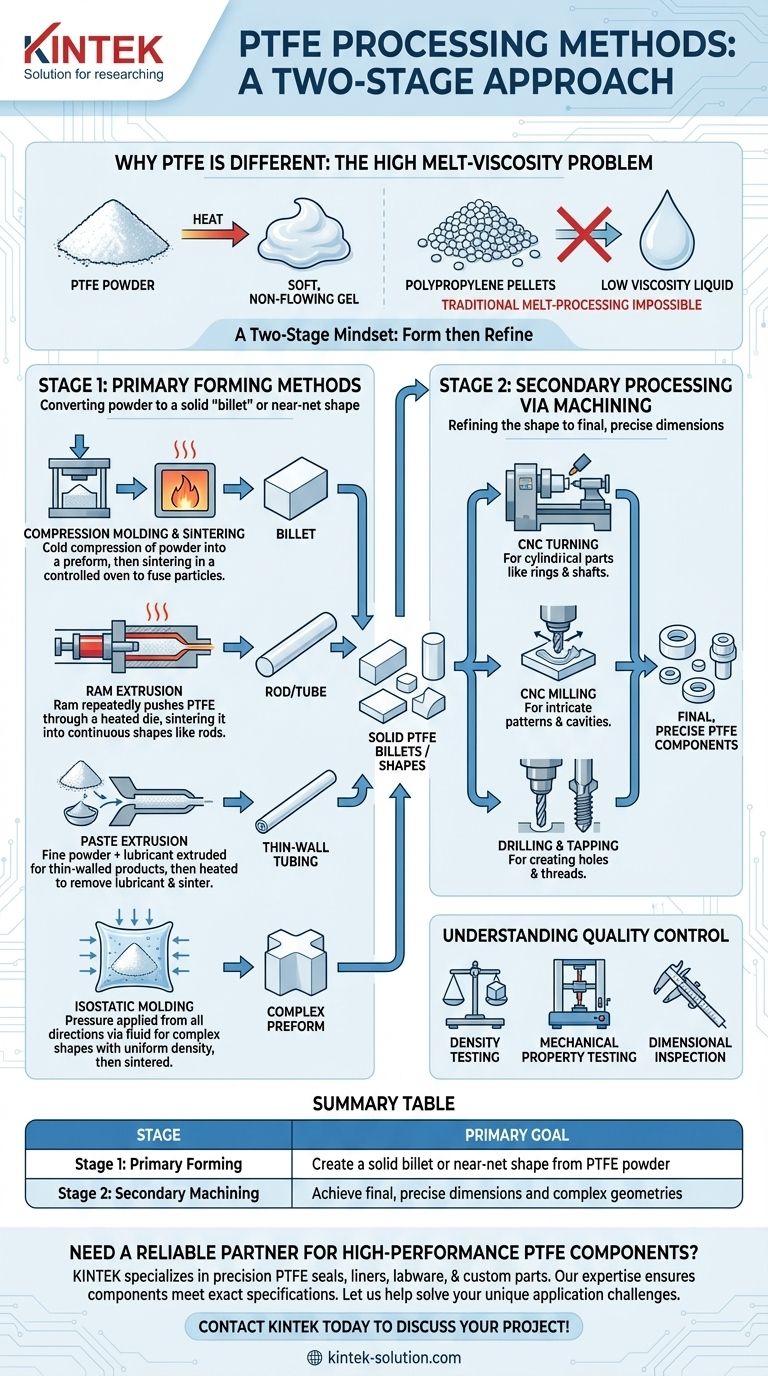
I metodi di lavorazione tipici per il politetrafluoroetilene (PTFE) prevedono un approccio in due fasi. A differenza dei termoplastici comuni, il PTFE non si scioglie in uno stato liquido che possa essere facilmente iniettato o stampato. Viene invece tipicamente lavorato utilizzando metodi come lo stampaggio a compressione e la sinterizzazione per creare un blocco solido o una forma quasi finale, che viene poi spesso lavorato meccanicamente per ottenere le sue dimensioni finali e precise.
La sfida principale con il PTFE è la sua viscosità di fusione estremamente elevata; quando viene riscaldato, diventa un gel morbido e non scorrevole anziché un liquido. Questa proprietà fondamentale rende impossibili le tecniche tradizionali di lavorazione a fusione come lo stampaggio a iniezione e richiede una combinazione unica di metallurgia delle polveri e tecniche di lavorazione meccanica.

Perché la Lavorazione del PTFE è Diversa
Il Problema dell'Elevata Viscosità di Fusione
La resina PTFE non scorre quando si fonde. Questo comportamento è il fattore più importante che determina come deve essere gestita.
Questo è fondamentalmente diverso da plastiche come il polipropilene o l'ABS, che possono essere fuse fino a una bassa viscosità e facilmente iniettate in uno stampo per creare parti complesse in un unico passaggio.
Una Mentalità in Due Fasi: Formare e poi Rifinire
Poiché non può essere lavorato a fusione, lavorare con il PTFE è meglio inteso come un processo in due fasi. La prima fase crea una forma solida e di base dalla polvere, e la seconda fase rifinisce tale forma nel componente finale.
Fase 1: Metodi di Formatura Primaria
Questi metodi sono utilizzati per convertire la polvere grezza di PTFE in una parte solida e fusa nota come "billetta" o forma quasi finale.
Stampaggio a Compressione e Sinterizzazione
Questo è il metodo più comune. Viene utilizzata la compressione a freddo per pressare la polvere di resina PTFE nella forma desiderata a temperatura ambiente. Il "preformato" risultante viene quindi riscaldato in un forno controllato in un processo chiamato sinterizzazione, dove le particelle di PTFE si fondono insieme in una massa solida.
Estrusione a Stantuffo (RAM Extrusion)
Per creare forme continue e uniformi come barre e tubi, viene utilizzata l'estrusione a stantuffo (RAM extrusion). Uno stantuffo idraulico spinge ripetutamente piccole cariche di polvere di PTFE attraverso una filiera riscaldata, sinterizzando il materiale mentre procede per formare un profilo costante.
Estrusione a Pasta (Paste Extrusion)
Questo metodo è utilizzato per creare prodotti a parete sottile, come isolamento di fili o tubi. Utilizza una polvere fine di PTFE (prodotta tramite polimerizzazione in dispersione) miscelata con un lubrificante, che viene poi estrusa e riscaldata per rimuovere il lubrificante e sinterizzare il PTFE.
Stampaggio Isostatico
Per forme più complesse, lo stampaggio isostatico applica pressione alla polvere di PTFE da tutte le direzioni contemporaneamente utilizzando un mezzo fluido. Questo crea un preformato con una densità molto uniforme, che viene poi sinterizzato.
Fase 2: Lavorazione Secondaria tramite Macchinazione
Una volta che una billetta o una forma solida di PTFE è stata formata e sinterizzata, viene spesso raffinata alle sue dimensioni finali tramite lavorazione meccanica.
Il Ruolo della Lavorazione CNC
Il PTFE è straordinariamente facile da lavorare su attrezzature standard, comprese le macchine CNC avanzate. Ciò consente la creazione di parti altamente complesse e precise da una semplice billetta stampata.
Tecniche Chiave di Lavorazione
Gli utensili standard possono essere utilizzati per la maggior parte delle operazioni. Le tecniche più comuni includono la tornitura CNC per parti cilindriche come anelli e alberi, la fresatura CNC per motivi e cavità intricate, e la foratura e maschiatura per creare fori e filettature.
Comprendere i Compromessi e il Controllo Qualità
Il Ciclo di Sinterizzazione Critico
Il successo di qualsiasi metodo di formatura primaria dipende dal ciclo di sinterizzazione. I tassi di riscaldamento, il tempo trascorso alla temperatura di picco e il tasso di raffreddamento hanno tutti un impatto profondo sulla densità, sulla resistenza meccanica e sulla stabilità dimensionale della parte finale.
Lavorabilità vs. Finitura Finale
Sebbene il PTFE sia facile da lavorare, la sua morbidezza implica che ottenere una finitura perfettamente liscia e priva di bave richiede utensili affilati e tecniche specifiche. Ad esempio, la fresatura è efficace ma può creare bordi più ruvidi se non eseguita con attenzione.
Verifica della Qualità del Pezzo
A causa della sua lavorazione unica, un rigoroso controllo qualità è essenziale. I controlli chiave includono il test di densità per garantire una corretta sinterizzazione, il test delle proprietà meccaniche (trazione e usura) per confermare le prestazioni e l'ispezione dimensionale per verificare l'accuratezza rispetto alle specifiche.
Fare la Scelta Giusta per la Tua Applicazione
Comprendere l'obiettivo del tuo componente è la chiave per selezionare il processo appropriato.
- Se la tua priorità principale è produrre forme standard (come barre o lastre) per la lavorazione meccanica: l'estrusione a stantuffo e lo stampaggio a compressione sono i metodi più efficienti per creare materiale grezzo.
- Se la tua priorità principale è creare parti complesse e di alta precisione: un processo in due fasi di stampaggio di una billetta seguito da lavorazione CNC offre la massima libertà di progettazione e accuratezza.
- Se la tua priorità principale è la produzione di grandi volumi di una forma semplice e ripetibile (come una guarnizione): lo stampaggio automatico a compressione può produrre forme quasi finali che richiedono una lavorazione secondaria minima o nulla.
- Se la tua priorità principale è creare tubi o rivestimenti a parete sottile: l'estrusione a pasta e altri metodi basati sulla dispersione sono le uniche opzioni praticabili.
Padroneggiare il PTFE richiede di abbracciare le sue proprietà uniche, dove il viaggio dalla polvere al pezzo finito è un processo deliberato e a più fasi.
Tabella Riassuntiva:
| Fase | Metodi Chiave | Obiettivo Principale |
|---|---|---|
| Fase 1: Formatura Primaria | Stampaggio a Compressione, Estrusione a Stantuffo, Estrusione a Pasta | Creare una billetta solida o una forma quasi finale dalla polvere di PTFE. |
| Fase 2: Lavorazione Secondaria | Tornitura CNC, Fresatura CNC, Foratura | Raggiungere le dimensioni finali precise e le geometrie complesse. |
Hai bisogno di un partner affidabile per i tuoi componenti in PTFE ad alte prestazioni?
KINTEK è specializzata nella produzione di guarnizioni, rivestimenti, vetreria da laboratorio e parti personalizzate in PTFE di precisione per i settori dei semiconduttori, medico e industriale. La nostra esperienza sia nella formatura primaria che nella lavorazione secondaria garantisce che i vostri componenti soddisfino specifiche esatte di prestazioni e durata.
Gestiamo l'intero processo, dalla selezione del materiale e prototipazione alla produzione ad alto volume, garantendo qualità e coerenza. Lasciate che vi aiutiamo a risolvere le sfide uniche della vostra applicazione.
Contatta KINTEK oggi stesso per discutere il tuo progetto e richiedere un preventivo!
Guida Visiva
Prodotti correlati
- Sistema di Filtrazione Personalizzato in PTFE Resistente agli Acidi Grado Semiconduttore ad Alta Purezza per Processi Chimici
- Filtro PTFE ad Alta Purezza con Connessioni Valvola PFA e Piastra Setto Integrata per il Trattamento di Fluidi Corrosivi
- Sistema Personalizzato di Lisciviazione a Gravità in PTFE Vergine per Acqua Pura, Resistente alla Corrosione, a Basso Fondo, per Dispositivi di Laboratorio ad Altissima Purezza
- Apparecchio di ricaduta a condensazione personalizzato in PTFE con serpentina e sistema di raccolta con pallone per il trattamento di prodotti chimici corrosivi
- Porta wafer personalizzato in PTFE resistente alla corrosione per lavorazione del polisilicio semiconduttore ad alta temperatura
Domande frequenti
- In che modo l'idrofobicità dei filtri in PTFE ne avvantaggia l'uso? Garantire un flusso di gas ininterrotto e la filtrazione dei solventi
- Cosa rende i sistemi di filtrazione in PTFE vantaggiosi per l'uso industriale e scientifico? Stabilità chimica e termica senza pari
- Quali sono le applicazioni tipiche dei filtri in PTFE nella filtrazione scientifica? Padroneggiare la filtrazione di sostanze chimiche aggressive e gas
- Perché i filtri in PTFE sono vantaggiosi per l'analisi gravimetrica? Ottieni una precisione e un'accuratezza senza pari
- Quali dimensioni e opzioni di porosità sono disponibili per i filtri in PTFE? Scegli il filtro giusto per la tua applicazione



















