Per creare forme rotonde o coniche in politetrafluoroetilene (PTFE), la tecnica di lavorazione ideale è la tornitura. Sebbene il PTFE sia eccezionalmente facile da lavorare sulle attrezzature standard, le sue proprietà uniche — vale a dire la sua morbidezza, l'elevata dilatazione termica e la tendenza a deformarsi sotto pressione — richiedono un approccio specifico. Il successo dipende meno dalla macchina stessa e più dalla corretta scelta degli utensili, delle velocità e delle tecniche di manipolazione.
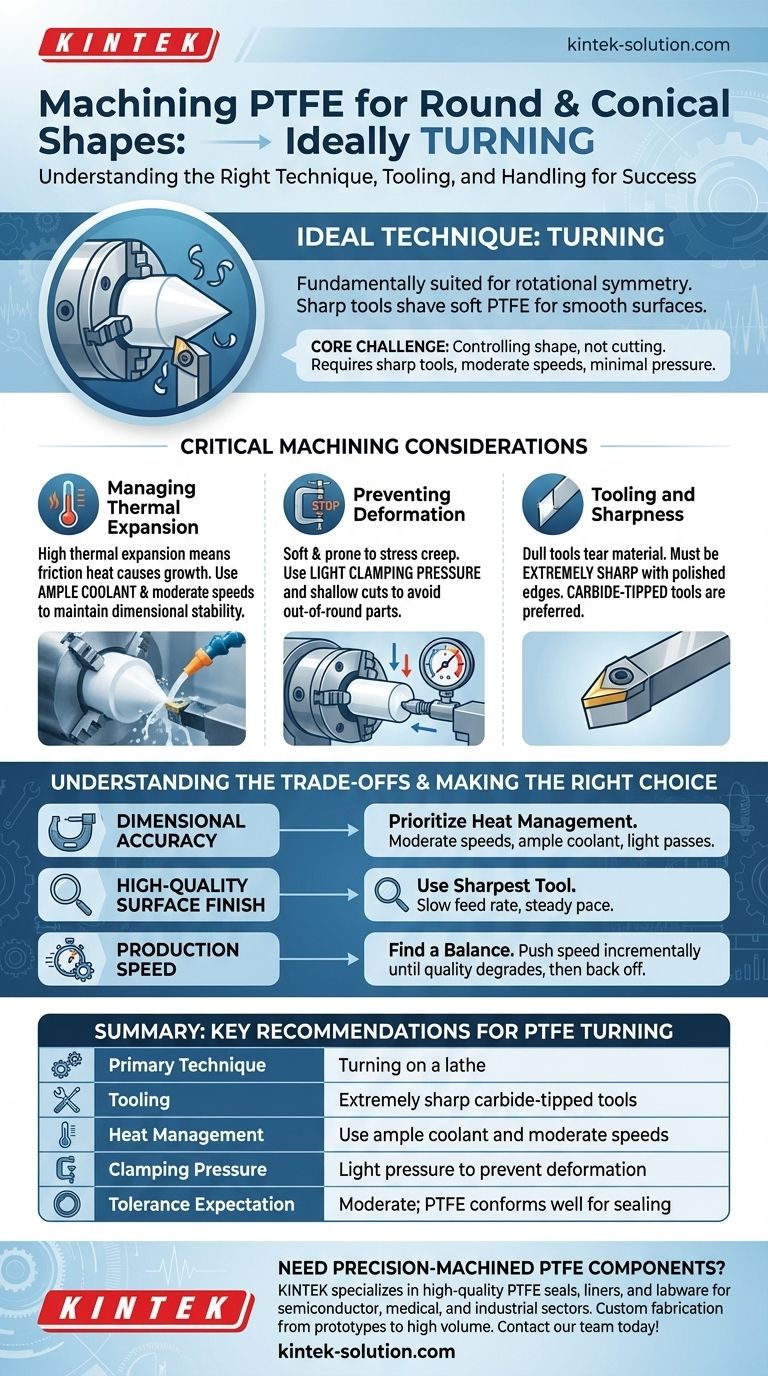
La sfida principale nella lavorazione del PTFE non è tagliarlo, ma controllarne la forma. La tornitura è il metodo corretto per le parti rotonde, ma ottenere la precisione dimensionale richiede la gestione dell'instabilità intrinseca del materiale con utensili affilati, velocità moderate e pressione minima.
Perché la tornitura è la scelta giusta per il PTFE
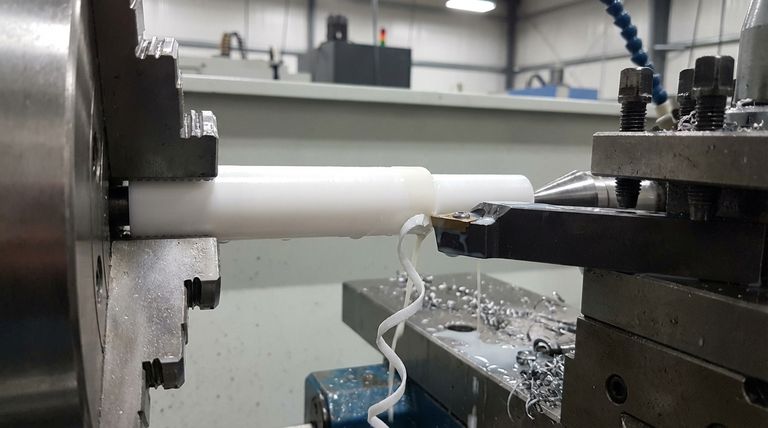
La tornitura è un processo di lavorazione in cui un utensile da taglio, tipicamente un utensile a punta singola, si muove linearmente mentre il pezzo ruota. Questo metodo è fondamentalmente adatto per creare parti con simmetria rotazionale.
La meccanica della tornitura
Un tornio fissa e ruota il materiale grezzo di PTFE ad alta velocità. Un utensile da taglio stazionario viene quindi avanzato nel materiale, rimuovendo precisamente il materiale per creare profili cilindrici, rastremature (coni), scanalature e facce. Questa azione di taglio continua è perfetta per produrre le superfici lisce e simmetriche richieste per le parti rotonde.
Come le proprietà del PTFE si allineano con la tornitura
La morbidezza del PTFE significa che offre una resistenza molto bassa a un utensile da taglio affilato. In un'operazione di tornitura, ciò consente un'azione di taglio pulita che rimuove il materiale in modo uniforme. A differenza della fresatura, che può comportare tagli interrotti, l'impegno costante di un utensile da tornio fornisce una finitura costante ideale per questo materiale.
Considerazioni critiche sulla lavorazione per il PTFE
Mettere semplicemente il PTFE su un tornio non è sufficiente. È necessario gestire attivamente le sue proprietà per ottenere un risultato accurato. Gli obiettivi principali sono minimizzare il calore e prevenire la deformazione fisica.
Gestione della dilatazione termica
Il PTFE ha un coefficiente di dilatazione termica eccezionalmente elevato. L'attrito del taglio genera calore, causando l'espansione significativa del materiale. Se non controllato, un pezzo misurato come corretto quando è caldo risulterà sottodimensionato una volta raffreddato.
L'uso di una generosa quantità di liquido refrigerante o lubrificante è essenziale per dissipare questo calore alla fonte. Abbinata a velocità di taglio moderate, questa è la strategia più efficace per mantenere la stabilità dimensionale.
Prevenzione della deformazione
Il materiale è morbido e soggetto a scorrimento viscoso (stress creep), il che significa che si deformerà nel tempo sotto pressione costante. Serrare eccessivamente le griffe del mandrino su un tornio comprimerà il materiale, portando a un pezzo fuori tondo o sottodimensionato una volta rilasciata la pressione.
Utilizzare sempre una pressione di serraggio leggera — appena sufficiente per tenere saldamente il pezzo. Allo stesso modo, utilizzare una profondità di passata ridotta per evitare di spingere il materiale lontano dall'utensile anziché tagliarlo.
Utensili e affilatura
Gli utensili smussati non taglieranno il PTFE; lo strapperanno e lo deformeranno, con conseguente scarsa finitura superficiale e dimensioni imprecise. Gli utensili devono essere estremamente affilati con un tagliente lucidato per garantire un'azione di taglio pulita.
L'acciaio super rapido (HSS) è accettabile, ma gli utensili rivestiti in metallo duro (carbide) sono preferiti per la loro superiore ritenzione del tagliente e le prestazioni.
Comprendere i compromessi
La lavorazione del PTFE comporta il bilanciamento di fattori in competizione. Comprendere questi compromessi è fondamentale per evitare frustrazioni comuni.
La sfida delle tolleranze strette
Ottenere tolleranze strette e precise con il PTFE è difficile e spesso non necessario. La sua naturale resilienza gli consente di conformarsi e sigillare in molte applicazioni. Spesso è meglio progettare il pezzo per sfruttare questa proprietà piuttosto che combattere la natura del materiale richiedendo una precisione rigida che non può mantenere.
Finitura superficiale rispetto alla velocità
Sebbene sia possibile lavorare il PTFE ad alte velocità, farlo genera più calore e rischia una scarsa finitura superficiale. Per la migliore finitura possibile, privilegiare velocità di avanzamento lente e utensili molto affilati rispetto alle alte velocità di rotazione. Ciò conferisce all'utensile il tempo di creare un'azione di taglio liscia.
La necessità del refrigerante
Sebbene tagli brevi o grezzi possano talvolta essere eseguiti a secco, qualsiasi lavoro che richieda precisione esige un refrigerante. Lavorare senza di esso garantisce un accumulo di calore, che è la fonte principale di errore dimensionale quando si lavora con il PTFE.
Fare la scelta giusta per il tuo obiettivo
Seleziona i parametri in base al risultato più importante per il tuo pezzo specifico.
- Se il tuo obiettivo principale è la precisione dimensionale: Dai priorità alla gestione del calore con velocità moderate, refrigerante abbondante e passate leggere per prevenire la dilatazione termica.
- Se il tuo obiettivo principale è una finitura superficiale di alta qualità: Utilizza l'utensile più affilato e lucidato possibile combinato con una velocità di avanzamento lenta e costante.
- Se il tuo obiettivo principale è la velocità di produzione: Trova un equilibrio; spingere la velocità in modo troppo aggressivo comprometterà sia la precisione che la finitura, quindi aumenta la velocità in modo incrementale fino a quando la qualità inizia a degradarsi, quindi fai un leggero passo indietro.
In definitiva, lavorare con successo il PTFE deriva dal rispetto delle proprietà del materiale piuttosto che dal tentativo di forzarlo a comportarsi come il metallo.
Tabella riassuntiva:
| Considerazione chiave | Raccomandazione per la tornitura del PTFE |
|---|---|
| Tecnica principale | Tornitura su tornio |
| Utensili | Utensili rivestiti in metallo duro estremamente affilati |
| Gestione del calore | Utilizzare refrigerante abbondante e velocità moderate |
| Pressione di serraggio | Pressione leggera per prevenire la deformazione |
| Aspettativa di tolleranza | Moderata; il PTFE si conforma bene per la sigillatura |
Hai bisogno di componenti in PTFE lavorati con precisione? KINTEK è specializzata nella produzione di guarnizioni, rivestimenti e vetreria da laboratorio in PTFE di alta qualità per i settori dei semiconduttori, medico e industriale. La nostra esperienza nella fabbricazione personalizzata — dai prototipi agli ordini ad alto volume — garantisce che i tuoi pezzi siano realizzati con le tecniche precise e la cura che il PTFE richiede. Contatta oggi il nostro team per discutere le esigenze del tuo progetto e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Produttore di parti in PTFE personalizzate per contenitori e componenti in teflon
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Disco di dispersione PTFE per alimenti e cosmetici, pala di agitazione larga antiaderente e resistente alla corrosione, girante personalizzabile
- Manicotti e tubi cavi in PTFE personalizzati per applicazioni avanzate
Domande frequenti
- Quali sono i vantaggi chiave del PTFE nella fabbricazione su misura? Sblocca le prestazioni in condizioni estreme
- Quali settori traggono maggior beneficio dalle parti in PTFE personalizzate? Risolvere le sfide degli ambienti estremi
- Quali sono le proprietà chiave del Teflon (PTFE) utilizzate nei componenti personalizzati? | Ottieni le massime prestazioni
- Quali capacità produttive sono associate ai componenti in PTFE? Sblocca la precisione con la lavorazione esperta
- Quali sono le dimensioni minime e massime per la lavorazione meccanica dei pezzi in PTFE? Progettare per il successo senza limiti universali



















