Per lavorare il PTFE con successo, è necessario modificare radicalmente l'approccio rispetto a quello utilizzato per i metalli. Il successo richiede utensili eccezionalmente affilati, avanzamenti elevati per minimizzare il trasferimento di calore, una pressione di bloccaggio estremamente leggera per prevenire la deformazione e un uso aggressivo del refrigerante per gestire la significativa espansione termica del materiale.
La sfida centrale della lavorazione del PTFE non è il taglio in sé – il materiale è morbido e si taglia facilmente. La vera difficoltà risiede nel controllare la reazione del materiale al calore e alla pressione per mantenere l'accuratezza dimensionale e ottenere una finitura superficiale pulita.

La Sfida Principale: Le Proprietà Uniche del Materiale PTFE
Prima di regolare le impostazioni della macchina, è necessario capire perché il PTFE (Politetrafluoroetilene) si comporta in un certo modo. Le sue proprietà richiedono una strategia unica che privilegia la finezza rispetto alla forza.
Elevata Espansione Termica
Il PTFE ha uno dei coefficienti di espansione termica più alti tra le plastiche. Anche una piccola quantità di calore generato durante il taglio causerà un'espansione significativa del pezzo.
Questa espansione è il nemico principale delle tolleranze strette. Un pezzo lavorato a specifica mentre è caldo risulterà sottodimensionato una volta raffreddato a temperatura ambiente.
Bassa Conducibilità Termica
A complicare il problema, il PTFE è un eccellente isolante termico. Il calore introdotto sul tagliente non si dissipa rapidamente attraverso il materiale.
Invece, il calore si concentra esattamente dove si sta tagliando, portando a fusione localizzata, trucioli gommosi e una scarsa finitura superficiale se non gestito correttamente.
Morbidezza e Deformazione per Scorrimento (Creep)
Il PTFE è un materiale eccezionalmente morbido che si deforma, o "scorre", sotto pressione sostenuta.
Le pressioni di bloccaggio standard utilizzate per i metalli comprimeranno un pezzo di PTFE. Quando il pezzo viene rilasciato dal fissaggio, tornerà alla sua forma originale, risultando in un prodotto finalizzato dimensionalmente impreciso.
Ottimizzazione dei Parametri di Lavorazione
Gli utensili e le impostazioni della macchina devono essere scelti specificamente per contrastare le proprietà impegnative del PTFE. L'obiettivo è sempre produrre un truciolo pulito con un minimo apporto di calore e deflessione del pezzo.
Selezione e Geometria degli Utensili
I vostri utensili da taglio devono essere impeccabilmente affilati. Un tagliente levigato e lucidato è non negoziabile per tagliare il materiale in modo netto piuttosto che ararlo.
Gli utensili con punta in carburo sono altamente raccomandati per la loro capacità di mantenere un tagliente affilato e minimizzare il calore da attrito. Assicurarsi che gli utensili abbiano ampi angoli di spoglia posteriore e laterale per ridurre lo sfregamento.
Velocità di Taglio
Velocità di taglio moderate, tipicamente nell'intervallo di 200-500 piedi superficiali al minuto (SFPM), sono un buon punto di partenza.
Un funzionamento troppo veloce genera calore eccessivo, mentre un funzionamento troppo lento può far sì che l'utensile sfreghi invece di tagliare. La chiave è trovare il punto ottimale che produce un truciolo pulito senza surriscaldare il pezzo.
Avanzamenti
Generalmente, si preferiscono avanzamenti elevati, spesso tra 0,002 e 0,010 pollici per giro.
Un avanzamento più elevato sposta il tagliente attraverso il materiale rapidamente, minimizzando il tempo disponibile per il trasferimento di calore nel pezzo. Per passate di finitura fine, potrebbe essere necessario ridurre l'avanzamento per un migliore controllo.
Profondità di Taglio
Utilizzare una profondità di taglio ridotta. Una buona regola empirica è non superare un terzo del diametro dell'utensile da taglio. Questo riduce le forze di taglio e minimizza la generazione di calore in ogni singola passata.
Controlli Critici del Processo
Il modo in cui si maneggia il materiale prima e durante il taglio è altrettanto importante quanto le velocità e gli avanzamenti utilizzati.
Gestione Aggressiva del Calore
L'uso di un refrigerante o lubrificante è essenziale per la maggior parte delle operazioni di lavorazione del PTFE. Un sistema di refrigerazione a inondazione è altamente efficace nell'estinguere il calore nel punto di taglio e nel lavare via i trucioli.
Questo è il modo più efficace per gestire l'espansione termica e prevenire che il materiale diventi gommoso.
Fissaggio e Pressione di Bloccaggio
Applicare la pressione di bloccaggio minima assoluta necessaria per tenere saldamente il pezzo. Utilizzare fissaggi con ampie superfici per distribuire la forza di bloccaggio ed evitare di deformare il pezzo.
Un serraggio eccessivo è un errore comune e critico che garantisce l'imprecisione dimensionale. Evitare sempre pressioni eccessive e vibrazioni.
Rimozione del Truciolo (Swarf)
Assicurare una rimozione continua ed efficace dei trucioli (swarf). I trucioli caldi lasciati sulla superficie del pezzo trasferiranno calore al pezzo stesso, vanificando gli sforzi per mantenerlo freddo.
Errori Comuni da Evitare
Comprendere i rischi e gli errori comuni è cruciale per un successo costante.
Il Mito della Lavorazione "Facile"
Sebbene il PTFE sia morbido e richieda poca potenza per essere tagliato, è uno dei polimeri più difficili da lavorare con tolleranze strette. Le sue proprietà lo rendono implacabile in caso di tecnica scadente.
Il Rischio di Surriscaldamento
Se si osserva una finitura superficiale scadente e strappata o si trovano trucioli gommosi e che si attaccano all'utensile, il processo sta generando troppo calore. Questo è un segno immediato che è necessario regolare la velocità, l'avanzamento o l'applicazione del refrigerante.
Precauzioni per la Salute e la Sicurezza
La lavorazione del PTFE può produrre particelle di polvere fine. È una pratica di sicurezza critica indossare una maschera o assicurarsi che il lavoro sia eseguito sotto refrigerante per prevenire l'inalazione di questa polvere.
Fare la Scelta Giusta per il Tuo Obiettivo
Il tuo approccio specifico potrebbe richiedere lievi aggiustamenti in base all'obiettivo primario per il tuo componente.
- Se il tuo obiettivo principale sono tolleranze strette (+/- 0,002"): Prioritizza la stabilità termica sopra ogni altra cosa, utilizzando abbondante refrigerante a inondazione e permettendo al pezzo di normalizzarsi a temperatura ambiente prima di prendere le misurazioni finali.
- Se il tuo obiettivo principale è una finitura superficiale superiore: Utilizza utensili in carburo nuovi di zecca o appena affilati con un tagliente altamente lucidato e considera una passata di finitura più lenta e leggera.
- Se il tuo obiettivo principale è la velocità di produzione: Massimizza gli avanzamenti e assicurati che i tuoi sistemi di refrigerazione e evacuazione dei trucioli siano abbastanza robusti da mantenere la zona di taglio pulita e fredda.
In definitiva, padroneggiare la lavorazione del PTFE deriva dal rispetto delle sue proprietà uniche e dall'adattamento del processo per lavorare con il materiale, non contro di esso.
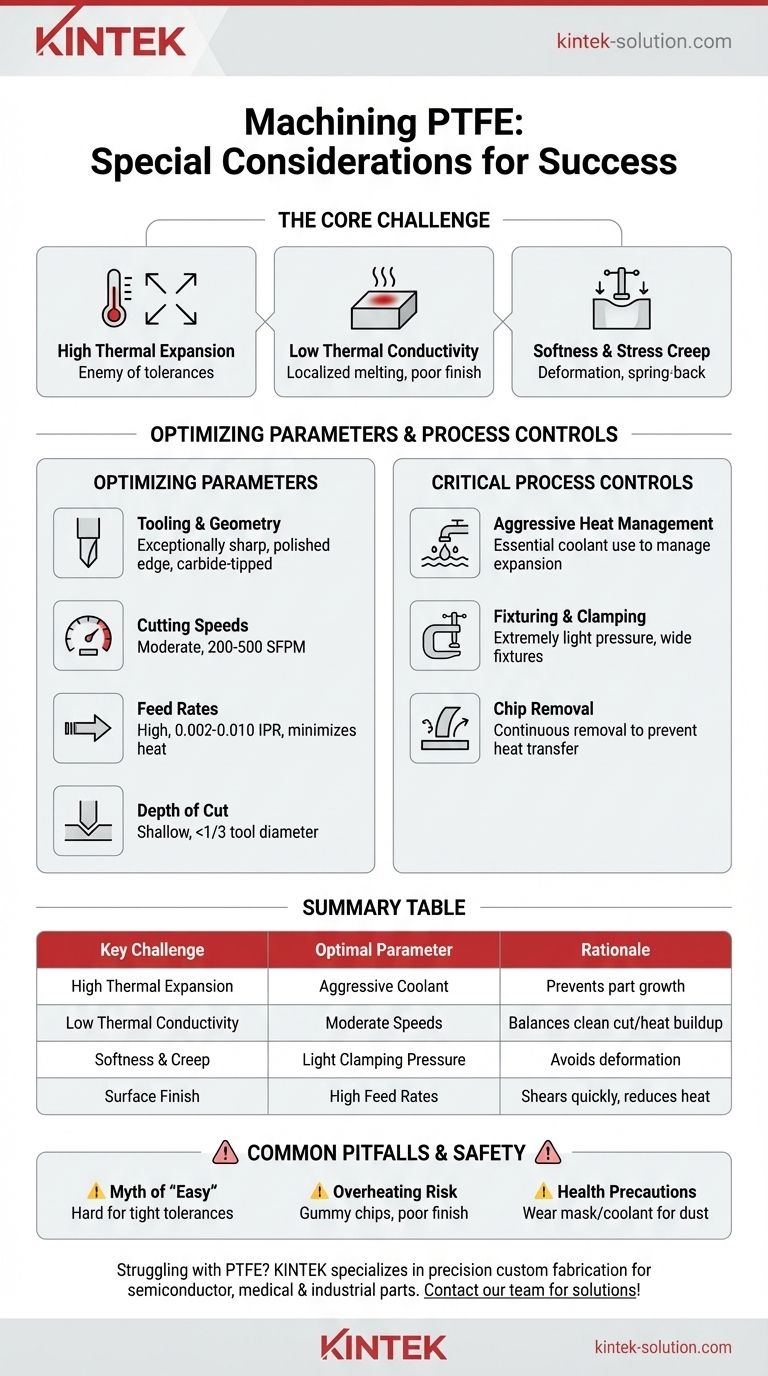
Tabella Riepilogativa:
| Sfida Chiave | Parametro Ottimale | Motivazione |
|---|---|---|
| Elevata Espansione Termica | Refrigerante Aggressivo | Previene la crescita del pezzo e assicura la stabilità dimensionale dopo il raffreddamento. |
| Bassa Conducibilità Termica | Velocità Moderate (200-500 SFPM) | Bilancia un taglio pulito con un minimo accumulo di calore sul tagliente. |
| Morbidezza e Scorrimento | Pressione di Bloccaggio Leggera | Evita la deformazione del pezzo e il ritorno elastico per dimensioni finali accurate. |
| Finitura Superficiale | Avanzamenti Elevati (0,002-0,010 IPR) | Taglia il materiale rapidamente, riducendo il trasferimento di calore e la gommosità. |
Hai difficoltà con l'accuratezza o la finitura dei pezzi in PTFE? KINTEK è specializzata nella lavorazione di precisione di componenti in PTFE come guarnizioni, rivestimenti e attrezzature da laboratorio per applicazioni nei settori dei semiconduttori, medico e industriale. La nostra esperienza nella fabbricazione personalizzata, dai prototipi agli ordini di grandi volumi, garantisce che i tuoi pezzi soddisfino tolleranze strette e una qualità superficiale superiore. Contatta il nostro team oggi per discutere il tuo progetto e sfruttare le nostre soluzioni su misura per parti in PTFE affidabili e ad alte prestazioni!
Guida Visiva
Prodotti correlati
- Tagliamembrane Quadrato e Dispositivo di Aliquotazione Filtri in PTFE ad Alta Purezza per Analisi in Traccia e Applicazioni in Laboratorio in Camera Bianca
- Setaccio di Reazione in PTFE ad Alta Temperatura con Strati Personalizzabili e Dimensioni dei Pori di Precisione per Dispositivi di Separazione Campioni Filettati
- Pala Agitatrice in PTFE Resistente alla Corrosione e Disco di Dispersione in Politetrafluoroetilene Personalizzabile
- Disco di dispersione in PTFE resistente alla corrosione ed elica di agitazione ad alta temperatura per la miscelazione chimica di laboratorio
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
Domande frequenti
- In che modo l'idrofobicità intrinseca delle membrane filtranti in PTFE influisce sulla separazione tra liquidi e gas? Ottimizzare le prestazioni
- In che modo l'idrofobicità delle membrane in politetrafluoroetilene (PTFE) migliora le prestazioni della filtrazione di aria e gas?
- Come vengono controllati la dimensione dei pori e la permeabilità di una membrana in PTFE durante il processo di stiramento? Guida al controllo esperto
- Qual è la composizione chimica e la resistenza alla temperatura delle membrane filtranti in PTFE? Specifiche essenziali per i laboratori
- Quali sono i vantaggi prestazionali delle membrane filtranti in PTFE rispetto ai filtri a profondità? Migliorare la purezza e l'efficienza del laboratorio



















