Per lavorare efficacemente il Teflon (PTFE), è necessario regolare principalmente le velocità di taglio, gli avanzamenti e la profondità di passata. L'obiettivo centrale di queste regolazioni è minimizzare la generazione di calore e la pressione fisica, poiché le proprietà uniche del Teflon lo rendono altamente suscettibile all'espansione termica e alla deformazione.
La sfida fondamentale nella lavorazione del Teflon non è la durezza del materiale, ma la stabilità del materiale. Il successo dipende interamente dalla gestione della sua morbidezza, dell'elevata espansione termica e del basso attrito, impiegando utensili affilati, raffreddamento costante e forze di taglio leggere per evitare l'accumulo di calore e la deformazione del pezzo.

La Sfida Principale: Gestire Calore e Morbidezza
Prima di regolare qualsiasi parametro, è necessario comprendere le proprietà che rendono unico il Teflon. Le sue sfide non sono legate alla resistenza, ma alla sua instabilità intrinseca sotto le forze di lavorazione tipiche.
Elevata Espansione Termica
Il Teflon ha un coefficiente di espansione termica molto elevato. Anche una piccola quantità di calore generata dall'attrito durante il taglio farà espandere significativamente il materiale, rendendo impossibile mantenere tolleranze strette.
Morbidezza del Materiale e Scorrimento (Creep)
Il PTFE è un materiale estremamente morbido. Questa morbidezza fa sì che possa deformarsi facilmente sotto la pressione di serraggio o a causa della forza di un utensile da taglio smussato. È anche soggetto allo scorrimento sotto sforzo (stress creep), dove il materiale si deforma lentamente nel tempo se mantenuto sotto pressione, complicando ulteriormente l'accuratezza dimensionale.
Basso Attrito e Bloccaggio del Pezzo
Il coefficiente di attrito notoriamente basso rende il Teflon scivoloso e difficile da tenere saldamente in una morsa o in un mandrino. L'istinto naturale è stringere di più, ma questo porta direttamente alla deformazione del pezzo a causa della morbidezza del materiale.
Rischio di Rilascio di Gas Tossici
La sicurezza è un parametro critico. Se il Teflon viene riscaldato al di sopra dei 250°C (482°F), inizia a decomporsi e può rilasciare gas tossici. Un raffreddamento e una ventilazione adeguati non sono solo per la qualità del pezzo; sono misure di sicurezza essenziali.
Ottimizzazione dei Parametri di Lavorazione
Le regolazioni primarie dovrebbero tutte servire allo scopo di ridurre il calore e la forza fisica sul pezzo. Questo spesso sembra controintuitivo rispetto alla lavorazione dei metalli.
Regolazione delle Velocità di Taglio e degli Avanzamenti
La regola generale è utilizzare alte velocità di taglio combinate con un avanzamento da basso a moderato. Una velocità di superficie elevata consente a un utensile affilato di tranciare il materiale in modo netto, mentre un avanzamento basso riduce la pressione di taglio e minimizza l'accumulo di attrito e calore.
Controllo della Profondità di Passata
Utilizzare sempre una profondità di passata ridotta (shallow depth of cut). Effettuare passate leggere riduce le forze di taglio, impedisce all'utensile di "spingere" il materiale invece di tagliarlo, e genera significativamente meno calore per passata.
Il Ruolo Critico del Refrigerante
Un flusso costante di refrigerante non è negoziabile. Il refrigerante svolge due funzioni principali: rimuove immediatamente qualsiasi calore generato sul tagliente e aiuta a spazzare via i trucioli morbidi e filiformi che possono avvolgersi attorno all'utensile e al pezzo.
La Selezione degli Utensili Giusti è un Parametro Chiave
Il tipo e le condizioni dei vostri utensili sono importanti quanto le velocità e gli avanzamenti impostati.
La Necessità di Bordi Estremamente Affilati
I vostri utensili da taglio devono essere il più affilati possibile. Gli utensili in acciaio super rapido (HSS) o in metallo duro sono entrambi efficaci, ma l'affilatura del bordo è il fattore più importante. Un bordo affilato trancia nettamente il materiale, mentre un bordo smussato lo ara, generando un attrito immenso e deformando il pezzo.
Utilizzo di Angoli di Rake Positivi
Gli utensili con un angolo di rake positivo elevato e un notevole gioco sono ideali. Questa geometria aiuta a sollevare il truciolo lontano dal pezzo, riducendo l'attrito, il calore e la probabilità che si formino bave sul bordo finito.
Considerazione di Utensili Specializzati
Per operazioni come la foratura, le punte standard sono spesso inefficaci. Le punte elicoidali paraboliche sono molto migliori per l'evacuazione dei trucioli. Per la migliore finitura superficiale e durata dell'utensile in assoluto, le frese specializzate rivestite di diamante offrono prestazioni superiori.
Comprendere i Compromessi e le Insidie
Lavorare con successo il Teflon richiede di evitare errori comuni che derivano dal trattarlo come un metallo o una plastica più dura.
Insidia: Serraggio Eccessivo del Pezzo
L'errore più comune è serrare troppo il pezzo, il che lo schiaccia e ne rovina l'accuratezza dimensionale. Utilizzare dime che distribuiscano la forza di serraggio su un'area ampia o un sistema a ganasce morbide per tenere il materiale saldamente senza deformarlo.
Insidia: Ignorare la Formazione di Bave
A causa della sua morbidezza, il Teflon è molto incline alla formazione di bave. Prevedere di eseguire un'operazione secondaria di sbavatura. L'utilizzo di un utensile estremamente affilato con un angolo di rake elevato è il modo migliore per minimizzarlo, ma raramente lo elimina completamente.
Insidia: Misurare un Pezzo Caldo
Non prendere mai una misura finale quando il pezzo è ancora caldo dalla lavorazione. A causa della sua elevata espansione termica, è necessario lasciare che il componente si raffreddi e si normalizzi alla temperatura ambiente prima di prendere misure critiche o effettuare una passata di finitura finale.
Effettuare le Regolazioni Corrette per il Vostro Obiettivo
Le vostre regolazioni specifiche dovrebbero essere guidate dal vostro obiettivo primario per il pezzo finito.
- Se la vostra attenzione principale è l'accuratezza dimensionale: Dare priorità al raffreddamento aggressivo e lasciare che il pezzo si normalizzi completamente alla temperatura ambiente prima di effettuare qualsiasi taglio o misura finale.
- Se la vostra attenzione principale è una finitura superficiale di alta qualità: Utilizzare utensili estremamente affilati con rake positivo elevato e un avanzamento ridotto per garantire un'azione di tranciatura netta piuttosto che spingere il materiale.
- Se la vostra attenzione principale è la sicurezza: Assicurare un'eccellente ventilazione e un flusso costante di refrigerante per mantenere le temperature ben al di sotto del punto di decomposizione di 250°C in ogni momento.
Rispettando le proprietà uniche del Teflon e dando priorità alla riduzione del calore e della pressione, è possibile ottenere risultati precisi e ripetibili.
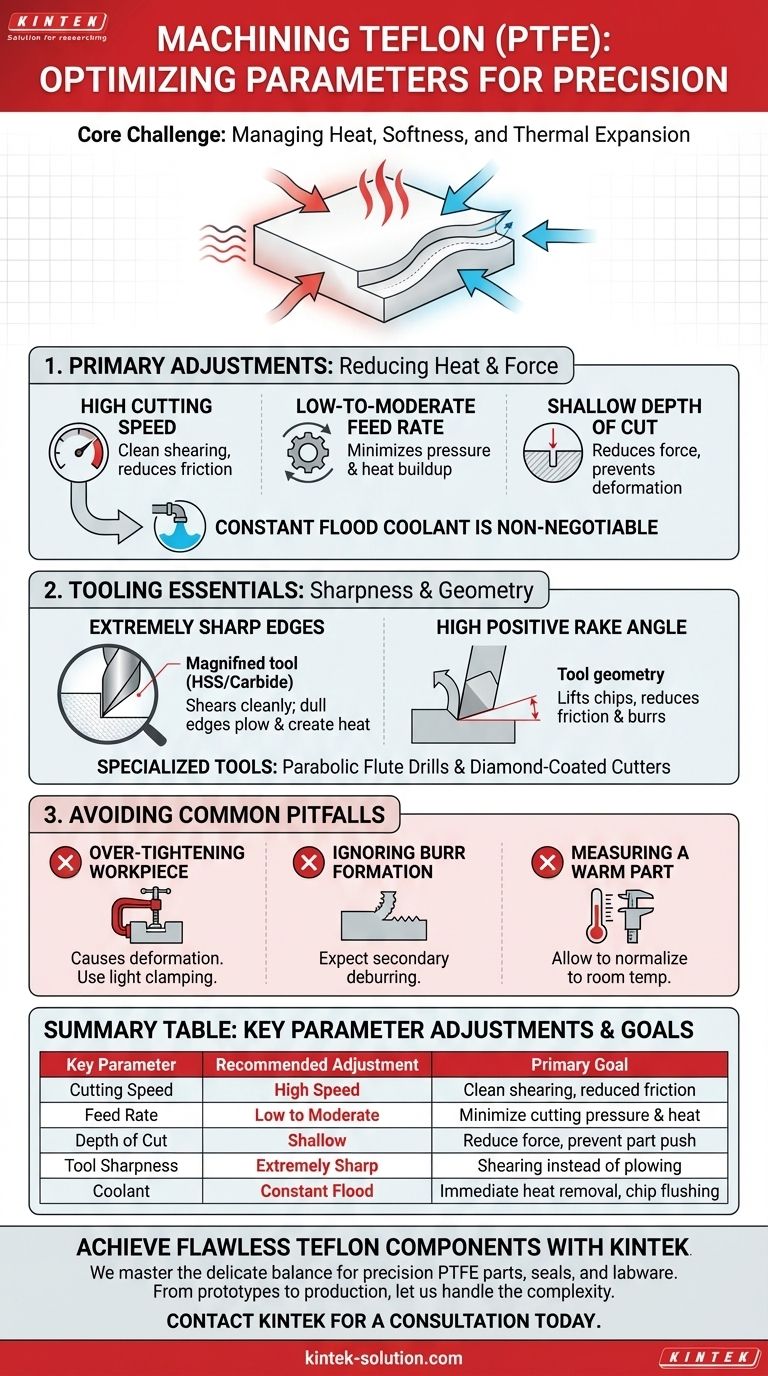
Tabella Riassuntiva:
| Parametro Chiave | Regolazione Consigliata | Obiettivo Primario |
|---|---|---|
| Velocità di Taglio | Alta Velocità | Tranciatura netta, riduzione dell'attrito |
| Avanzamento | Basso o Moderato | Minimizzare la pressione di taglio e il calore |
| Profondità di Passata | Ridotta (Shallow) | Ridurre la forza e prevenire la spinta del pezzo |
| Affilatura Utensile | Estremamente Affilato | Tranciare invece di arare il materiale |
| Refrigerante | Flusso Costante | Rimozione immediata del calore ed evacuazione dei trucioli |
Ottieni Componenti in Teflon Impeccabili con KINTEK
Lavorare il Teflon (PTFE) secondo specifiche precise richiede competenza e utensili specializzati. KINTEK produce componenti in PTFE ad alta precisione—comprese guarnizioni, rivestimenti e vetreria da laboratorio personalizzata—per i settori dei semiconduttori, medico e di laboratorio. Padroneggiamo il delicato equilibrio dei parametri per fornire componenti privi di deformazioni, con finiture superficiali superiori e tolleranze strette.
Lascia che ci occupiamo noi della complessità per te. Dai prototipi alla produzione ad alto volume, il nostro servizio di fabbricazione personalizzata assicura che le tue parti in PTFE soddisfino le tue esigenze esatte.
Contatta KINTEK oggi stesso per una consulenza e un preventivo per il tuo prossimo progetto.
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Setaccio di Reazione in PTFE ad Alta Temperatura con Strati Personalizzabili e Dimensioni dei Pori di Precisione per Dispositivi di Separazione Campioni Filettati
- Imbuto separatore a pressione costante in PTFE personalizzato, resistente alla corrosione, a basso fondo, per fiaschi PFA
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Dischi di dispersione e aste di agitazione personalizzati in PTFE per processi chimici e miscelazione di laboratorio
Domande frequenti
- I componenti in PTFE possono essere personalizzati in base a requisiti specifici? Ottieni componenti in PTFE personalizzati di precisione
- È possibile personalizzare i componenti in PTFE lavorato? Ottieni soluzioni di precisione per applicazioni esigenti
- Quali opzioni di personalizzazione sono disponibili per i materiali PTFE? Personalizza le prestazioni per la tua applicazione
- Quali sono alcune applicazioni comuni del PTFE lavorato? Sfruttare le sue proprietà uniche per applicazioni impegnative
- Cosa rende il PTFE lavorato adatto alle applicazioni industriali? Prestazioni ineguagliabili in condizioni estreme



















