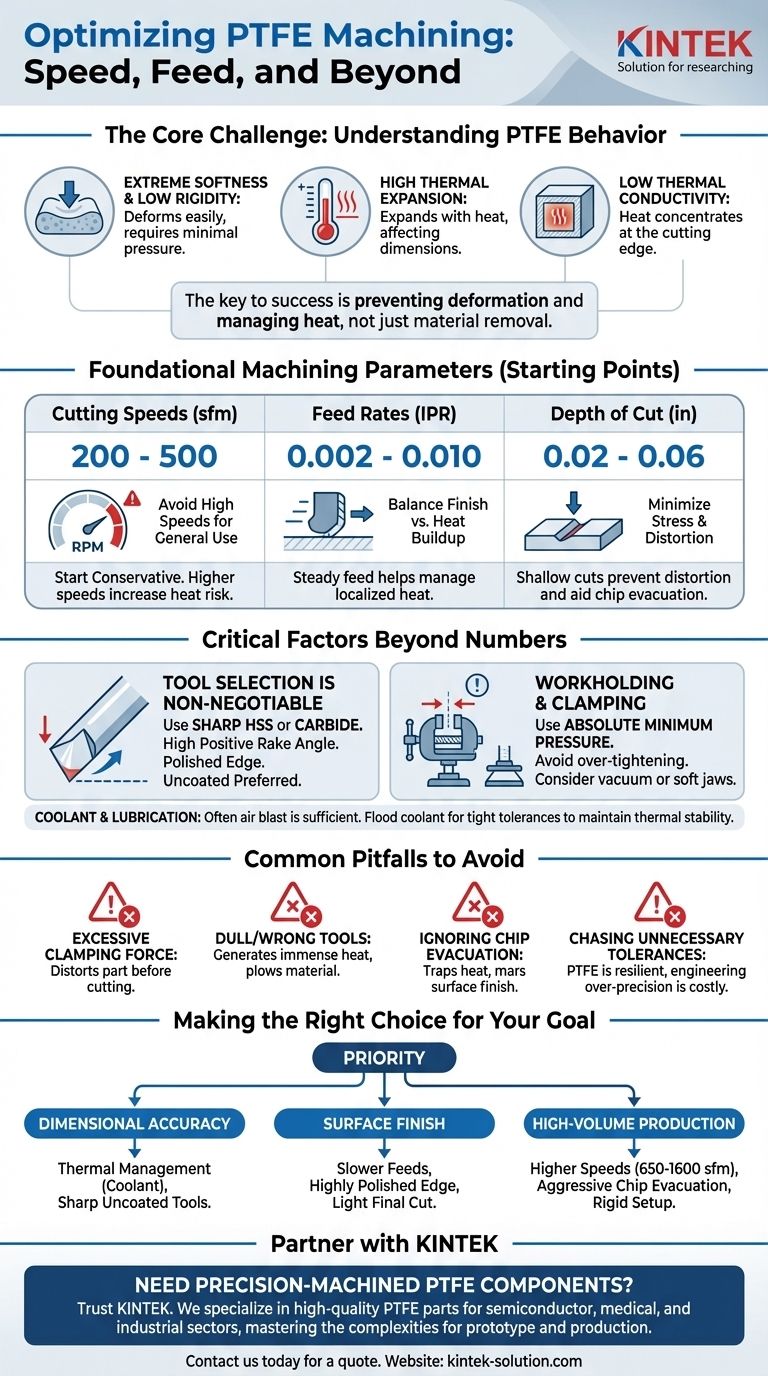
Per la lavorazione del politetrafluoroetilene (PTFE), i parametri ottimali sono una velocità di taglio compresa tra 200 e 500 piedi superficiali al minuto (sfm) e un avanzamento da 0,002 a 0,010 pollici per giro (IPR). Tuttavia, questi numeri sono solo un punto di partenza. La lavorazione di successo del PTFE dipende meno dalle velocità e dagli avanzamenti specifici e più dalla gestione delle proprietà uniche del materiale, come la sua morbidezza, la bassa conducibilità termica e l'elevata espansione termica.
La sfida centrale nella lavorazione del PTFE non è l'asportazione del materiale, ma la prevenzione della deformazione e la gestione del calore. Il successo dipende dall'uso di utensili eccezionalmente affilati con alti angoli di spoglia e dall'applicazione di una pressione di taglio e di serraggio minima per mantenere la stabilità dimensionale.

La Sfida Centrale: Comprendere il Comportamento del PTFE
Il PTFE, comunemente noto come Teflon, è diverso dai metalli o anche da altre materie plastiche. Le sue proprietà richiedono un approccio specifico alla lavorazione.
Estrema Morbidezza e Bassa Rigidità
Il PTFE è un materiale incredibilmente morbido che si deforma facilmente sotto pressione. Qualsiasi forza eccessiva dovuta al serraggio o al taglio farà distorcere il pezzo, rendendo impossibile mantenere tolleranze strette.
Questa morbidezza significa anche che il materiale offre poca resistenza, il che può portare a vibrazioni o "battito" se l'assetto non è rigido e gli utensili da taglio non sono affilati.
Elevata Espansione Termica
Il PTFE ha uno dei coefficienti di espansione termica più alti tra i polimeri. Anche un piccolo aumento di temperatura dovuto all'attrito da taglio farà espandere significativamente il materiale, sballando le dimensioni.
Una volta che il pezzo si raffredda, si contrarrà, risultando in un pezzo finale sottodimensionato e fuori tolleranza.
Bassa Conducibilità Termica
A differenza dei metalli che dissipano il calore in tutto il pezzo, il PTFE è un isolante. Il calore generato sul tagliente rimane concentrato lì.
Questo calore localizzato può far ammorbidire il materiale, renderlo gommoso e accumularsi sul tagliente dell'utensile, portando a una finitura superficiale scadente e a ulteriori problemi di taglio.
Parametri Fondamentali di Lavorazione
Sebbene la tecnica sia fondamentale, avere una base solida per le impostazioni della macchina è il primo passo essenziale. Iniziare sempre in modo conservativo e regolare in base ai risultati.
Velocità di Taglio: Un Atto di Bilanciamento
Un intervallo di partenza sicuro ed efficace per la velocità di taglio è da 200 a 500 sfm (circa 60-150 m/min).
Alcune fonti suggeriscono che velocità molto più elevate siano possibili (fino a 1600 sfm / 500 m/min). Sebbene il basso attrito del PTFE possa consentirlo, aumenta drasticamente il rischio di problemi legati al calore e richiede un'eccellente evacuazione dei trucioli. Per scopi generali, attenersi all'intervallo inferiore.
Avanzamenti: Controllo del Calore e della Finitura
Un avanzamento di 0,002-0,010 IPR (circa 0,05-0,25 mm/giro) è il punto di partenza consigliato.
C'è un compromesso critico qui. Avanzamenti più lenti possono migliorare la finitura superficiale, ma aumentano anche il tempo in cui l'utensile genera attrito in una zona. Un avanzamento leggermente più elevato e costante può aiutare l'utensile a spostarsi prima che si accumuli un calore localizzato eccessivo.
Profondità di Taglio: Ridurre al Minimo lo Stress
Mantenere la profondità di taglio ridotta, generalmente nell'intervallo da 0,02 a 0,06 pollici (0,5-1,5 mm).
Tagli più profondi esercitano maggiore stress sul materiale flessibile, aumentando la probabilità di distorsione e rendendo difficile la corretta evacuazione dei trucioli.
Fattori Critici Oltre Velocità e Avanzamento
La scelta dell'utensile e l'assetto hanno un impatto maggiore sul risultato finale rispetto ai numeri esatti impostati sulla macchina.
La Selezione dell'Utensile Non È Negoziabile
Il fattore più importante è l'utensile da taglio. Utilizzare utensili in acciaio super rapido (HSS) o in metallo duro con un tagliente molto affilato e lucidato.
Gli utensili devono avere un alto angolo di spoglia positivo. Questo crea un'azione di taglio che affetta il materiale in modo netto anziché spingerlo o strapparlo. Gli utensili non rivestiti sono spesso preferiti, poiché alcuni rivestimenti possono aumentare l'attrito e l'accumulo di calore.
Il Dibattito su Raffreddamento e Lubrificazione
Il refrigerante non è sempre necessario e può essere fonte di contaminazione. Per molte applicazioni, un semplice getto d'aria compressa è sufficiente per allontanare efficacemente i trucioli dalla zona di taglio.
Tuttavia, per lavori che richiedono tolleranze molto strette, un refrigerante a flusso continuo può essere prezioso per la stabilità termica. Trasporta via il calore prima che il pezzo possa espandersi, preservando l'accuratezza dimensionale.
Tenuta del Pezzo e Pressione di Serraggio
Utilizzare la quantità minima assoluta di pressione di serraggio necessaria per tenere saldamente il pezzo. Serrare troppo una morsa è la causa più comune di pezzi deformati.
Per geometrie delicate o complesse, considerare l'uso di fissaggi a vuoto o ganasce morbide per distribuire la forza di serraggio e fornire stabilità senza schiacciare il materiale.
Errori Comuni da Evitare
Gli errori nella lavorazione del PTFE sono spesso legati al trattarlo come un materiale più rigido.
Applicazione di Forza di Serraggio Eccessiva
Questo è l'errore numero uno. Deformerà il pezzo prima ancora di effettuare il primo taglio, garantendo un risultato impreciso.
Uso di Utensili Smussati o Rettificati in Modo Errato
Un utensile che non è affilatissimo o che non ha un alto angolo di spoglia positivo scaverà il materiale invece di tagliarlo. Ciò genera un calore immenso, provoca l'accumulo di materiale sull'utensile e si traduce in una pessima finitura superficiale.
Ignorare l'Evacuazione dei Trucioli
Il PTFE produce trucioli lunghi e filamentosi che possono avvolgersi attorno all'utensile e al pezzo. Ciò intrappola il calore e può rovinare la finitura superficiale. Un getto d'aria o un flusso di refrigerante adeguato sono essenziali per rimuovere continuamente questi trucioli.
Ricerca di Tolleranze Non Necessarie
Il PTFE è un materiale resiliente. Dopo la lavorazione, può spesso conformarsi alle sue parti accoppiate. A meno che l'applicazione non sia altamente critica, progettare per tolleranze estremamente strette può essere uno sforzo inutile e costoso.
Fare la Scelta Giusta per il Tuo Obiettivo
Regola il tuo approccio in base al risultato più critico per il tuo pezzo specifico.
- Se la tua priorità principale è l'accuratezza dimensionale: Dai la priorità alla gestione termica con un flusso di refrigerante costante e utilizza utensili non rivestiti e affilati per ridurre al minimo l'attrito.
- Se la tua priorità principale è la finitura superficiale: Utilizza velocità di avanzamento più lente per un taglio più fine, assicurati che il tuo utensile abbia un bordo altamente lucidato ed esegui una passata finale leggera.
- Se la tua priorità principale è la produzione ad alto volume: Esplora velocità di taglio più elevate (650-1600 sfm), ma abbinale a un'evacuazione aggressiva dei trucioli e a un assetto rigido per mantenere il controllo.
In definitiva, padroneggiare la lavorazione del PTFE deriva dal rispettare le proprietà uniche del materiale e dall'adattare la propria tecnica di conseguenza.
Tabella Riassuntiva:
| Parametro | Intervallo di Partenza Consigliato | Considerazione Chiave |
|---|---|---|
| Velocità di Taglio | 200 - 500 sfm (60-150 m/min) | Velocità più elevate aumentano il rischio di calore; bilanciare con l'evacuazione dei trucioli. |
| Avanzamento | 0.002 - 0.010 IPR (0.05-0.25 mm/giro) | Un avanzamento costante aiuta a gestire l'accumulo di calore localizzato. |
| Profondità di Taglio | 0.02 - 0.06 in (0.5-1.5 mm) | Tagli poco profondi riducono al minimo lo stress e prevengono la distorsione del pezzo. |
| Materiale Utensile | HSS o Metallo Duro Affilato | Un alto angolo di spoglia positivo e un bordo lucidato sono non negoziabili. |
Hai Bisogno di Componenti in PTFE Lavorati di Precisione?
In KINTEK, siamo specializzati nella produzione di componenti in PTFE di alta qualità—da guarnizioni e rivestimenti a vetreria da laboratorio personalizzata—per i settori dei semiconduttori, medico e industriale. Comprendiamo le tecniche precise necessarie per lavorare il PTFE senza compromettere la stabilità dimensionale o la finitura superficiale.
Lascia a noi la complessità. La nostra esperienza assicura che i tuoi pezzi siano prodotti secondo gli standard più elevati, sia che tu abbia bisogno di prototipi o di produzione ad alto volume.
Contattaci oggi per discutere il tuo progetto e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Taglierino per membrane filtranti in PTFE ad alta purezza con lama in ceramica per l'analisi PM2.5 e divisore personalizzato per carta filtrante di laboratorio
- Tagliamembrane Quadrato e Dispositivo di Aliquotazione Filtri in PTFE ad Alta Purezza per Analisi in Traccia e Applicazioni in Laboratorio in Camera Bianca
- Taglierina per membrane filtranti circolari in PTFE ad alta purezza con lama in ceramica per analisi in traccia e preparazione di campioni per laboratori CDC
- Dispositivo di Equipartizione Tagliamembrane Quadrato in PTFE ad Alta Purezza per Analisi di Tracce e Centri di Controllo Malattie Pulito Non Aderente Non Lisciviante
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
Domande frequenti
- Quali sono i vantaggi prestazionali delle membrane filtranti in PTFE rispetto ai filtri a profondità? Migliorare la purezza e l'efficienza del laboratorio
- Qual è la resistenza alla temperatura dei filtri in PTFE? Stabilità termica senza pari da -200°C a +260°C
- In che modo l'idrofobicità dei filtri in PTFE ne avvantaggia l'uso? Garantire un flusso di gas ininterrotto e la filtrazione dei solventi
- Quali dimensioni e opzioni di porosità sono disponibili per i filtri in PTFE? Scegli il filtro giusto per la tua applicazione
- Quali sostanze chimiche sono completamente compatibili con i filtri in PTFE? Scopri una resistenza chimica senza pari



















