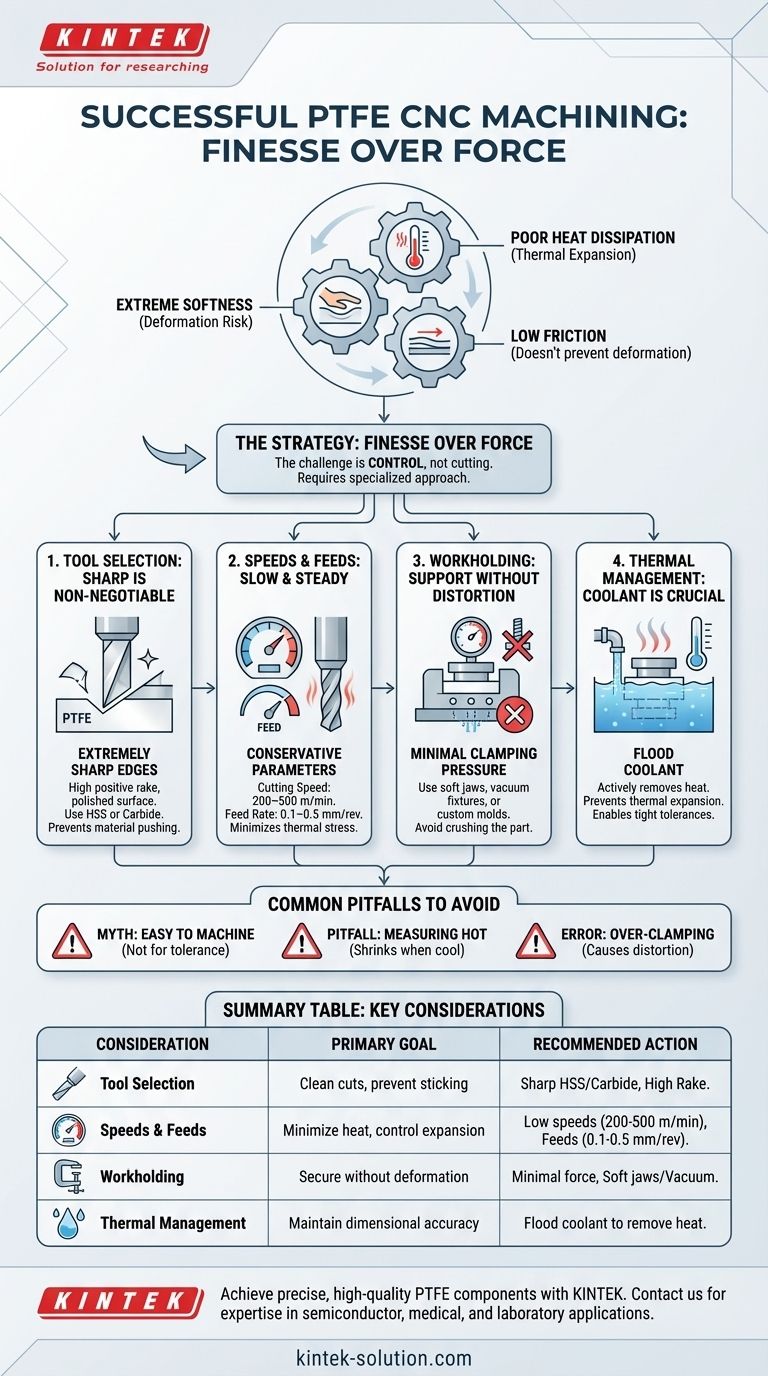
Per lavorare con successo il PTFE, è necessario adottare una strategia che tenga conto delle sue proprietà uniche: estrema morbidezza, scarsa dissipazione del calore ed elevata espansione termica. Ciò richiede l'uso di utensili eccezionalmente affilati, l'applicazione di una forza di serraggio minima per prevenire la deformazione e l'uso di basse velocità di taglio e velocità di avanzamento per gestire l'accumulo di calore e mantenere l'accuratezza dimensionale.
La sfida centrale della lavorazione del PTFE non è tagliare il materiale, ma controllarlo. A differenza dei metalli, che sono rigidi, il PTFE si deforma facilmente sotto pressione e si espande con il calore, rendendo essenziale un approccio di "finezza sulla forza" per ottenere tolleranze ristrette e una finitura di qualità.

Perché il PTFE richiede un approccio specializzato
Il politetrafluoroetilene (PTFE), spesso noto con il nome commerciale Teflon, è apprezzato per il suo basso attrito, l'inerzia chimica e la resistenza alle alte temperature. Tuttavia, le stesse proprietà che lo rendono prezioso nell'applicazione lo rendono anche impegnativo sulla macchina CNC.
La sfida della morbidezza e della bassa rigidità
Il PTFE è un materiale estremamente morbido. Ciò significa che offre poca resistenza a un utensile da taglio, ma significa anche che può essere facilmente compresso, allungato o deformato.
Applicare una pressione di serraggio eccessiva o utilizzare un utensile smussato non taglierà il materiale in modo netto, ma lo spingerà via, causando imprecisioni dimensionali e deformazioni.
Il paradosso dell'accumulo di calore
Sebbene il PTFE possa resistere a temperature estreme nella sua applicazione finale, è un cattivo conduttore termico. Non dissipa bene il calore durante la lavorazione.
Questo calore intrappolato fa sì che il materiale si espanda in modo significativo, una proprietà nota come elevato coefficiente di espansione termica. Questa espansione può rovinare le tolleranze ristrette, poiché un pezzo lavorato "a caldo" si restringerà e uscirà dalle specifiche man mano che si raffredda.
L'impatto del basso attrito
Il coefficiente di attrito eccezionalmente basso del PTFE è un vantaggio chiave, che riduce l'usura nei pezzi finiti. Durante la lavorazione, questa proprietà aiuta a ridurre l'attrito sull'utensile stesso.
Tuttavia, ciò non compensa la tendenza del materiale a deformarsi sotto pressione o a espandersi con il calore, che rimangono le sfide principali.
I pilastri della lavorazione di precisione del PTFE
Una strategia di successo per la lavorazione del PTFE si basa sul controllo preciso degli utensili, dei parametri della macchina e del bloccaggio del pezzo.
Selezione dell'utensile: l'affilatura è non negoziabile
Il fattore più importante è l'affilatura dell'utensile. Un bordo tagliente affilato taglia il materiale in modo netto anziché spingerlo.
Utilizzare utensili in acciaio super rapido (HSS) o in carburo con un angolo di spoglia molto positivo e una superficie lucida e liscia per evitare che il materiale si attacchi all'utensile.
Velocità e avanzamenti: lenti e costanti
Per prevenire l'accumulo di calore, è necessario utilizzare parametri di taglio conservativi. Le alte velocità generano attrito e calore, portando all'espansione termica.
Puntare a velocità di taglio ottimali tra 200–500 m/min e velocità di avanzamento di 0,1–0,5 mm/giro. Questi parametri più bassi riducono al minimo lo stress termico sul pezzo.
Bloccaggio del pezzo: supporto senza distorsione
Fissare correttamente il PTFE è fondamentale. Il serraggio standard a morsa è spesso troppo aggressivo e distorce il pezzo.
Utilizzare fissaggi che forniscano un ampio supporto con una pressione di serraggio minima. Ganasce morbide specializzate, fissaggi a vuoto o fissaggi personalizzati sono molto efficaci nel tenere saldamente il pezzo senza schiacciarlo.
Gestione termica: il ruolo dei refrigeranti
L'uso di un refrigerante a flusso svolge un duplice scopo: lubrifica il taglio e, cosa più importante, allontana attivamente il calore dal pezzo.
Questa gestione termica è cruciale per prevenire l'espansione termica che distrugge l'accuratezza dimensionale, consentendo di mantenere tolleranze molto più strette.
Errori comuni da evitare
Comprendere la teoria è una cosa; evitare gli errori comuni è un'altra. La consapevolezza di queste insidie è fondamentale per prevenire scarti di pezzi e tempo perso.
Il mito del "facile da lavorare"
Il PTFE è spesso descritto come avente un'alta lavorabilità. Ciò significa semplicemente che è facile da tagliare e causa pochissima usura dell'utensile.
Ciò non significa che sia facile mantenere tolleranze ristrette. La sfida sta nel controllare la risposta fisica del materiale al processo di lavorazione.
Inseguire le tolleranze senza tenere conto dell'espansione
Un errore comune è misurare il pezzo mentre è ancora caldo dal processo di taglio. Le misurazioni saranno imprecise, poiché il pezzo si restringerà una volta raffreddato alla temperatura ambiente.
Consentire sempre al pezzo di normalizzare la propria temperatura prima di prendere le misurazioni finali per le dimensioni critiche.
Eccessivo serraggio: la causa principale della deformazione
L'istinto naturale è quello di serrare saldamente un pezzo. Con il PTFE, questo è il modo più rapido per rovinare un pezzo prima ancora di aver effettuato il primo taglio.
Iniziare sempre con la forza di serraggio minima assoluta richiesta per tenere il pezzo e aumentarla solo se necessario. L'obiettivo è fissare, non deformare.
Fare la scelta giusta per il tuo obiettivo
Il tuo obiettivo specifico determinerà quale aspetto del processo devi privilegiare.
- Se la tua attenzione principale è l'accuratezza dimensionale: Dai priorità alla gestione termica sopra ogni altra cosa utilizzando abbondante refrigerante e velocità conservative per prevenire l'espansione termica.
- Se la tua attenzione principale è una finitura superficiale superiore: Enfatizza l'uso di utensili estremamente affilati e lucidati con un elevato angolo di spoglia ed esegui passate di finitura leggere e costanti.
- Se stai lavorando pezzi complessi o a parete sottile: Concentrati su un bloccaggio del pezzo robusto e non deformante, poiché queste caratteristiche sono le più suscettibili alla deformazione sotto pressione.
Rispettando le proprietà uniche del PTFE invece di combatterle, è possibile trasformare le sue sfide di lavorazione in risultati prevedibili e di successo.
Tabella riassuntiva:
| Considerazione chiave | Obiettivo principale | Azione consigliata |
|---|---|---|
| Selezione utensile | Tagli netti, prevenire l'adesione del materiale | Utilizzare utensili HSS/carburo estremamente affilati con un angolo di spoglia positivo elevato. |
| Velocità e avanzamenti | Minimizzare l'accumulo di calore, controllare l'espansione | Utilizzare basse velocità (200-500 m/min) e velocità di avanzamento (0,1-0,5 mm/giro). |
| Bloccaggio del pezzo | Fissare il pezzo senza deformazione | Applicare una forza di serraggio minima; utilizzare ganasce morbide o fissaggi a vuoto. |
| Gestione termica | Mantenere l'accuratezza dimensionale | Utilizzare refrigerante a flusso per rimuovere attivamente il calore dal pezzo. |
Ottieni componenti in PTFE precisi e di alta qualità con KINTEK.
La lavorazione del PTFE per applicazioni nei semiconduttori, mediche o di laboratorio richiede competenze specializzate per superare le sue sfide uniche. KINTEK eccelle nella produzione di PTFE di precisione, dai prototipi personalizzati agli ordini ad alto volume. Sfruttiamo la nostra profonda conoscenza delle proprietà dei materiali per fornire pezzi che soddisfino le tolleranze più ristrette.
Lascia che la nostra esperienza lavori per te. Contatta KINTEK oggi stesso per discutere le esigenze del tuo progetto e ottenere un preventivo.
Guida Visiva
Prodotti correlati
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Tagliamembrane Quadrato e Dispositivo di Aliquotazione Filtri in PTFE ad Alta Purezza per Analisi in Traccia e Applicazioni in Laboratorio in Camera Bianca
Domande frequenti
- Quale materiale viene utilizzato per modellare la vetreria in PTFE? Il ruolo critico della resina PTFE pura
- Qual è l'intervallo di temperatura operativa per la vetreria in PTFE? Padroneggiare i limiti termici da -200°C a +260°C
- Che tipi di prodotti finiti vengono realizzati con il PTFE? Guarnizioni, cuscinetti, vetreria da laboratorio e altro ancora
- Quali sono i principali metodi di fabbricazione per gli apparecchi da laboratorio in PTFE? Approfondimenti degli esperti sull'ingegneria dei fluoropolimeri
- In che modo il PTFE minimizza la contaminazione del campione? Garantire una purezza senza pari per le analisi critiche



















