Per la lavorazione CNC del Teflon, gli utensili più consigliati sono frese in metallo duro estremamente affilate e lucidate, progettate per materiali teneri. Utensili come frese a un tagliente o frese a due taglienti con elica veloce sono ideali perché minimizzano la generazione di calore e l'attrito, che sono le sfide principali quando si lavora con questo polimero unico.
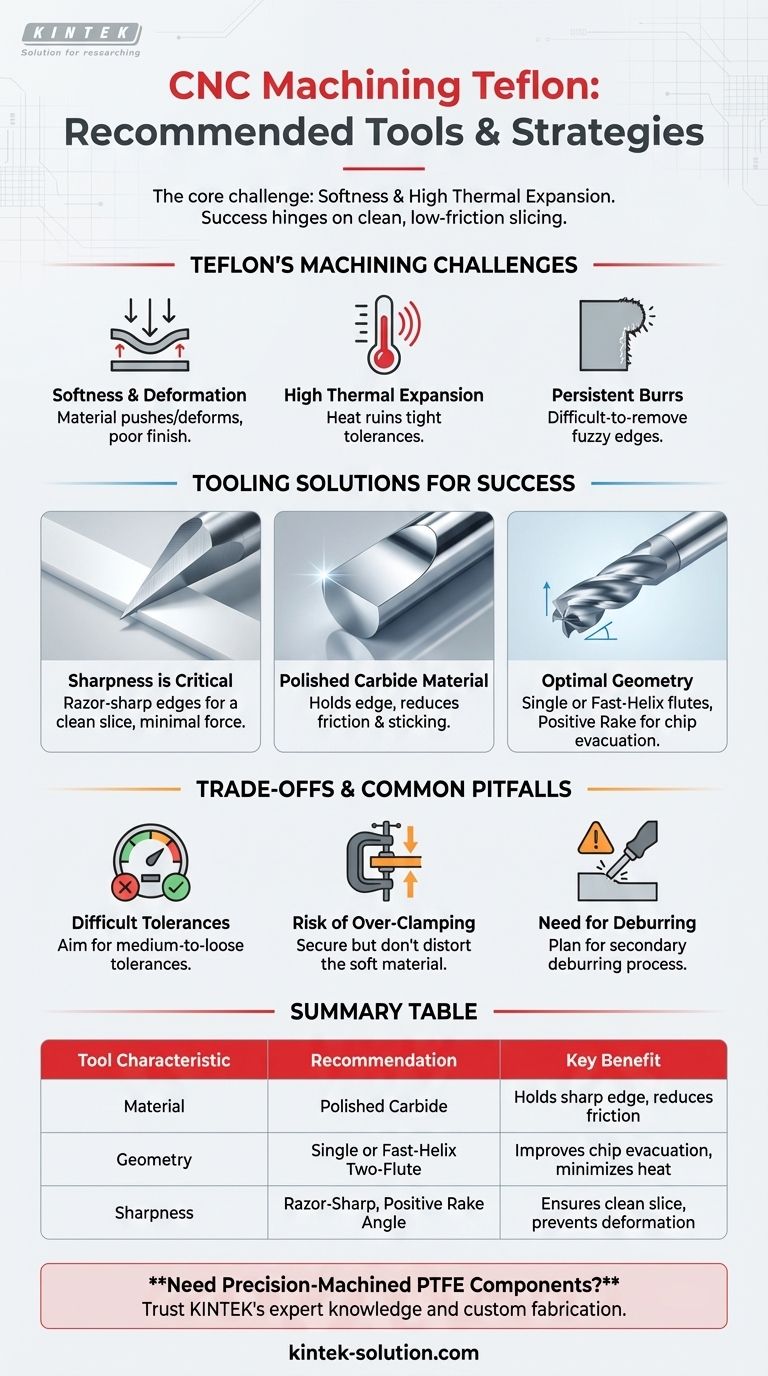
La sfida principale del Teflon è la sua combinazione di morbidezza e un alto coefficiente di dilatazione termica. Il successo dipende da un unico principio: utilizzare utensili e tecniche che privilegino un'azione di taglio pulita e a basso attrito per minimizzare il calore e prevenire la deformazione o la fusione del materiale.

Perché il Teflon Richiede un Approccio Specializzato
Comprendere le proprietà del materiale è il primo passo verso un risultato di lavorazione di successo. Il Teflon (PTFE) non si comporta come i metalli o anche altre plastiche, presentando una serie unica di ostacoli.
La Sfida della Morbidezza e della Deformazione
Il Teflon è eccezionalmente morbido, il che significa che può essere facilmente spinto via o deformato dall'utensile da taglio anziché essere tagliato nettamente. Ciò può portare a vibrazioni (chatter), scarsa finitura superficiale e imprecisioni dimensionali.
Un utensile smussato o progettato in modo errato "arerà" attraverso il materiale, creando più pressione del necessario e compromettendo la geometria del pezzo.
L'Impatto dell'Elevata Dilatazione Termica
Il Teflon si espande e si contrae significativamente con i cambiamenti di temperatura. L'attrito generato dall'utensile da taglio produce calore, che può far espandere il materiale a metà taglio, rovinando le tolleranze strette.
Questa proprietà rende la gestione del calore uno degli aspetti più critici dell'intero processo di lavorazione.
Il Problema Persistente delle Bave
A differenza dei materiali che producono trucioli puliti, il Teflon tende a creare bave fini e pelose lungo il bordo di taglio. Queste bave sono difficili da rimuovere e possono essere una fonte significativa di lavoro di post-lavorazione.
Pianificare in anticipo una strategia di sbavatura è essenziale per ottenere un pezzo finito di qualità professionale.
Selezione degli Utensili da Taglio Giusti
La scelta dell'utensile è il fattore più influente per superare le sfide di lavorazione del Teflon. L'obiettivo è sempre ridurre l'attrito e il calore sul tagliente.
L'Importanza Critica dell'Affilatura
L'affilatura assoluta è irrinunciabile. Un tagliente affilato come un rasoio seziona nettamente il materiale con una forza minima, riducendo la pressione, il calore e la probabilità di deformazione.
Gli utensili smussati causeranno immediatamente problemi, con conseguente scarsa finitura superficiale e dimensioni imprecise.
Materiale dell'Utensile: Metallo Duro e Superfici Lucidate
Le frese in metallo duro sono altamente raccomandate grazie alla loro capacità di mantenere un tagliente affilato molto più a lungo dell'acciaio super rapido (HSS).
Inoltre, gli utensili con superfici e gole altamente lucidate sono superiori. Una finitura lucida riduce l'attrito e impedisce al materiale tenero del Teflon di aderire all'utensile, garantendo tagli più puliti e una migliore evacuazione dei trucioli.
Geometria Ottimale: Elice e Angoli di Rake
Le frese a un tagliente o a due taglienti con elica veloce sono ideali. Questi design forniscono ampio spazio per l'evacuazione rapida dei trucioli, impedendo loro di creare attrito aggiuntivo nel taglio.
Gli utensili con un angolo di rake positivo promuovono un'azione di taglio, che è molto più efficace e genera meno calore rispetto all'azione di raschiamento di un utensile con rake neutro o negativo.
Comprendere i Compromessi e le Insidie Comuni
Anche con gli strumenti giusti, è necessario gestire alcune sfide intrinseche. Essere consapevoli di questi compromessi è fondamentale per stabilire aspettative realistiche ed evitare fallimenti comuni.
La Difficoltà di Mantenere Tolleranze Strette
A causa dell'elevata dilatazione termica del Teflon e della tendenza al creep da stress, mantenere tolleranze estremamente strette è una sfida significativa. Per questo motivo, è spesso saggio puntare a tolleranze medio-lente ogni volta che il design lo consente.
Il Rischio di Serraggio Eccessivo
La morbidezza del Teflon lo rende molto suscettibile allo schiacciamento o alla deformazione da parte dei morsetti di bloccaggio del pezzo. È necessario fissare il pezzo abbastanza saldamente da prevenire vibrazioni, ma non così stretto da distorcerne la forma prima ancora che venga eseguito il primo taglio.
La Necessità di una Strategia di Sbavatura
Presumi che saranno presenti bave sul pezzo finito. Pianifica un processo di sbavatura secondario, che potrebbe includere la levigatura attenta dei bordi o persino il congelamento del pezzo per rendere le bave fragili e più facili da rimuovere.
Fare la Scelta Giusta per il Tuo Progetto
Le tue decisioni specifiche sugli utensili e sul processo dovrebbero allinearsi direttamente con gli obiettivi del tuo progetto.
- Se la tua attenzione principale è ottenere la massima precisione e la migliore finitura superficiale: Investi in frese in metallo duro lucidate a un tagliente e utilizza un generoso refrigerante idrosolubile.
- Se la tua attenzione principale è la lavorazione generica o la prototipazione: Frese affilate e di alta qualità a due taglienti funzioneranno bene, ma presta molta attenzione alle velocità di taglio e al bloccaggio sicuro.
- Se la tua attenzione principale è minimizzare la post-lavorazione: Utilizza gli utensili più affilati possibili e considera la lavorazione multi-asse per rifinire le caratteristiche complesse in un unico setup, riducendo la manipolazione e la potenziale formazione di bave.
In definitiva, la lavorazione di successo del Teflon deriva dal rispetto delle sue proprietà uniche e dalla selezione di utensili che tagliano in modo pulito generando calore minimo.
Tabella Riassuntiva:
| Caratteristica dell'Utensile | Raccomandazione | Beneficio Chiave |
|---|---|---|
| Materiale | Metallo Duro Lucidato | Mantiene un tagliente affilato, riduce l'attrito |
| Geometria | Un Tagliente o Due Taglienti con Elica Veloce | Migliora l'evacuazione dei trucioli, minimizza il calore |
| Affilatura | Affilatura a Rasoio, Angolo di Rake Positivo | Assicura un'azione di taglio pulita, previene la deformazione |
Hai bisogno di componenti in PTFE lavorati con precisione?
La lavorazione del Teflon richiede competenze esperte e gli strumenti giusti per evitare insidie comuni come deformazione, bave e imprecisioni legate al calore. In KINTEK, siamo specializzati nella produzione di componenti in PTFE di alta qualità (guarnizioni, rivestimenti, vetreria da laboratorio e altro) per i settori dei semiconduttori, medico, di laboratorio e industriale.
Il nostro impegno per la produzione di precisione e la fabbricazione personalizzata, dai prototipi agli ordini ad alto volume, garantisce che i vostri pezzi soddisfino specifiche esatte. Lascia che la nostra esperienza risolva le tue sfide di lavorazione del PTFE.
Contatta KINTEK oggi stesso per un preventivo e scopri come possiamo portare valore al tuo progetto.
Guida Visiva
Prodotti correlati
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Palette PTFE per Alimentari Cilindriche Spatole Chimiche Bio Farmaceutiche Strumenti di Movimentazione Materiali Non Inquinanti
- Coppa di campionamento in PTFE resistente alla corrosione Paletta di campionamento in PTFE realizzata su misura Strumenti di campionamento in fluoropolimero per laboratorio
- Cucchiaio Spatola Campionatore in PTFE Anticorrosione Alta Purezza Basso Background Grado Alimentare Strumento per Ricerca Farmaceutica e Laboratorio
- Paletta Raschiatrice in PTFE Personalizzata e Cucchiaio Campionatore Doppio Uso Strumento in Fluoropolimero Bianco Resistente alla Corrosione a Basso Fondo
Domande frequenti
- Quali sono alcune applicazioni specifiche delle spatole in PTFE in laboratorio? Garantire la purezza e la sicurezza del campione
- Quali sono i vantaggi delle pale in PTFE in termini di resistenza chimica? Inerzia Ineguagliabile per la Manipolazione di Corrosivi
- In che modo il design ergonomico delle palette in PTFE avvantaggia gli utenti? Ridurre lo sforzo e aumentare l'efficienza del laboratorio
- Quali sono i vantaggi delle pale in PTFE rispetto alle pale in metallo? Manipolazione di precisione per materiali sensibili
- Quali sono le proprietà chiave che rendono le palette in PTFE ideali per l'uso in laboratorio? Garantisci l'integrità del campione con strumenti chimicamente inerti



















