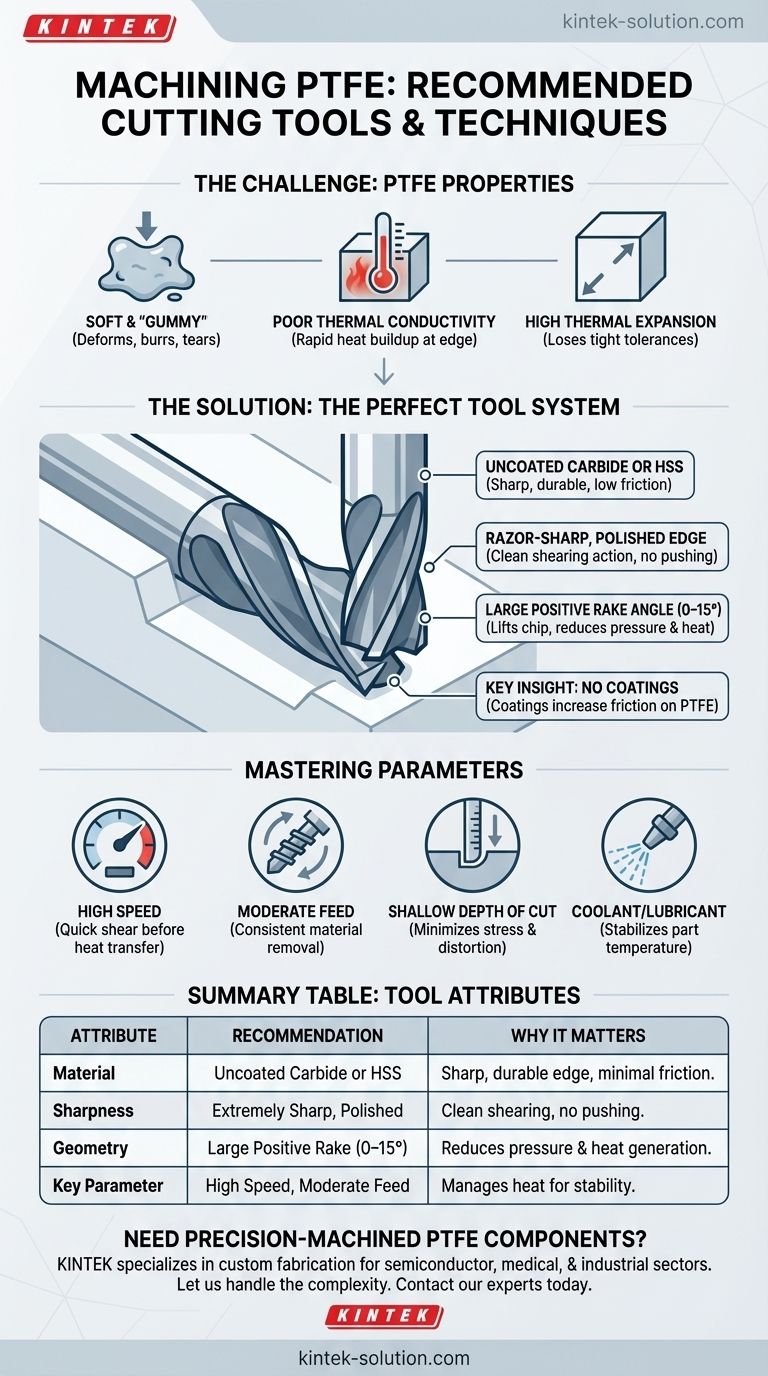
Per la lavorazione del PTFE, gli utensili più raccomandati sono frese in metallo duro (carburo) o in acciaio super rapido (HSS) estremamente affilate e non rivestite. Questi utensili devono presentare taglienti lucidati e ampi angoli di spoglia positivi. Questa combinazione specifica è progettata per tranciare il materiale morbido in modo netto anziché spingerlo, minimizzando così l'attrito, la generazione di calore e la deformazione del materiale.
La sfida principale nella lavorazione del politetrafluoroetilene (PTFE) non è la sua durezza, ma la sua morbidezza, la bassa conducibilità termica e l'elevata dilatazione termica. Il successo dipende meno dal solo materiale dell'utensile e più da un sistema completo: geometria dell'utensile, affilatura e parametri di lavorazione, tutti ottimizzati per ottenere un'azione di taglio pulita con un apporto di calore minimo.

Perché la Lavorazione del PTFE è una Sfida Unica
Il PTFE si comporta in modo molto diverso dai metalli e persino da altre materie plastiche durante la lavorazione. Comprendere le sue proprietà fondamentali è essenziale per capire perché sono necessari utensili e tecniche specifici.
È Morbido e "Gommosa"
Il PTFE è un materiale morbido che tende a deformarsi o strapparsi sotto pressione anziché scheggiarsi in modo netto come un metallo. Un utensile errato "arerà" attraverso il materiale, creando una finitura superficiale scadente e bave significative.
Ha una Scarsa Conducibilità Termica
Il materiale non dissipa bene il calore. Qualsiasi attrito derivante dal processo di taglio provoca un rapido accumulo di calore proprio sul tagliente dell'utensile, il che può facilmente far fondere il PTFE e sporcare il tagliente.
Si Espande Notevolmente con il Calore
Il PTFE ha un coefficiente di dilatazione termica molto elevato. Anche un piccolo aumento di temperatura durante la lavorazione può far espandere il pezzo, rendendo impossibile mantenere tolleranze dimensionali ristrette. Il pezzo potrebbe essere conforme alle specifiche quando è caldo, ma fuori specifica una volta raffreddato.
Selezione dell'Utensile da Taglio Giusto: Uno Sguardo Più Approfondito
L'utensile da taglio ideale per il PTFE è progettato per contrastare le sfide sopra menzionate. L'attenzione è interamente rivolta alla riduzione dell'attrito e delle forze di taglio.
Materiale dell'Utensile: Metallo Duro (Carbide) e HSS
Gli utensili in metallo duro (carbide) o in metallo duro integrale sono spesso preferiti. Il loro vantaggio principale è la capacità di essere affilati per ottenere un bordo molto tagliente e duraturo, fondamentale per un'azione di tranciatura pulita.
Anche l'Acciaio Super Rapido (HSS) è un'opzione eccellente e ampiamente utilizzata. Come il metallo duro, può essere affinato fino alla nitidezza necessaria per il PTFE.
Il Ruolo Critico della Geometria dell'Utensile
La forma e le condizioni dell'utensile sono più importanti del materiale di cui è fatto.
Estrema Nitidezza e Bordi Lucidati sono irrinunciabili. Un bordo lucidato o lappato, affilato come un rasoio, affetta il materiale con una forza minima, riducendo attrito e calore. Gli utensili smussati causeranno immediatamente problemi.
Angoli di Spoglia Positivi sono essenziali. Un angolo di spoglia positivo ampio (spesso nell'intervallo 0–15 gradi) aiuta a sollevare il truciolo di PTFE e a guidarlo lontano dal pezzo in modo efficiente. Ciò riduce drasticamente la pressione di taglio e la generazione di calore.
Il Vantaggio del Non Rivestimento è un'intuizione chiave. Sebbene i rivestimenti come il Nitruro di Titanio (TiN) siano vantaggiosi per la lavorazione di metalli duri, possono aumentare l'attrito quando si taglia PTFE morbido. Una superficie dell'utensile semplice, non rivestita ma altamente lucidata, è superiore per questa applicazione.
Padroneggiare i Parametri di Lavorazione
L'utensile giusto è efficace solo se abbinato ai parametri di processo corretti. Il tuo obiettivo è far entrare e uscire l'utensile dal taglio prima che il calore abbia la possibilità di accumularsi nel pezzo.
Velocità Elevate e Avanzamenti Moderati
Si raccomandano alte velocità di taglio (ad esempio, 200–500 m/min o 656–1640 piedi/min). Ciò consente al tagliente affilato di eseguire una tranciatura netta prima che un calore significativo possa essere trasferito al pezzo.
Abbina questo a una velocità di avanzamento moderata (ad esempio, 0,1–0,2 mm/giro). Ciò garantisce una rimozione costante del materiale senza indugiare in un punto, il che genererebbe calore in eccesso.
Profondità di Taglio Bassa
Utilizzare una profondità di taglio bassa (ad esempio, 0,5–1,5 mm). Effettuare passate leggere minimizza lo stress sul materiale, impedendogli di distorcersi, flettersi lontano dal tagliente o accumulare calore eccessivo.
L'Importanza del Raffreddamento
L'uso di un refrigerante o lubrificante può essere molto efficace nel gestire la piccola quantità di calore generata. Ciò aiuta a stabilizzare la temperatura del pezzo e a migliorare l'accuratezza dimensionale.
Errori Comuni da Evitare
Anche con la configurazione giusta, gli errori sono comuni a causa della natura unica del PTFE.
Deformazione del Materiale, Non Taglio
Se si notano bave pesanti o una finitura superficiale "spalmata", è un chiaro segno che l'utensile è smussato o ha una geometria errata. L'utensile sta spingendo il materiale di lato invece di tagliarlo.
Accumulo di Calore e Fusione
La fusione visibile o i trucioli che si attaccano all'utensile indicano un attrito eccessivo. Ciò è tipicamente causato da un utensile smussato, da un rivestimento sbagliato o da parametri errati (ad esempio, velocità troppo bassa o avanzamento troppo alto).
Mancata Mantenimento delle Tolleranze
Ricorda che il PTFE si muove con la temperatura. Una buona regola generale per il PTFE standard è una tolleranza di +/- 0,001 pollici per ogni pollice di dimensione. Ottenere tolleranze più strette richiede un controllo eccezionale del processo e un ambiente stabile.
Fare la Scelta Giusta per il Tuo Obiettivo
Le tue scelte specifiche di utensili e processi dovrebbero allinearsi con il risultato desiderato.
- Se la tua attenzione principale è l'alta precisione e le tolleranze ristrette: Utilizza utensili in metallo duro non rivestiti estremamente affilati in una macchina CNC e applica refrigerante per mantenere la stabilità termica.
- Se la tua attenzione principale è una buona finitura superficiale e la fabbricazione generale: Enfatizza un utensile HSS o in metallo duro affilato come un rasoio con un angolo di spoglia positivo elevato e assicurati che le tue velocità di taglio siano elevate.
- Se stai riscontrando fusione o bave pesanti: Il tuo primo passo dovrebbe essere sempre quello di ispezionare l'utensile per verificarne l'affilatura e assicurarti che non sia rivestito, quindi verifica velocità e avanzamenti.
In definitiva, la lavorazione di successo del PTFE è un processo di finezza che privilegia l'affilatura e la gestione del calore rispetto alla forza.
Tabella Riassuntiva:
| Attributo Utensile | Raccomandazione per PTFE | Perché è Importante |
|---|---|---|
| Materiale | Metallo Duro (Carbide) Non Rivestito o HSS | Fornisce un bordo affilato e durevole con attrito minimo. |
| Nitidezza | Bordo Estremamente Affilato e Lucidato | Assicura un'azione di tranciatura netta anziché spingere il materiale. |
| Geometria | Ampio Angolo di Spoglia Positivo (0–15°) | Riduce la pressione di taglio e la generazione di calore sollevando efficientemente il truciolo. |
| Parametro Chiave | Velocità Elevata, Avanzamento Moderato, Taglio Basso | Gestisce l'accumulo di calore per mantenere la stabilità dimensionale. |
Hai Bisogno di Componenti in PTFE Lavorati di Precisione?
La lavorazione del PTFE secondo specifiche esatte richiede esperienza e gli strumenti giusti. KINTEK è specializzata nella fabbricazione su misura di componenti in PTFE di alta qualità, inclusi guarnizioni, rivestimenti e vetreria da laboratorio, per i settori dei semiconduttori, medico, di laboratorio e industriale.
Sfruttiamo la nostra profonda conoscenza dei materiali e le nostre capacità di produzione di precisione per fornire pezzi che soddisfino le vostre tolleranze più ristrette, dai prototipi agli ordini ad alto volume.
Lascia a noi la complessità. Contatta oggi i nostri esperti per discutere le esigenze del tuo progetto.
Guida Visiva
Prodotti correlati
- Taglierino per membrane filtranti in PTFE ad alta purezza con lama in ceramica per l'analisi PM2.5 e divisore personalizzato per carta filtrante di laboratorio
- Taglierina per membrane filtranti circolari in PTFE ad alta purezza con lama in ceramica per analisi in traccia e preparazione di campioni per laboratori CDC
- Tagliamembrane Quadrato e Dispositivo di Aliquotazione Filtri in PTFE ad Alta Purezza per Analisi in Traccia e Applicazioni in Laboratorio in Camera Bianca
- Paletta Raschiatrice in PTFE Personalizzata e Cucchiaio Campionatore Doppio Uso Strumento in Fluoropolimero Bianco Resistente alla Corrosione a Basso Fondo
- Dispositivo di Equipartizione Tagliamembrane Quadrato in PTFE ad Alta Purezza per Analisi di Tracce e Centri di Controllo Malattie Pulito Non Aderente Non Lisciviante
Domande frequenti
- In che modo l'idrofobicità intrinseca delle membrane filtranti in PTFE influisce sulla separazione tra liquidi e gas? Ottimizzare le prestazioni
- Qual è la resistenza alla temperatura dei filtri in PTFE? Stabilità termica senza pari da -200°C a +260°C
- Quali sono i vantaggi prestazionali delle membrane filtranti in PTFE rispetto ai filtri a profondità? Migliorare la purezza e l'efficienza del laboratorio
- Quali passaggi sono necessari per selezionare il filtro in PTFE corretto? Una guida in 4 passaggi per una filtrazione ottimale
- Quali dimensioni e opzioni di porosità sono disponibili per i filtri in PTFE? Scegli il filtro giusto per la tua applicazione



















