per i trucioli è la strategia principale per controllare l'accumulo di calore e impedire che l'elevata espansione termica del materiale rovini il lavoro.

La causa principale: le proprietà uniche del materiale PTFE
Per comprendere l'importanza dello spazio libero per i trucioli, devi prima capire come si comporta il PTFE sotto un utensile da taglio. A differenza dei metalli che producono trucioli piccoli e fragili, il PTFE reagisce in modo molto diverso.
Un materiale che si deforma, non si frattura
Il PTFE è eccezionalmente morbido e ha un basso coefficiente di attrito. Quando lo si taglia, tende a strapparsi o deformarsi piuttosto che a tranciarsi nettamente.
Questo comportamento porta alla formazione di trucioli lunghi e a forma di nastro che hanno un'elevata resistenza alla trazione. Questi trucioli non si rompono naturalmente in pezzi gestibili.
Il problema dell'accumulo di trucioli
Questi trucioli continui e filamentosi tendono ad avvolgersi attorno all'utensile rotante, creando un "nido d'uccello".
Questa massa aggrovigliata può accumularsi nelle gole dell'utensile, impedendo completamente l'evacuazione di nuovi trucioli. A questo punto, l'utensile smette di tagliare e inizia a strofinare, generando attrito e calore immensi.
Il collegamento con l'accumulo di calore
Il PTFE ha una conducibilità termica molto bassa, il che significa che non dissipa bene il calore. Ha anche un tasso di espansione termica molto elevato, circa dieci volte quello dell'acciaio.
Quando i trucioli si accumulano attorno all'utensile, intrappolano il calore direttamente nel punto di taglio. Questo calore localizzato provoca una significativa espansione del materiale, rendendo impossibile mantenere l'accuratezza dimensionale.
Le conseguenze di una scarsa evacuazione dei trucioli
Non riuscire a gestire lo spazio libero per i trucioli porta direttamente ai problemi più comuni riscontrati nella lavorazione del PTFE. Ogni grave difetto può essere ricondotto a questo singolo problema.
Instabilità dimensionale
Poiché i trucioli intrappolati generano calore, il PTFE si espande. Un foro che viene forato diventerà più piccolo e un diametro che viene tornito diventerà più grande. Una volta che il pezzo si raffredda, risulterà dimensionalmente errato e fuori tolleranza.
Compromissione della finitura superficiale
Quando i trucioli non vengono evacuati efficacemente, vengono spesso ri-tagliati dall'utensile. Questa azione di trascinamento e sfregamento rovina la superficie, lasciando una finitura ruvida, sfilacciata o fusa invece di un taglio netto e liscio.
Cedimento catastrofico dell'utensile
Un utensile completamente intasato da trucioli accumulati subisce un aumento massiccio delle forze di taglio. Ciò può facilmente portare alla deflessione, scheggiatura o rottura completa dell'utensile, danneggiando potenzialmente il pezzo in lavorazione e il mandrino della macchina.
Strategie per garantire uno spazio libero adeguato
Una lavorazione di successo del PTFE si basa su un sistema progettato per rimuovere attivamente e aggressivamente i trucioli dalla zona di taglio.
Selezionare l'utensileria giusta
Gli utensili standard per la lavorazione dei metalli non sono ideali. Utilizzare utensili in metallo duro affilati con superfici altamente lucidate e gole profonde e larghe progettate per materiali morbidi. Un alto angolo di elica su una fresa, ad esempio, agisce come una coclea per tirare i trucioli verso l'alto e fuori da una tasca.
Utilizzare un refrigerante o un getto d'aria
Un flusso costante di refrigerante svolge due funzioni critiche: dissipa il calore generato durante il taglio e spazza fisicamente via i trucioli filamentosi dall'utensile.
Nelle situazioni in cui non è possibile utilizzare un refrigerante liquido, anche un getto diretto di aria compressa può essere efficace per soffiare via i trucioli.
Ottimizzare i parametri di taglio
Sebbene le basse velocità di taglio siano spesso raccomandate per ridurre il calore, si tratta di un equilibrio. L'obiettivo è utilizzare avanzamenti e velocità che producano un truciolo gestibile consentendo al contempo un'evacuazione efficace. A volte, una velocità di avanzamento leggermente superiore può creare un truciolo più rigido che è più facile da spingere via con il refrigerante.
Fare la scelta giusta per il tuo obiettivo
La tua strategia di lavorazione dovrebbe essere dettata dalla caratteristica più critica del tuo pezzo finale.
- Se la tua attenzione principale è la stretta accuratezza dimensionale: Dai priorità a una gestione aggressiva del calore con un flusso costante di refrigerante e utensili progettati per la massima evacuazione dei trucioli.
- Se la tua attenzione principale è una finitura superficiale impeccabile: Utilizza utensili eccezionalmente affilati e lucidati e assicurati che i trucioli vengano evacuati istantaneamente per prevenire qualsiasi ri-taglio o sfregamento.
- Se la tua attenzione principale è l'affidabilità del processo per la produzione: Combina percorsi utensile ottimizzati (come la foratura a intermittenza o la fresatura multi-passata) con un potente sistema di refrigerazione per garantire che i trucioli non abbiano mai la possibilità di accumularsi.
In definitiva, la padronanza dello spazio libero per i trucioli è la chiave per lavorare il PTFE con precisione e ripetibilità.
Tabella riassuntiva:
| Sfida | Conseguenza | Strategia chiave |
|---|---|---|
| Trucioli filamentosi e continui | Intasamento dell'utensile, scarsa finitura superficiale | Utensili affilati con gole profonde |
| Bassa conducibilità termica | Rapido accumulo di calore | Refrigerante aggressivo o getto d'aria |
| Elevata espansione termica | Imprecisione dimensionale | Avanzamenti e velocità ottimizzati |
Stai affrontando sfide nella lavorazione del PTFE? KINTEK è specializzata in componenti PTFE di precisione per i settori dei semiconduttori, medicale e di laboratorio. La nostra esperienza nella fabbricazione personalizzata, dai prototipi agli ordini ad alto volume, garantisce che i vostri pezzi siano lavorati secondo gli standard più elevati, con l'evacuazione dei trucioli e la gestione termica ottimizzate per la vostra applicazione. Contatta i nostri esperti oggi stesso per discutere il tuo progetto e ottenere risultati affidabili e ripetibili.
Guida Visiva
Prodotti correlati
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Produttore di parti in PTFE personalizzate per contenitori e componenti in teflon
- Disco di dispersione PTFE per alimenti e cosmetici, pala di agitazione larga antiaderente e resistente alla corrosione, girante personalizzabile
Domande frequenti
- In che modo un cestello a fiore in PTFE contribuisce al risciacquo e all'asciugatura efficienti dei substrati? Boost Lab Process Efficiency
- Come contribuiscono i cestelli per fiori in PTFE alla purezza nella produzione di semiconduttori? Raggiungi una purezza inferiore a 10 ppt e zero perdite
- Quali fattori contribuiscono all'integrità meccanica a lungo termine dei cestelli fioriti in PTFE sotto cicli termici? Guida Esperta.
- Qual è la funzione principale e l'applicazione di un cestello a fiore in PTFE? Guida esperta alla lavorazione ad alta purezza
- Qual è l'intervallo di temperatura operativa per i cestelli portafiori in PTFE? Limiti termici e prestazioni da -200°C a +260°C.



















