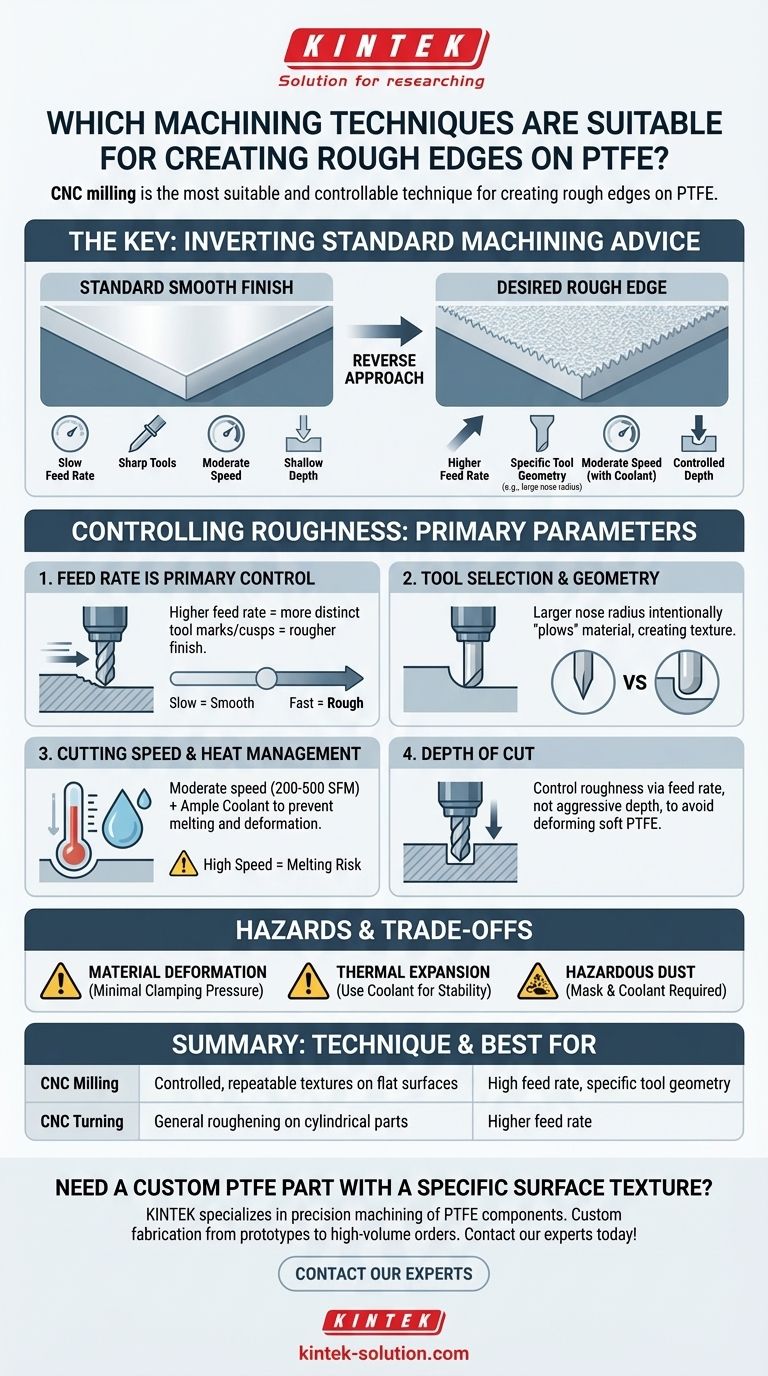
In sintesi, la fresatura CNC è la tecnica più adatta e controllabile per creare bordi ruvidi sul PTFE. Sebbene si possano utilizzare anche altri metodi come la tornitura, la fresatura offre una flessibilità superiore per generare texture superficiali specifiche e ripetibili manipolando con precisione gli utensili e i parametri di taglio.
La chiave per ottenere una finitura ruvida sul PTFE non sta nello scegliere un processo di lavorazione unico, ma nell'aggiustare intenzionalmente i parametri di lavorazione standard—come la velocità di avanzamento e la scelta dell'utensile—per agire contro l'obiettivo tipico di una superficie liscia.

Perché i Consigli Standard di Lavorazione Devono Essere Invertiti
Il politetrafluoroetilene (PTFE) è un polimero eccezionalmente morbido e sensibile termicamente. La maggior parte delle guide alla lavorazione si concentra sul superamento di queste proprietà per ottenere una finitura liscia e tolleranze ristrette.
Per creare un bordo ruvido, è necessario sfruttare deliberatamente queste proprietà modificando l'approccio standard. Ciò richiede un equilibrio attento, poiché tecniche aggressive possono facilmente portare a deformazioni del materiale, fusione o scarsa precisione dimensionale.
Il Ruolo della Fresatura CNC
La fresatura CNC utilizza un utensile da taglio rotante multi-punta per rimuovere materiale da un pezzo stazionario. Questo metodo è ideale per creare texture perché è possibile controllare il percorso dell'utensile con estrema precisione su una superficie. Permette di creare di tutto, da una finitura ruvida uniforme a texture complesse e modellate.
Il Ruolo della Tornitura CNC
La tornitura CNC è utilizzata principalmente per pezzi cilindrici. Uno strumento a punta singola si muove lungo un pezzo in rotazione. Sebbene possa essere utilizzata per creare una finitura ruvida (spesso vista come scanalature fini), è meno versatile della fresatura per generare texture complesse o non uniformi su bordi piatti.
Controllo della Ruvidità: I Parametri Chiave di Lavorazione
Ottenere una specifica ruvidità è una funzione di come l'utensile da taglio interagisce con il materiale. I seguenti parametri sono le tue leve principali per il controllo.
H3: La Velocità di Avanzamento è il Tuo Controllo Principale
La velocità di avanzamento—quanto velocemente il pezzo si muove rispetto all'utensile da taglio—ha l'impatto più diretto sulla ruvidità superficiale.
Per una finitura liscia, gli operatori utilizzano una velocità di avanzamento lenta. Per ottenere una finitura più ruvida, si dovrebbe utilizzare una velocità di avanzamento più elevata. Questo fa sì che l'utensile lasci segni o "cuspidi" più distinti sulla superficie del materiale ad ogni passata.
H3: La Selezione e la Geometria dell'Utensile Contano
Il consiglio standard richiede utensili estremamente affilati, spesso realizzati in acciaio super rapido (HSS) o carburo, per tranciare il materiale in modo netto.
Per aumentare la ruvidità, considera l'utilizzo di un utensile con una geometria specifica, come un raggio di punta maggiore. Questo può intenzionalmente "arare" il materiale in piccola misura, creando una finitura più testurizzata rispetto a un utensile affilato e appuntito.
H3: Velocità di Taglio e Gestione del Calore
Il PTFE ha un elevato coefficiente di espansione termica e non dissipa bene il calore. Sebbene le alte velocità di taglio possano contribuire a una finitura più ruvida, rischiano anche di fondere il materiale.
È fondamentale operare in un intervallo di velocità moderato (200-500 piedi superficiali al minuto) e utilizzare abbondante refrigerante per gestire la temperatura. Ciò impedisce alla superficie di fondere e assicura che la ruvidità sia dovuta al taglio meccanico, non al danno termico.
H3: Profondità di Passata
Si raccomanda una profondità di passata ridotta per una finitura liscia. Sebbene una passata più profonda possa indurre maggiore pressione dell'utensile e vibrazioni, aumentando potenzialmente la ruvidità, aumenta anche significativamente il rischio di deformare il PTFE morbido. È generalmente meglio controllare la ruvidità tramite la velocità di avanzamento piuttosto che con una profondità di passata aggressiva.
Comprendere i Compromessi e i Pericoli
La lavorazione del PTFE presenta sfide uniche che devono essere gestite, specialmente quando ci si discosta dalle procedure standard.
H3: Deformazione del Materiale
Il PTFE è morbido e può essere facilmente compresso. È essenziale una pressione di serraggio minima. Serrare eccessivamente il pezzo in una morsa lo farà deformare, portando a dimensioni imprecise una volta rilasciato il pezzo.
H3: Espansione Termica
Poiché il PTFE si espande significativamente con il calore, qualsiasi aumento di temperatura durante la lavorazione farà ingrandire il pezzo. Ciò rende difficile ottenere tolleranze ristrette. L'uso del refrigerante non è solo per la finitura; è fondamentale per la stabilità dimensionale.
H3: Polvere Pericolosa
La lavorazione del PTFE produce polvere di particelle fini. Questa polvere può essere pericolosa se inalata. Utilizzare sempre una maschera o assicurarsi che il lavoro venga eseguito sotto un flusso costante di refrigerante per sopprimere la creazione di polvere.
Fare la Scelta Giusta per il Tuo Obiettivo
Il tuo approccio dovrebbe essere dettato dal tipo di ruvidità di cui hai bisogno e dalla precisione richiesta dalla tua applicazione.
- Se il tuo obiettivo principale è una texture controllata e ripetibile: Utilizza la fresatura CNC e dai priorità alla manipolazione della velocità di avanzamento utilizzando una geometria dell'utensile specifica e un refrigerante generoso.
- Se il tuo obiettivo principale è l'irruvidimento generale della superficie per l'adesione: Un'operazione di tornitura o fresatura più veloce con una velocità di avanzamento più elevata potrebbe essere sufficiente, ma monitora sempre l'accumulo di calore.
- Se il tuo obiettivo principale è la sicurezza e l'accuratezza: Utilizza sempre il refrigerante per gestire l'espansione termica e sopprimere la polvere pericolosa, e applica una pressione di serraggio minima per prevenire la deformazione.
In definitiva, ottenere la giusta finitura ruvida sul PTFE è un processo deliberato di bilanciamento di questi parametri per ottenere la texture necessaria senza compromettere l'integrità del pezzo.
Tabella Riassuntiva:
| Tecnica | Ideale Per | Parametro Chiave per la Ruvidità |
|---|---|---|
| Fresatura CNC | Texture controllate e ripetibili su superfici piane | Velocità di avanzamento elevata, geometria specifica dell'utensile |
| Tornitura CNC | Irruvidimento generale su pezzi cilindrici | Velocità di avanzamento più elevata |
Hai bisogno di un componente in PTFE personalizzato con una specifica texture superficiale?
In KINTEK, siamo specializzati nella lavorazione di precisione di componenti in PTFE come guarnizioni, rivestimenti e vetreria da laboratorio. La nostra esperienza nel bilanciare parametri come la velocità di avanzamento e la scelta dell'utensile ci consente di creare la finitura ruvida esatta richiesta per applicazioni nei settori dei semiconduttori, medico, di laboratorio e industriale, garantendo al contempo la precisione dimensionale e l'integrità del materiale.
Offriamo fabbricazione personalizzata da prototipi a ordini ad alto volume. Contatta oggi i nostri esperti per discutere il tuo progetto e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Vasca di macinazione personalizzata in PTFE per mulino a palle 50ml, resistente alla corrosione, a basso background per laboratorio
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Taglierina per membrane filtranti circolari in PTFE ad alta purezza con lama in ceramica per analisi in traccia e preparazione di campioni per laboratori CDC
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
Domande frequenti
- Che tipi di prodotti finiti vengono realizzati con il PTFE? Guarnizioni, cuscinetti, vetreria da laboratorio e altro ancora
- Come si confronta il PTFE con il Polietilene (PE) in termini di resistenza chimica e termica? Scegliere il polimero giusto per condizioni estreme
- Quali sono i vantaggi meccanici e di sicurezza derivanti dall'utilizzo di apparecchiature in PTFE in laboratorio? Migliora Sicurezza & Durata
- Quali sono le principali proprietà di resistenza chimica delle apparecchiature di laboratorio in PTFE? Purezza e Inerzia Ineguagliabili
- Qual è l'intervallo di temperatura operativa per la vetreria in PTFE? Padroneggiare i limiti termici da -200°C a +260°C



















