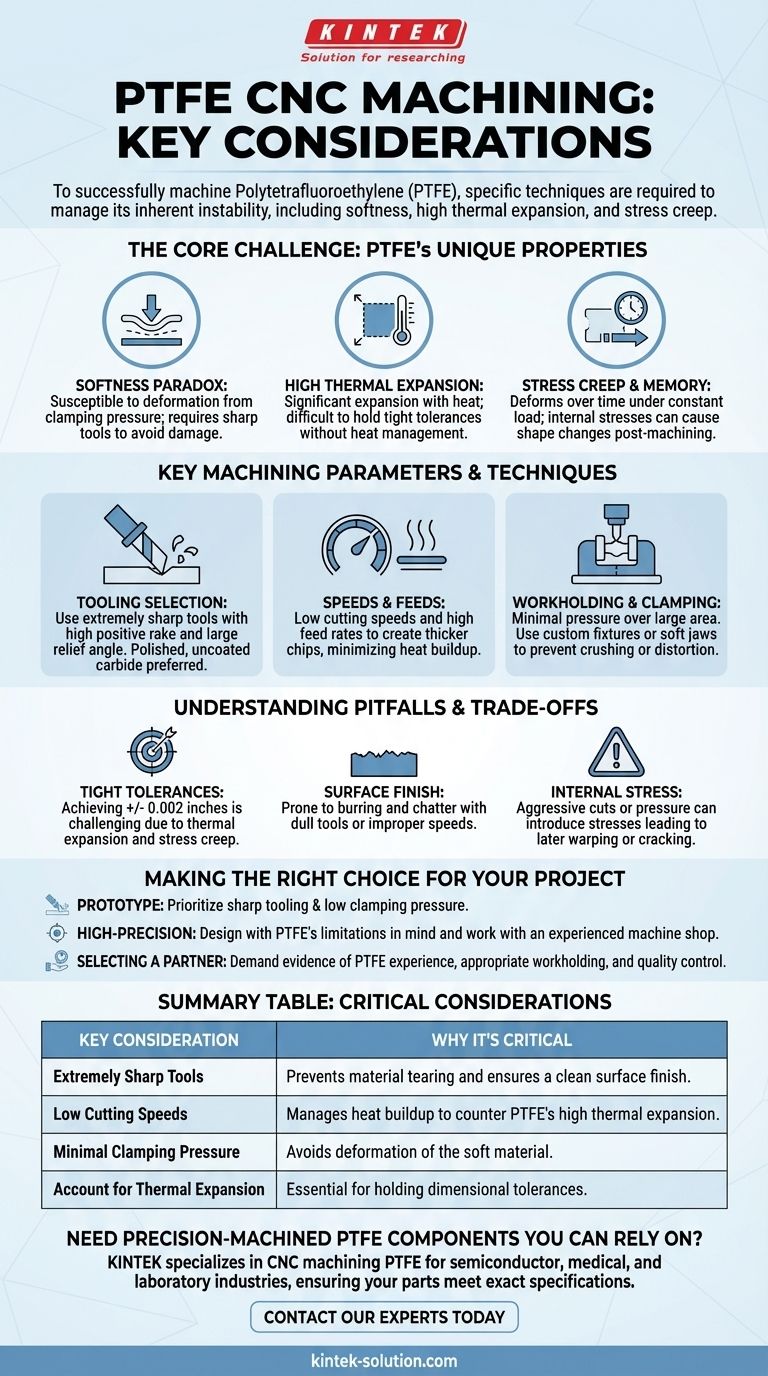
Per lavorare con successo il politetrafluoroetilene (PTFE), è necessario utilizzare utensili estremamente affilati, gestire basse velocità di taglio per prevenire l'accumulo di calore, utilizzare una pressione di serraggio minima per evitare deformazioni e tenere meticolosamente conto dell'alto tasso di dilatazione termica del materiale. Queste considerazioni non sono semplici pratiche consigliate; sono requisiti fondamentali per ottenere qualsiasi grado di precisione dimensionale con questo materiale unico.
La sfida centrale nella lavorazione CNC del PTFE non è la sua morbidezza, che lo rende facile da tagliare, ma la sua intrinseca instabilità. Il successo dipende interamente da tecniche che tengano conto della sua tendenza a deformarsi sotto pressione, ad espandersi con il calore e a scorrere nel tempo, piuttosto che cercare di forzarlo in un processo di lavorazione rigido.

La Sfida Centrale: Le Proprietà Uniche del PTFE
Comprendere perché il PTFE richiede una gestione così specifica è il primo passo per padroneggiarlo. I principali vantaggi del materiale, basso attrito e inerzia chimica, sono direttamente collegati alle proprietà che lo rendono difficile da lavorare con precisione.
Il Paradosso della Morbidezza
Il PTFE ha una bassa durezza Rockwell, il che lo rende eccezionalmente facile da tagliare. Tuttavia, questa stessa morbidezza significa che è altamente suscettibile alla deformazione dovuta alla pressione di serraggio e può essere facilmente danneggiato da utensili da taglio smussati o scheggiati, con conseguente scarsa finitura superficiale.
Elevata Dilatazione Termica
Il PTFE ha uno dei coefficienti di dilatazione termica più elevati tra i polimeri. Anche un piccolo aumento di temperatura dovuto al processo di taglio può far espandere significativamente il materiale, rendendo quasi impossibile mantenere tolleranze strette senza un'attenta gestione del calore.
Scorrimento da Stress (Stress Creep) e Memoria
Questo materiale è incline allo scorrimento da stress, il che significa che si deformerà lentamente nel tempo quando sottoposto a un carico costante (come quello di un morsetto o di un accoppiamento a pressione). Possiede anche una "memoria", per cui le sollecitazioni interne indotte durante la lavorazione possono far cambiare forma al pezzo ore o addirittura giorni dopo.
Parametri e Tecniche Chiave di Lavorazione
Per contrastare queste proprietà del materiale, è richiesta una serie specifica di parametri operativi. Questi sono inderogabili per ottenere un risultato di qualità.
Selezione degli Utensili
Il fattore più importante è l'affilatura dell'utensile da taglio. Gli utensili devono avere un angolo di spoglia positivo elevato e un ampio angolo di gioco. Gli utensili in carburo lucidati e non rivestiti sono spesso preferiti poiché generano meno attrito e calore.
Velocità e Avanzamenti
Per gestire la dilatazione termica, sono generalmente raccomandate basse velocità di taglio e alti avanzamenti. Questo approccio crea un truciolo più spesso che allontana il calore dal pezzo, riducendo al minimo l'accumulo di temperatura nel pezzo stesso.
Supporto del Pezzo e Serraggio
Le morse standard possono facilmente schiacciare o deformare il PTFE. Utilizzare una pressione di serraggio minima distribuita su una vasta area superficiale. Sono spesso necessari dispositivi di fissaggio personalizzati o ganasce morbide per tenere saldamente il pezzo senza introdurre stress o deformazioni.
Comprendere le Insidie e i Compromessi
La lavorazione del PTFE comporta l'accettazione di alcune limitazioni. Spingere il materiale oltre le sue capacità è una fonte comune di fallimento.
La Difficoltà delle Tolleranze Strette
Ottenere tolleranze più strette di +/- 0,002 pollici è estremamente impegnativo e richiede un operatore di macchine esperto. La combinazione di dilatazione termica e scorrimento da stress fa sì che la dimensione finale del pezzo possa differire dalla sua dimensione immediatamente dopo il taglio.
Sfide della Finitura Superficiale
Sebbene facile da tagliare, il PTFE è soggetto a bave e vibrazioni (chatter). Una finitura scarsa è spesso segno di un utensile smussato, calore eccessivo o velocità e avanzamenti impropri. Potrebbero essere necessarie tecniche di post-lavorazione come la pallinatura o la micro-lucidatura per le superfici critiche.
Rischio di Stress Interno
Tagli aggressivi, pressione di serraggio eccessiva o utensili smussati possono introdurre stress interni nel pezzo. Questo stress può causare la deformazione o la rottura del componente molto tempo dopo che la lavorazione è stata completata, portando a un guasto prematuro.
Fare la Scelta Giusta per il Tuo Progetto
Il tuo approccio dovrebbe essere dettato dai requisiti specifici del tuo componente.
- Se la tua priorità principale è un prototipo o un pezzo non critico: Dai la precedenza ai fondamenti di utensili affilati e bassa pressione di serraggio, poiché ciò preverrà i guasti più comuni.
- Se la tua priorità principale è un componente di alta precisione: Devi progettare il pezzo tenendo conto dei limiti del PTFE e lavorare con un'officina meccanica che abbia esperienza verificabile con questo materiale specifico.
- Se la tua priorità principale è la selezione di un partner di lavorazione: Richiedi prove della loro esperienza con il PTFE, conferma che utilizzano un supporto del pezzo appropriato e chiedi informazioni sul loro processo di controllo qualità per la gestione della dilatazione termica.
In definitiva, la lavorazione di successo del PTFE è una questione di rispetto della natura intrinseca del materiale piuttosto che di combatterla.
Tabella Riassuntiva:
| Considerazione Chiave | Perché È Critica |
|---|---|
| Utensili Estremamente Affilati | Previene lo strappo del materiale e assicura una finitura superficiale pulita. |
| Basse Velocità di Taglio | Gestisce l'accumulo di calore per contrastare l'elevata dilatazione termica del PTFE. |
| Pressione di Serraggio Minima | Evita la deformazione del materiale morbido. |
| Tenere Conto della Dilatazione Termica | Essenziale per mantenere le tolleranze dimensionali. |
Hai bisogno di componenti in PTFE lavorati di precisione su cui puoi contare?
In KINTEK, siamo specializzati nella lavorazione CNC del PTFE per i settori dei semiconduttori, medico e di laboratorio. La nostra esperienza nella gestione delle proprietà dei materiali come la dilatazione termica e lo scorrimento da stress assicura che le tue guarnizioni, rivestimenti e vetreria personalizzata soddisfino specifiche esatte, dai prototipi alla produzione ad alto volume.
Contatta oggi i nostri esperti per discutere il tuo progetto e ottenere un preventivo.
Guida Visiva
Prodotti correlati
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Setaccio di Reazione in PTFE ad Alta Temperatura con Strati Personalizzabili e Dimensioni dei Pori di Precisione per Dispositivi di Separazione Campioni Filettati
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
Domande frequenti
- Quali sono i principali metodi di fabbricazione per gli apparecchi da laboratorio in PTFE? Approfondimenti degli esperti sull'ingegneria dei fluoropolimeri
- Quali sono le principali proprietà di resistenza chimica delle apparecchiature di laboratorio in PTFE? Purezza e Inerzia Ineguagliabili
- Quali opzioni di personalizzazione sono disponibili per i materiali PTFE? Personalizza le prestazioni per la tua applicazione
- Quali sono gli usi del PTFE nelle apparecchiature mediche e di laboratorio? Scopri la biocompatibilità e la resistenza chimica
- In che modo il PTFE minimizza la contaminazione del campione? Garantire una purezza senza pari per le analisi critiche



















