Per lavorare efficacemente il PTFE, la strategia ideale combina utensili da taglio in metallo duro non rivestiti o con punta in Stellite estremamente affilati con un angolo di spoglia superiore positivo. Questi utensili devono essere abbinati a un controllo CNC preciso che gestisca velocità di taglio, velocità di avanzamento e percorsi utensile per minimizzare la generazione di calore e la deformazione fisica del materiale.
La sfida principale nella lavorazione del PTFE non è la sua durezza, ma la sua morbidezza e la scarsa stabilità termica. Una strategia di utensili di successo è quindi meno incentrata sulla rimozione aggressiva del materiale e più sulla finezza: utilizzare utensili eccezionalmente affilati per tagliare il materiale in modo netto senza generare il calore e la pressione di taglio che lo fanno deformare e incurvare.

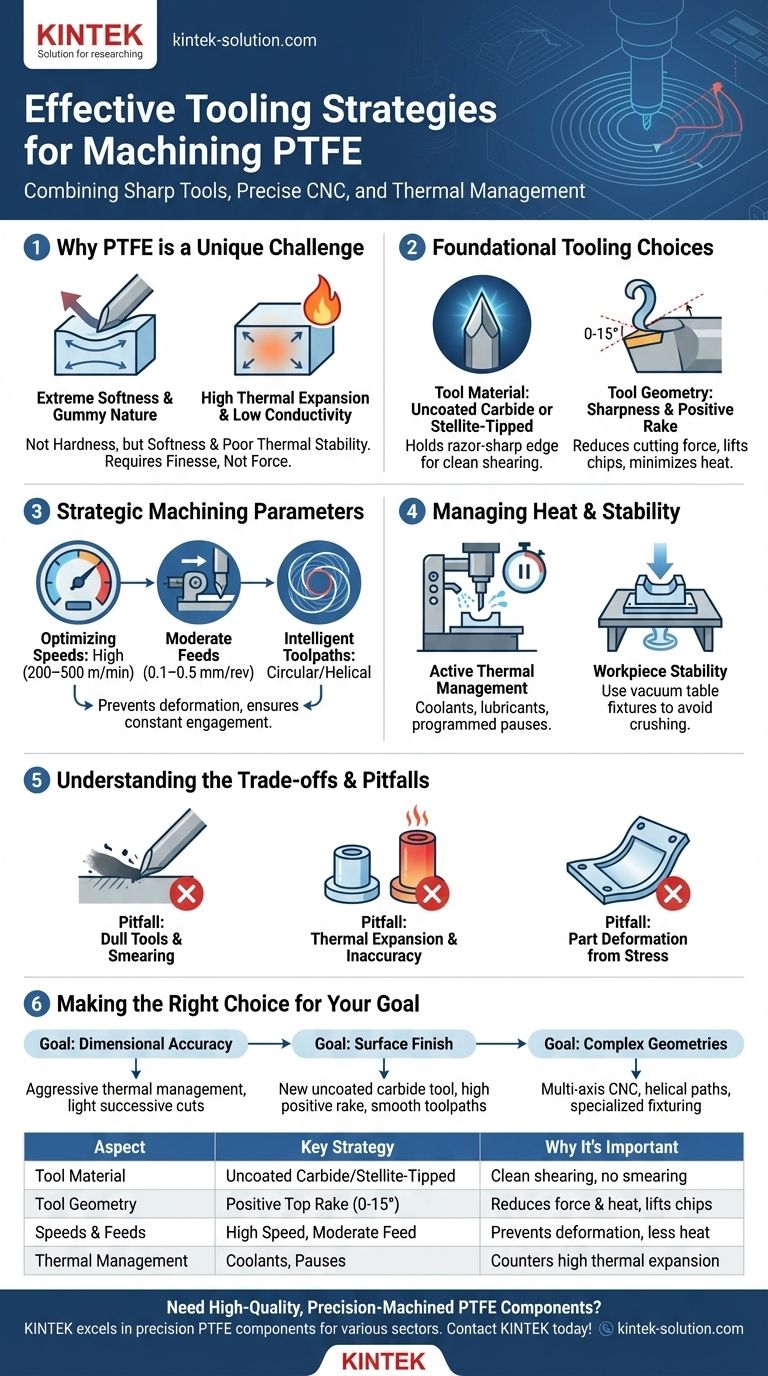
Perché il PTFE Presenta una Sfida di Lavorazione Unica
Il politetrafluoroetilene (PTFE) possiede proprietà che lo rendono notoriamente difficile da lavorare con precisione. Comprendere queste proprietà è il primo passo per selezionare la strategia e gli utensili giusti.
Estrema Morbidezza e Natura "Gommosa"
Il PTFE è un polimero molto morbido che tende a spingersi via da un utensile da taglio piuttosto che a tranciarsi in modo netto. Un utensile smussato o di forma errata macchierà o strapperà il materiale, con conseguente scarsa finitura superficiale e bave.
Elevata Espansione Termica
Il materiale si espande e si contrae significativamente con i cambiamenti di temperatura. Il calore generato durante la lavorazione può causare la distorsione del pezzo, portando a gravi imprecisioni dimensionali una volta che si raffredda.
Bassa Conducibilità Termica
Il PTFE non dissipa bene il calore. Il calore di attrito generato sul tagliente si concentra in una piccola area, esacerbando il problema dell'espansione termica e potenzialmente danneggiando l'integrità del materiale.
Scelte Fondamentali degli Utensili
La scelta del materiale e della geometria dell'utensile è il fattore più importante per il successo. L'obiettivo è creare un'azione di tranciatura, non di spinta.
Materiale dell'Utensile: Il Metallo Duro Non Rivestito è lo Standard
Gli utensili in metallo duro non rivestito o con punta in Stellite sono la scelta preferita. La loro capacità di mantenere un bordo affilato come un rasoio è fondamentale per tagliare nettamente il materiale morbido. Evitare utensili rivestiti, poiché i rivestimenti spesso non sono così affilati come il substrato nudo.
Geometria dell'Utensile: Nitidezza e Spoglia Superiore Positiva
Un angolo di spoglia superiore positivo, tipicamente compreso tra 0 e 15 gradi, è cruciale. Questa geometria riduce le forze di taglio, solleva il truciolo lontano dal pezzo e minimizza l'effetto di "spinta" che genera calore eccessivo e deforma il materiale.
Manutenzione dell'Utensile: L'Affilatura è Non Negoziabile
Il PTFE smussa anche gli utensili in metallo duro nel tempo. Gli utensili smussati aumentano immediatamente la pressione di taglio e il calore. Gli utensili devono essere ispezionati frequentemente e riaffilati o sostituiti per mantenere le prestazioni.
Parametri e Tecniche Strategiche di Lavorazione
Una volta selezionati gli utensili giusti, l'attenzione si sposta su come utilizzarli. La programmazione CNC e la configurazione della macchina sono fondamentali per gestire le sfide uniche del PTFE.
Ottimizzazione di Velocità e Avanzamenti
Mantenere velocità di taglio elevate (tipicamente 200–500 m/min) per aiutare l'utensile ad "anticipare" la deformazione del materiale. Abbinare questo a velocità di avanzamento moderate (0,1–0,5 mm/giro) per evitare di sovraccaricare il tagliente e generare pressione eccessiva.
Il Ruolo dei Percorsi Utensile Intelligenti
Utilizzare percorsi utensile circolari o elicoidali ogni volta che è possibile, specialmente per la fresatura. Questi percorsi assicurano un impegno costante dell'utensile, che minimizza le vibrazioni e fornisce una finitura superficiale più uniforme. Evitare tagli a piena larghezza su sezioni sottili per ridurre lo stress e impedire che la parte si fletta lontano dall'utensile.
Gestione del Calore e Stabilità
Gestire attivamente la temperatura. L'uso di un refrigerante o lubrificante può aiutare, ma a volte sono necessarie pause periodiche nel programma per consentire al pezzo di raffreddarsi e stabilizzarsi. Inoltre, la stabilità del pezzo è fondamentale. Utilizzare fissaggi, come un tavolo a vuoto, che fissano saldamente la parte senza la pressione di serraggio che potrebbe schiacciarla o deformarla.
Comprendere i Compromessi e le Insidie
Ignorare i principi della lavorazione del PTFE porta a fallimenti prevedibili. Essere consapevoli di queste insidie comuni aiuta a rafforzare l'importanza della strategia corretta.
Insidia: Utensili Smussati e Spalmamento del Materiale
L'uso di un utensile che non sia eccezionalmente affilato lo farà scivolare attraverso il PTFE. Questo genera un calore di attrito estremo, spalma il materiale invece di tagliarlo e lascia una finitura superficiale ruvida e piena di bave.
Insidia: Espansione Termica e Imprecisione
Se le velocità sono troppo alte o i tagli troppo pesanti, il pezzo si surriscalda ed espande. Potresti lavorarlo alla dimensione corretta mentre è caldo, ma risulterà sottodimensionato una volta raffreddato a temperatura ambiente.
Insidia: Deformazione del Pezzo dovuta allo Stress
Tagli aggressivi o fissaggio improprio introducono stress nel materiale. Questo è particolarmente problematico con caratteristiche a parete sottile, che possono deformarsi facilmente durante o dopo il processo di lavorazione.
Fare la Scelta Giusta per il Tuo Obiettivo
Seleziona la tua priorità principale per mettere a punto il tuo approccio per il miglior risultato possibile.
- Se la tua priorità principale è l'accuratezza dimensionale: Dai la priorità alla gestione termica aggressiva tramite refrigeranti o pause programmate ed esegui tagli leggeri e successivi piuttosto che un unico taglio pesante.
- Se la tua priorità principale è la finitura superficiale: Utilizza un utensile in metallo duro non rivestito nuovo di zecca o appena rettificato con un angolo di spoglia positivo elevato e assicurati che i tuoi percorsi utensile siano fluidi e continui.
- Se la tua priorità principale è la lavorazione di geometrie complesse: Affidati a un CNC multi-asse per abilitare percorsi utensile elicoidali e ridurre al minimo lo stress sulle caratteristiche delicate, e utilizza fissaggi specializzati per supportare il pezzo senza distorsioni.
Trattando il PTFE con la finezza che richiede, puoi superare le sue sfide e produrre costantemente componenti puliti, precisi e di alta qualità.
Tabella Riassuntiva:
| Aspetto | Strategia Chiave | Perché è Importante |
|---|---|---|
| Materiale dell'Utensile | Metallo duro non rivestito o punta in Stellite | Mantiene un bordo affilato come un rasoio per una tranciatura netta, non per spalmare. |
| Geometria dell'Utensile | Angolo di spoglia superiore positivo (0-15°) | Riduce le forze di taglio e la generazione di calore, sollevando i trucioli. |
| Velocità e Avanzamenti | Velocità elevata (200-500 m/min), avanzamento moderato (0,1-0,5 mm/giro) | Impedisce la deformazione del materiale e minimizza l'accumulo di calore. |
| Gestione Termica | Refrigeranti, lubrificanti o pause programmate | Contrasta l'elevata espansione termica e la bassa conducibilità del PTFE. |
Hai Bisogno di Componenti in PTFE Lavorati di Precisione di Alta Qualità?
Lavorare il PTFE secondo specifiche esatte richiede competenze specializzate e la giusta strategia di utensili. KINTEK eccelle nella produzione di componenti in PTFE di precisione, inclusi guarnizioni, rivestimenti e vetreria da laboratorio personalizzata, per i settori dei semiconduttori, medico, di laboratorio e industriale.
Combiniamo tecniche CNC avanzate con una profonda comprensione della scienza dei materiali per fornire componenti con accuratezza dimensionale e finitura superficiale superiori, dai prototipi agli ordini ad alto volume.
Contatta KINTEK oggi stesso per discutere il tuo progetto di lavorazione del PTFE e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Paletta Raschiatrice in PTFE Personalizzata e Cucchiaio Campionatore Doppio Uso Strumento in Fluoropolimero Bianco Resistente alla Corrosione a Basso Fondo
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Palette PTFE per Alimentari Cilindriche Spatole Chimiche Bio Farmaceutiche Strumenti di Movimentazione Materiali Non Inquinanti
- Spatola da Laboratorio a Doppia Testa in PTFE Personalizzata, Resistente alle Sostanze Chimiche, Antiaderente, Grado Farmaceutico, Strumento per Campionamento in Fluoropolimero
Domande frequenti
- In che modo il design ergonomico delle palette in PTFE avvantaggia gli utenti? Ridurre lo sforzo e aumentare l'efficienza del laboratorio
- Quale intervallo di temperatura possono sopportare le palette in PTFE? Una guida alla stabilità termica estrema
- In che modo la superficie antiaderente delle palette in PTFE avvantaggia il lavoro di laboratorio? Migliora l'accuratezza e l'efficienza
- Perché le palette in PTFE sono considerate biocompatibili? Garantire la purezza e la sicurezza del campione
- Quali sono le proprietà chiave che rendono le palette in PTFE ideali per l'uso in laboratorio? Garantisci l'integrità del campione con strumenti chimicamente inerti



















