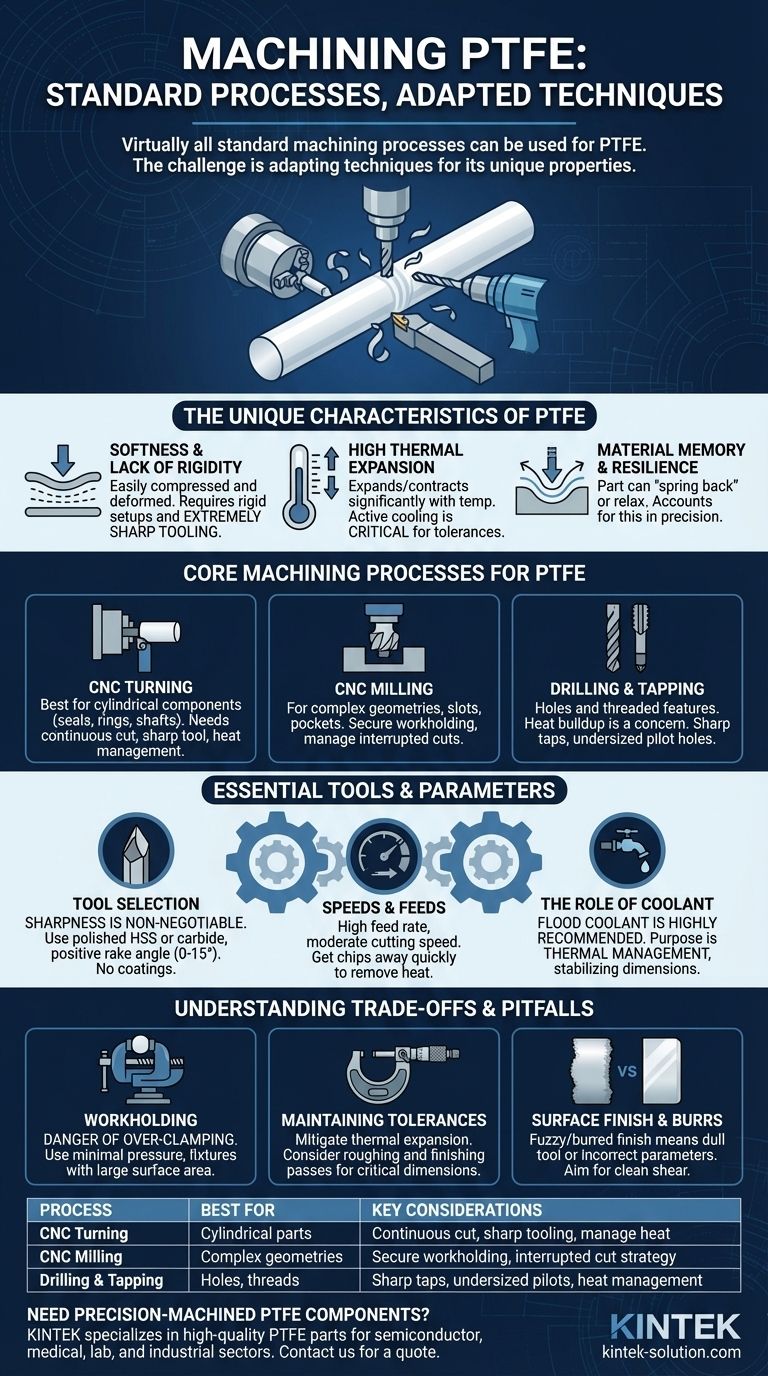
Praticamente tutti i processi di lavorazione standard possono essere utilizzati per il PTFE. Il politetrafluoroetilene è un polimero morbido a basso attrito che può essere facilmente tagliato, tornito, fresato e forato utilizzando attrezzature convenzionali, comprese le macchine CNC. La vera sfida non è quali processi si possono usare, ma come si adatta la propria tecnica per accogliere le proprietà uniche del materiale.
Il principio fondamentale della lavorazione del PTFE è la gestione delle sue caratteristiche distintive: elevata espansione termica, intrinseca morbidezza e mancanza di rigidità. Sebbene i processi siano standard, il successo richiede utensili specializzati, strategie specifiche di velocità e avanzamento e un'attenta tenuta del pezzo per prevenire deformazioni e mantenere l'accuratezza dimensionale.

Le Caratteristiche Uniche di Lavorazione del PTFE
Comprendere perché il PTFE si comporta in un certo modo è il primo passo per lavorarlo efficacemente. Le sue proprietà sono fondamentalmente diverse dai metalli e persino da altre plastiche.
Morbidezza e Mancanza di Rigidità
Il PTFE è un materiale eccezionalmente morbido. Ciò significa che può essere facilmente compresso, deformato o spinto via dalla pressione dell'utensile da taglio anziché essere tagliato in modo netto.
Questa caratteristica rende assolutamente essenziali configurazioni rigide della macchina e utensili estremamente affilati.
Elevata Espansione Termica
Il PTFE si espande e si contrae con i cambiamenti di temperatura molto più della maggior parte dei materiali. Il calore generato durante un'operazione di taglio può causare un'espansione significativa del materiale, rovinando le tolleranze.
Una volta che il pezzo si raffredda, si restringerà, risultando in una dimensione finale inferiore a quella misurata durante il taglio. Ciò rende il raffreddamento attivo una variabile di processo critica.
Memoria del Materiale e Resilienza
Grazie alla sua resilienza, un pezzo in PTFE lavorato può conformarsi alle superfici di accoppiamento, motivo per cui tolleranze estremamente strette non sono sempre necessarie.
Tuttavia, questa stessa proprietà significa che il materiale può "rimbalzare" leggermente dopo un taglio o rilassarsi dopo essere stato rilasciato da un dispositivo di fissaggio, il che deve essere preso in considerazione quando è richiesta precisione.
Processi di Lavorazione Fondamentali per il PTFE
Le attrezzature CNC e manuali standard sono perfettamente adatte per il PTFE. I seguenti processi sono i più comuni.
Tornitura CNC
La tornitura CNC è ideale per la produzione di componenti cilindrici come guarnizioni, anelli, isolatori e alberi. L'azione di taglio continua funziona bene con il PTFE, a condizione che l'utensile sia sufficientemente affilato da creare un movimento di taglio liscio.
Fresatura CNC
La fresatura viene utilizzata per creare geometrie più complesse, scanalature, tasche e superfici piane. Poiché la fresatura comporta un taglio interrotto, è fondamentale assicurarsi che il pezzo sia saldamente bloccato senza essere distorto.
Foratura e Maschiatura
La foratura di fori nel PTFE è semplice, ma l'accumulo di calore è una preoccupazione importante, specialmente con fori più profondi. La maschiatura di filettature richiede maschi affilati e spesso la foratura del foro pilota leggermente sottodimensionata per tenere conto della tendenza del materiale a deformarsi.
Strumenti e Parametri Essenziali per il Successo
La scelta degli utensili e delle impostazioni della macchina determinerà la qualità del pezzo finale. L'obiettivo è sempre quello di tagliare il materiale in modo netto con un input di calore minimo.
Selezione degli Utensili: L'Affilatura è Non Negoziabile
Il fattore più importante è l'affilatura dell'utensile. Un utensile smussato arerà il materiale invece di tagliarlo, generando calore eccessivo e una scarsa finitura superficiale.
Utilizzare utensili in acciaio rapido (HSS) o carburo con taglienti molto affilati e lucidati. Un angolo di spoglia positivo (0–15 gradi) riduce le forze di taglio e aiuta a staccare il materiale in modo uniforme. Gli utensili non rivestiti sono spesso preferiti poiché alcuni rivestimenti possono aumentare l'attrito.
Velocità e Avanzamenti: Un Approccio Controintuitivo
La strategia per il PTFE è quella di allontanare il truciolo dal pezzo il più rapidamente possibile prima che possa trasferire calore. Ciò spesso significa utilizzare un elevato avanzamento combinato con una velocità di taglio moderata.
I punti di partenza raccomandati sono velocità di taglio di 200-500 piedi superficiali al minuto (SFM) e avanzamenti di 0,002-0,010 pollici per giro. Questi sono solo punti di partenza; regolare sempre in base alla formazione del truciolo e alla finitura superficiale risultanti.
Il Ruolo del Refrigerante
L'uso di un sistema di raffreddamento a inondazione è altamente raccomandato. Il suo scopo principale non è la lubrificazione ma la gestione termica. Il refrigerante allontana il calore dal pezzo, stabilizzandone le dimensioni e prevenendo tagli imprecisi dovuti all'espansione termica.
Comprendere i Compromessi e le Insidie
Evitare errori comuni è fondamentale per una lavorazione efficiente e precisa del PTFE.
Bloccaggio del Pezzo: Il Pericolo di un Serraggio Eccessivo
Poiché il PTFE è così morbido, è molto facile deformarlo in una morsa o in un mandrino. Applicare una pressione di serraggio minima, appena sufficiente a tenere il pezzo saldamente.
L'uso di dispositivi di fissaggio con una grande superficie può aiutare a distribuire la forza di serraggio e minimizzare la deformazione del pezzo.
Mantenimento delle Tolleranze
Ottenere tolleranze strette è possibile ma richiede un rigoroso controllo del processo. La chiave è mitigare l'espansione termica attraverso utensili affilati, velocità e avanzamenti appropriati e un'abbondante applicazione di refrigerante.
Per le dimensioni critiche, considerare l'esecuzione di passaggi di sgrossatura per rimuovere la maggior parte del materiale, seguiti da un leggero passaggio di finitura dopo che il pezzo si è stabilizzato.
Finitura Superficiale e Bave
Una finitura superficiale sfocata o con bave è un chiaro segno che l'utensile da taglio è smussato o che i parametri non sono corretti. Il PTFE dovrebbe essere lavorato con una finitura pulita, quasi lucida, quando l'utensile taglia il materiale correttamente.
Fare la Scelta Giusta per il Tuo Obiettivo
Il tuo approccio dovrebbe essere adattato ai requisiti della tua specifica applicazione.
- Se il tuo obiettivo principale è la prototipazione rapida o pezzi non critici: Gli utensili HSS standard affilati funzioneranno bene e potrai concentrarti su velocità di rimozione del materiale più elevate.
- Se il tuo obiettivo principale sono componenti di alta precisione: Investi in utensili in carburo affilati dedicati, usa abbondante refrigerante e pianifica passaggi di sgrossatura e finitura separati per gestire la stabilità termica.
- Se il tuo obiettivo principale è la produzione ad alto volume: La coerenza è fondamentale. Utilizza attrezzature CNC con refrigerante a inondazione e stabilisci un rigoroso programma di sostituzione degli utensili per garantire che i taglienti rimangano perfettamente affilati.
Padroneggiare la lavorazione del PTFE si riduce a rispettare le proprietà uniche del materiale e ad adattare le tecniche standard di conseguenza.
Tabella Riepilogativa:
| Processo | Ideale Per | Considerazioni Chiave |
|---|---|---|
| Tornitura CNC | Pezzi cilindrici (guarnizioni, anelli, alberi) | Taglio continuo, utensili affilati, gestione del calore |
| Fresatura CNC | Geometrie complesse, scanalature, tasche | Bloccaggio sicuro del pezzo, strategia di taglio interrotto |
| Foratura e Maschiatura | Fori e caratteristiche filettate | Maschi affilati, fori pilota sottodimensionati, gestione del calore |
Hai bisogno di Componenti in PTFE Lavorati con Precisione?
KINTEK è specializzata nella produzione di componenti in PTFE di alta qualità, inclusi sigilli, rivestimenti e attrezzature da laboratorio personalizzate, per i settori dei semiconduttori, medico, di laboratorio e industriale. Comprendiamo le sfumature della lavorazione del PTFE e sfruttiamo la nostra esperienza per fornire pezzi con eccezionale precisione dimensionale, dai prototipi alle produzioni ad alto volume.
Lascia che mettiamo le nostre capacità di produzione di precisione e fabbricazione personalizzata al tuo servizio.
Contatta il nostro team oggi per discutere i requisiti del tuo progetto e ottenere un preventivo.
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
Domande frequenti
- Quali sono alcune applicazioni comuni del PTFE lavorato? Sfruttare le sue proprietà uniche per applicazioni impegnative
- Quali sono i principali vantaggi dell'utilizzo del PTFE per componenti personalizzati? Risolvere complesse sfide ingegneristiche
- Perché il PTFE lavorato è popolare nel campo medico? Biocompatibilità e precisione ineguagliabili
- Come vengono prodotti tipicamente i contenitori e le apparecchiature da laboratorio in PTFE? All'interno del processo di lavorazione meccanica di precisione
- I componenti in PTFE possono essere personalizzati in base a requisiti specifici? Ottieni componenti in PTFE personalizzati di precisione



















