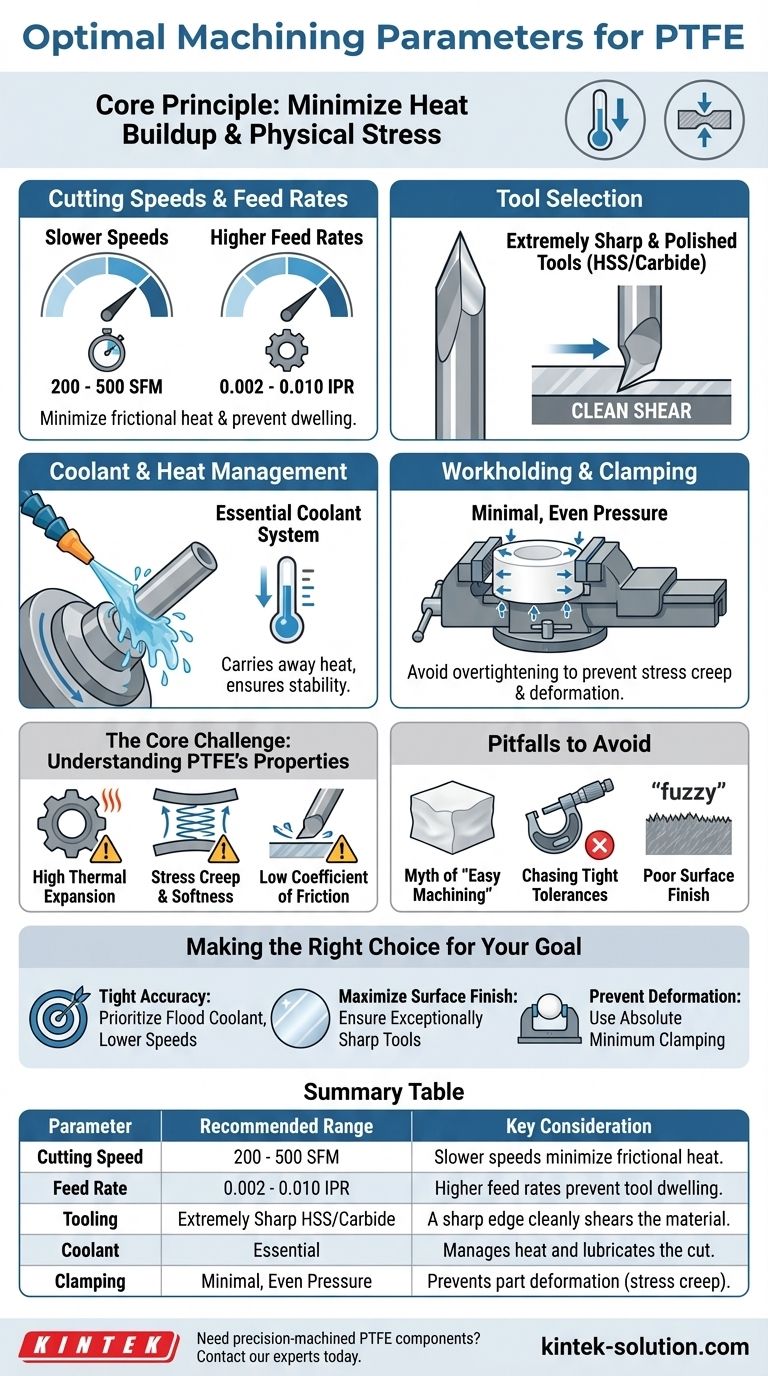
Per la lavorazione ottimale del PTFE, è necessario utilizzare velocità di taglio più lente tra 200 e 500 piedi superficiali al minuto (SFM) e velocità di avanzamento più elevate da 0,002 a 0,010 pollici per giro. Il principio fondamentale è minimizzare l'accumulo di calore e lo stress fisico sul materiale, il che richiede utensili estremamente affilati, l'uso di refrigerante e una pressione di serraggio minima per evitare che il pezzo si deformi.
La sfida centrale nella lavorazione del PTFE non è la sua morbidezza, ma le sue proprietà fisiche uniche. Il successo dipende interamente dalla gestione della sua elevata espansione termica e della tendenza a deformarsi sotto pressione (scorrimento sotto sforzo), piuttosto che trattarlo come una plastica o un metallo tipico.

La Sfida Principale: Lavorare con la Natura del PTFE
Sebbene la morbidezza del PTFE lo faccia sembrare facile da tagliare, ottenere la precisione è difficile. Le proprietà intrinseche del materiale creano sfide specifiche che devono essere affrontate in modo proattivo.
Elevata Espansione Termica
Il PTFE si espande e si contrae significativamente con i cambiamenti di temperatura. L'attrito del taglio genera calore, causando la crescita del materiale durante il processo di lavorazione. Se non gestito, il pezzo risulterà sottodimensionato una volta raffreddato a temperatura ambiente.
Scorrimento Sotto Sforzo e Morbidezza
Il materiale è morbido e si deforma facilmente sotto pressione. Una forza di serraggio eccessiva comprimerà il pezzo, portando a dimensioni imprecise una volta rilasciata la pressione. Può anche "rimbalzare" dopo il passaggio dell'utensile da taglio, influenzando la finitura superficiale finale e la precisione.
Basso Coefficiente di Attrito
Il PTFE è notoriamente scivoloso, il che significa che un tagliente smussato tenderà a spingere o arare il materiale piuttosto che tagliarlo nettamente. Ciò genera calore in eccesso, introduce stress e si traduce in un taglio di scarsa qualità.
Parametri e Tecniche di Lavorazione Raccomandati
Per contrastare le tendenze naturali del PTFE, è necessario un approccio specifico e deliberato. L'obiettivo è sempre quello di minimizzare calore e stress.
Velocità di Taglio e Velocità di Avanzamento
L'intervallo raccomandato è di 200-500 SFM per la velocità di taglio e di 0,002-0,010 IPR (pollici per giro) per la velocità di avanzamento. Velocità più lente riducono il calore da attrito, mentre velocità di avanzamento più elevate aiutano l'utensile a rimuovere il materiale in modo efficiente senza indugiare e impartire calore non necessario.
Selezione dell'Utensile
Utilizzare utensili da taglio estremamente affilati e lucidati. Sia gli utensili in acciaio super rapido (HSS) che quelli in carburo sono efficaci, ma l'affilatura del tagliente è il fattore più critico. Un tagliente affilato taglia nettamente il materiale, mentre uno smussato lo fa deformare e strappare.
Refrigerante e Gestione del Calore
Un sistema di refrigerazione è essenziale per qualsiasi lavoro di precisione. Il refrigerante svolge due funzioni principali: lubrifica il taglio e, cosa più importante, allontana il calore, assicurando che il pezzo rimanga dimensionalmente stabile durante l'operazione.
Fissaggio del Pezzo e Serraggio
Applicare una pressione di serraggio minima e distribuita uniformemente. Evitare di serrare eccessivamente morse o mandrini. I dispositivi di fissaggio personalizzati che supportano il pezzo senza comprimerlo sono ideali per mantenere tolleranze strette.
Comprendere le Insidie da Evitare
Molte pratiche di lavorazione comuni produrranno scarsi risultati con il PTFE. Comprendere queste insidie è fondamentale per evitare errori costosi e sprechi di materiale.
Il Mito della "Lavorazione Facile"
La morbidezza del PTFE è ingannevole. Sebbene la rimozione del materiale sia facile, ottenere stabilità dimensionale e una buona finitura superficiale è una sfida significativa. Non affrontarla con le stesse tecniche ad alta velocità utilizzate per materiali più rigidi.
Perseguire Tolleranze Strette
Mantenere tolleranze molto strette sui pezzi in PTFE è difficile e richiede un ambiente e un processo controllati. L'operatore deve monitorare costantemente l'espansione termica e l'usura dell'utensile, apportando modifiche se necessario.
Scarsa Finitura Superficiale
Una finitura superficiale ruvida o sfilacciata è un chiaro segno che qualcosa non va. Le cause più comuni sono un utensile da taglio smussato, un'eccessiva generazione di calore o vibrazioni e battiti dovuti a un setup instabile.
Fare la Scelta Giusta per il Tuo Obiettivo
Il tuo obiettivo specifico determinerà quali parametri dovresti privilegiare.
- Se la tua priorità principale è ottenere una precisa accuratezza dimensionale: Dai la priorità alla gestione termica aggressiva utilizzando un sistema di refrigerazione a inondazione e mantenendo le velocità di taglio all'estremità inferiore dell'intervallo raccomandato.
- Se la tua priorità principale è massimizzare la finitura superficiale: Assicurati che i tuoi utensili da taglio siano eccezionalmente affilati con una faccia lucidata per evitare che il materiale si attacchi e si strappi.
- Se la tua priorità principale è prevenire la deformazione del pezzo: Utilizza la pressione di serraggio minima assoluta richiesta per tenere saldamente il pezzo e assicurati che la forza sia distribuita su un'ampia superficie.
Padroneggiare la lavorazione del PTFE deriva dal rispettare le proprietà del materiale e dall'adattare il tuo processo per accoglierle.
Tabella Riassuntiva:
| Parametro | Intervallo Raccomandato | Considerazione Chiave |
|---|---|---|
| Velocità di Taglio | 200 - 500 SFM | Velocità più lente minimizzano il calore da attrito. |
| Velocità di Avanzamento | 0.002 - 0.010 IPR | Velocità di avanzamento più elevate prevengono la permanenza dell'utensile. |
| Utensili | HSS/Carburo Estremamente Affilati | Un tagliente affilato taglia nettamente il materiale. |
| Refrigerante | Essenziale | Gestisce il calore e lubrifica il taglio. |
| Serraggio | Pressione Minima, Uniforme | Previene la deformazione del pezzo (scorrimento sotto sforzo). |
Hai bisogno di componenti in PTFE lavorati con precisione che mantengano la loro forma e le loro dimensioni?
Noi di KINTEK siamo specializzati nella lavorazione del PTFE per i settori dei semiconduttori, medico e di laboratorio. La nostra esperienza nella gestione dell'espansione termica e dello scorrimento sotto sforzo assicura che le tue guarnizioni, rivestimenti e vetreria da laboratorio personalizzata siano prodotti secondo specifiche esatte, dai prototipi agli ordini ad alto volume.
Contatta oggi stesso i nostri esperti per discutere il tuo progetto e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Setaccio di Reazione in PTFE ad Alta Temperatura con Strati Personalizzabili e Dimensioni dei Pori di Precisione per Dispositivi di Separazione Campioni Filettati
- Imbuto separatore a pressione costante in PTFE personalizzato, resistente alla corrosione, a basso fondo, per fiaschi PFA
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Dischi di dispersione e aste di agitazione personalizzati in PTFE per processi chimici e miscelazione di laboratorio
Domande frequenti
- Quali sono alcune applicazioni comuni del PTFE lavorato? Sfruttare le sue proprietà uniche per applicazioni impegnative
- Quali sono i principali vantaggi dell'utilizzo del PTFE per componenti personalizzati? Risolvere complesse sfide ingegneristiche
- Perché il PTFE lavorato è popolare nel campo medico? Biocompatibilità e precisione ineguagliabili
- Come vengono prodotti tipicamente i contenitori e le apparecchiature da laboratorio in PTFE? All'interno del processo di lavorazione meccanica di precisione
- Quali sono i vantaggi della lavorazione del PTFE rispetto ad altri materiali? Sblocca prestazioni superiori in ambienti difficili



















