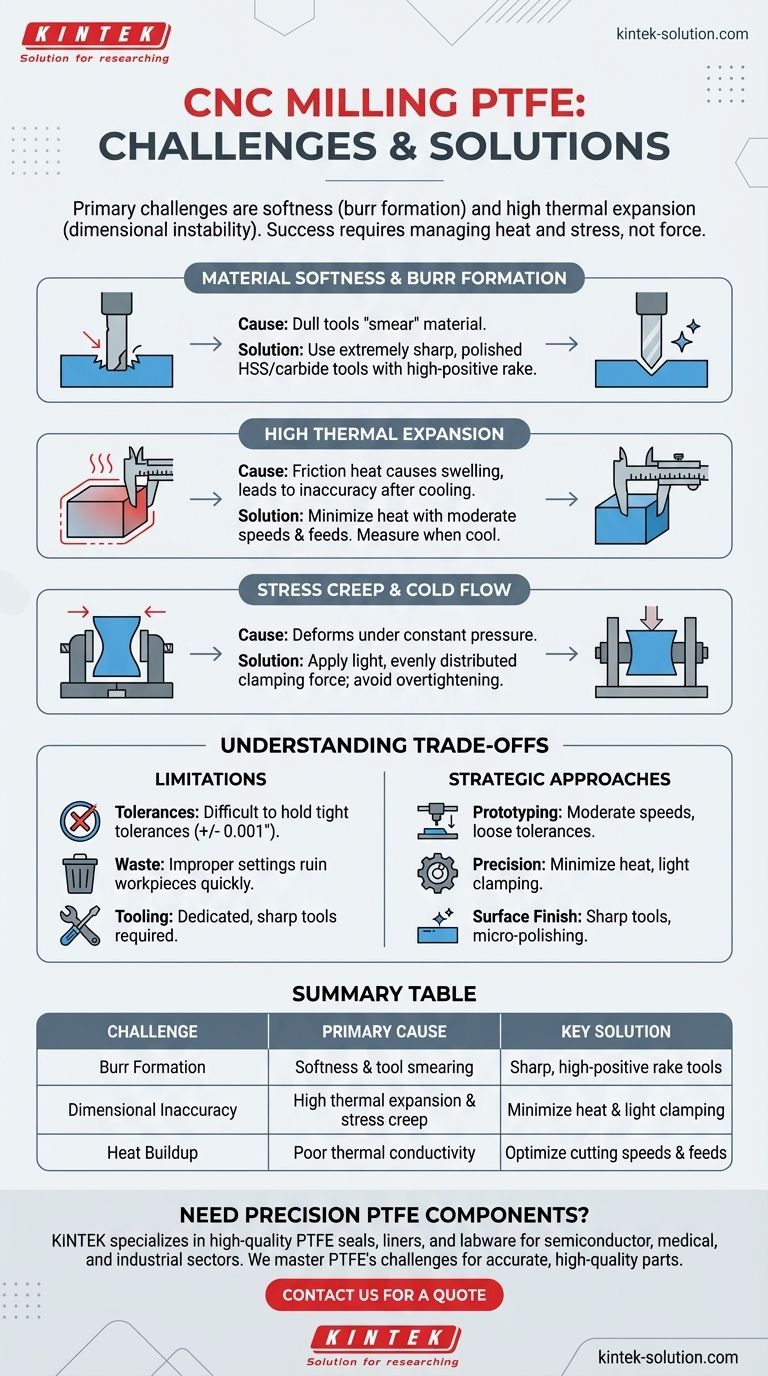
Le sfide principali nella fresatura CNC del PTFE sono la sua morbidezza, che porta alla formazione di bave, e il suo elevato coefficiente di dilatazione termica, che causa instabilità dimensionale. Lavorare con successo il politetrafluoroetilene (PTFE) richiede una strategia che tenga conto di queste proprietà intrinseche del materiale con utensili, impostazioni e tecniche di manipolazione specifiche.
La difficoltà fondamentale nella lavorazione del PTFE non è la sua durezza, ma la sua tendenza a deformarsi sotto calore e pressione. Il successo dipende dal lavorare con la natura del materiale gestendo la dilatazione termica e lo stress meccanico, piuttosto che cercare di forzarlo alla sottomissione.

Il problema principale: perché il PTFE si comporta in modo diverso
Per comprendere le sfide della fresatura del PTFE, è necessario prima comprenderne le proprietà fondamentali. A differenza dei metalli o delle plastiche rigide, il comportamento del PTFE sotto stress e calore detta l'intera strategia di lavorazione.
Analisi della morbidezza del PTFE
Il PTFE è un materiale eccezionalmente morbido. Durante la fresatura, un utensile da taglio smussato o progettato in modo errato tenderà a spingere o "spalmare" il materiale anziché tagliarlo nettamente.
Questa azione di spinta è la causa principale della formazione di bave pesanti, che si traduce in una finitura superficiale scadente e richiede operazioni di sbavatura secondarie.
L'alto coefficiente di dilatazione termica
Il PTFE si espande e si contrae con i cambiamenti di temperatura molto più della maggior parte dei materiali. L'attrito generato da un utensile da taglio produce calore localizzato, facendo gonfiare il materiale durante il processo di fresatura.
Se le dimensioni vengono misurate mentre il pezzo è ancora caldo, risulteranno fuori specifica una volta raffreddato e contratto. Ciò rende il raggiungimento della precisione dimensionale una sfida significativa.
Scorrimento da stress e flusso a freddo
Il PTFE è soggetto allo "scorrimento da stress", noto anche come flusso a freddo. Ciò significa che il materiale si deformerà lentamente nel tempo se sottoposto a una pressione costante, anche a temperatura ambiente.
Questa proprietà influisce direttamente sul bloccaggio del pezzo. Se un pezzo viene serrato troppo strettamente in una morsa, si comprimerà. Il pezzo potrebbe avere dimensioni perfette mentre è bloccato, ma risulterà impreciso una volta rilasciata la pressione e il materiale si rilassa.
Sfide pratiche di lavorazione e soluzioni
Queste proprietà del materiale creano problemi prevedibili in officina. Affrontarli richiede modifiche specifiche alle pratiche di fresatura standard.
Ottenere la precisione dimensionale
La combinazione di dilatazione termica e scorrimento da stress rende difficile mantenere tolleranze strette. La chiave è ridurre al minimo la generazione di calore e la pressione di bloccaggio.
Utilizzare velocità e avanzamenti di taglio moderati per ridurre l'attrito e l'accumulo di calore. Questo è il modo più efficace per gestire la dilatazione termica.
Prevenire la formazione di bave
Per ottenere un taglio netto anziché uno "spalmato", l'utensile da taglio è fondamentale. Utilizzare utensili da taglio estremamente affilati e lucidati, preferibilmente realizzati in acciaio super rapido (HSS) o carburo non rivestito.
Un angolo di spoglia positivo elevato sull'utensile aiuta a sollevare il truciolo e a tagliare il materiale in modo netto, riducendo drasticamente la formazione di bave.
Gestire l'accumulo di calore
Poiché il PTFE è un cattivo conduttore termico, il calore si concentra sul tagliente. Se non gestito, questo calore localizzato porta direttamente ai problemi di espansione precedentemente menzionati.
I refrigeranti possono aiutare, ma la prima linea di difesa è sempre un utensile affilato e velocità di taglio appropriate per evitare che il calore venga generato in primo luogo.
Fissare il pezzo senza distorsioni
Per contrastare lo scorrimento da stress, applicare solo la forza di serraggio sufficiente a tenere fermo il pezzo. Evitare di serrare eccessivamente a tutti i costi.
L'utilizzo di maschere con una superficie più ampia per distribuire la pressione di serraggio può anche aiutare a prevenire la compressione e la deformazione del materiale.
Comprendere i compromessi
Sebbene le proprietà del PTFE lo rendano ideale per alcune applicazioni come guarnizioni a basso attrito o componenti resistenti agli agenti chimici, introducono anche limitazioni inevitabili.
La limitazione delle tolleranze
A causa della sua intrinseca instabilità, il PTFE non è adatto per pezzi che richiedono tolleranze estremamente strette (ad esempio, +/- 0,001"). I progetti devono tenerne conto specificando tolleranze più generose, ove possibile.
Il rischio di spreco di materiale
Impostazioni errate possono rovinare rapidamente un pezzo in PTFE. La configurazione iniziale e i tagli di prova sono fondamentali per impostare i parametri corretti, il che può comportare alcuni scarti iniziali di materiale.
La necessità di utensili dedicati
Sebbene il PTFE sia facile da tagliare in linea di principio, ottenere un risultato di qualità richiede utensili specifici. Gli utensili devono essere mantenuti eccezionalmente affilati e dovrebbero idealmente essere dedicati solo alla lavorazione di plastiche morbide per evitare intaccature o smussature che degraderebbero le prestazioni.
Fare la scelta giusta per il tuo obiettivo
Il tuo approccio alla lavorazione del PTFE dovrebbe allinearsi direttamente con l'obiettivo finale del tuo progetto.
- Se la tua priorità principale è la prototipazione rapida: Sfrutta la facilità di lavorazione del PTFE con velocità moderate, ma progetta tenendo conto di tolleranze lasche.
- Se la tua priorità principale sono i componenti di alta precisione: Devi dare priorità alla riduzione al minimo del calore con utensili affilati e velocità di taglio controllate, utilizzando una pressione di bloccaggio bassa e distribuita uniformemente.
- Se la tua priorità principale è una finitura superficiale superiore: Utilizza utensili con angolo di spoglia positivo eccezionalmente affilati e considera operazioni secondarie come la micro-lucidatura dopo la fresatura.
In definitiva, la lavorazione di successo del PTFE deriva dal rispetto delle proprietà uniche del materiale, non dal combatterle.
Tabella riassuntiva:
| Sfida | Causa principale | Soluzione chiave |
|---|---|---|
| Formazione di bave | Morbidezza del materiale e spalmamento dell'utensile | Utilizzare utensili affilati con angolo di spoglia positivo elevato |
| Imprecisione dimensionale | Elevata dilatazione termica e scorrimento da stress | Ridurre al minimo il calore e utilizzare un bloccaggio leggero |
| Accumulo di calore | Scarsa conducibilità termica del PTFE | Ottimizzare velocità e avanzamenti di taglio |
Hai bisogno di componenti in PTFE lavorati di precisione?
In KINTEK, siamo specializzati nella produzione di guarnizioni, rivestimenti e vetreria in PTFE di alta qualità per i settori dei semiconduttori, medico e industriale. La nostra esperienza nella fabbricazione su misura ci consente di navigare con competenza le sfide della morbidezza e della dilatazione termica del PTFE, fornendo pezzi con la precisione dimensionale e la finitura superficiale superiore richieste dalla tua applicazione, dai prototipi alla produzione ad alto volume.
Contatta il nostro team oggi stesso per discutere i requisiti del tuo progetto e ottenere un preventivo.
Guida Visiva
Prodotti correlati
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Vasca di macinazione personalizzata in PTFE per mulino a palle 50ml, resistente alla corrosione, a basso background per laboratorio
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Taglierina per membrane filtranti circolari in PTFE ad alta purezza con lama in ceramica per analisi in traccia e preparazione di campioni per laboratori CDC
- Cilindri di misura personalizzati in PTFE per applicazioni scientifiche e industriali avanzate
Domande frequenti
- Quale materiale viene utilizzato per modellare la vetreria in PTFE? Il ruolo critico della resina PTFE pura
- Qual è l'intervallo di compatibilità chimica per la vetreria da laboratorio in PTFE? Esplora la resistenza chimica quasi universale.
- In che modo il PTFE minimizza la contaminazione del campione? Garantire una purezza senza pari per le analisi critiche
- Quali sono le principali proprietà di resistenza chimica delle apparecchiature di laboratorio in PTFE? Purezza e Inerzia Ineguagliabili
- Quali opzioni di personalizzazione sono disponibili per i materiali PTFE? Personalizza le prestazioni per la tua applicazione



















