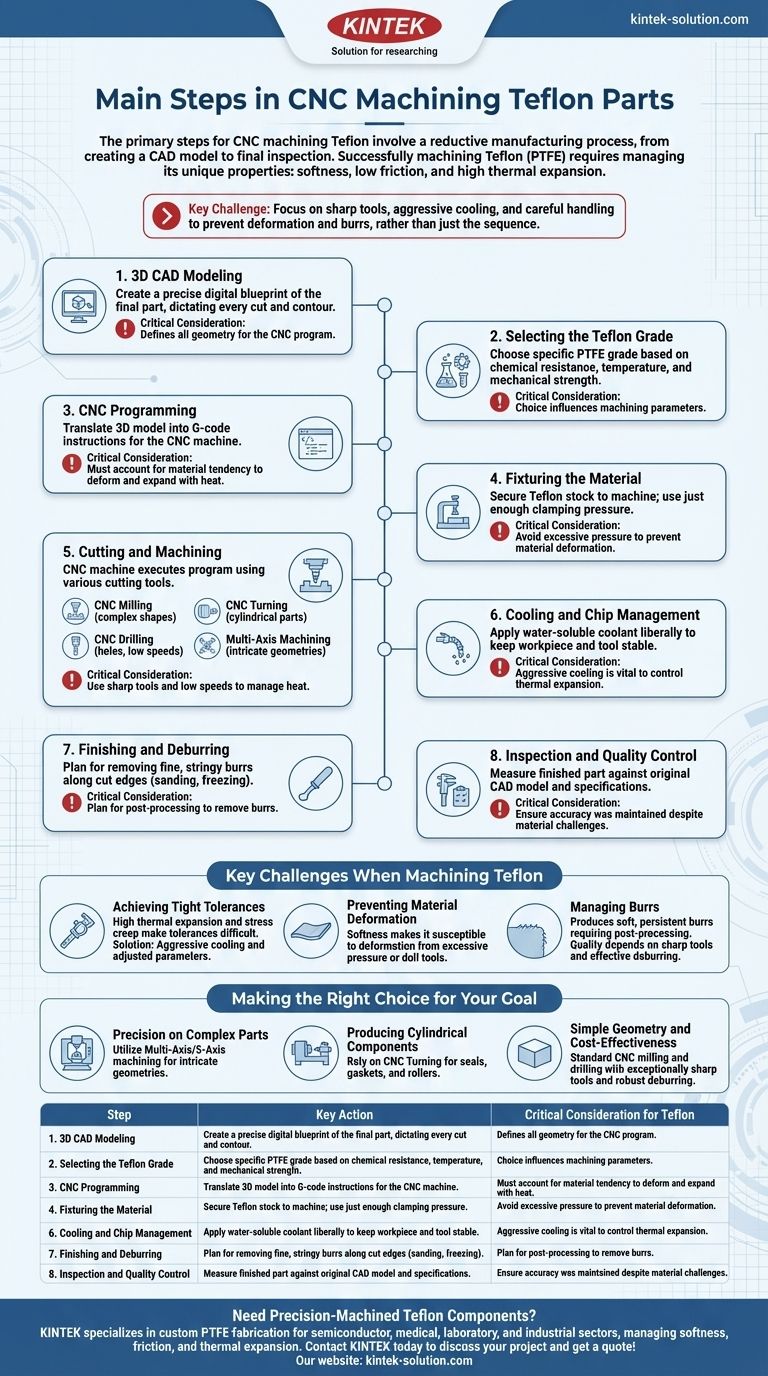
I passaggi principali per la lavorazione CNC del Teflon includono la creazione di un modello CAD, la selezione del grado del materiale, la programmazione della macchina, il fissaggio del pezzo, l'esecuzione delle operazioni di taglio, la gestione del raffreddamento e della rimozione dei trucioli, la finitura del pezzo e l'esecuzione di un'ispezione di qualità finale. Questo processo è una tecnica di produzione sottrattiva in cui un computer guida gli utensili da taglio per rimuovere materiale e modellare il componente finale.
Sebbene i passaggi sembrino standard, il successo nella lavorazione del Teflon (PTFE) non riguarda tanto la sequenza quanto la gestione delle proprietà uniche del materiale. La sua morbidezza, il basso attrito e l'elevata espansione termica richiedono un approccio specifico incentrato su utensili affilati, raffreddamento aggressivo e manipolazione attenta per prevenire deformazioni e bave.

Il Processo di Lavorazione: Una Ripartizione Dettagliata
Comprendere ogni fase del processo è fondamentale per evitare le insidie comuni associate a questo polimero versatile ma impegnativo.
Fase 1: Modellazione CAD 3D
Prima che inizi qualsiasi lavorazione, viene creato un modello CAD (Computer-Aided Design) 3D preciso del pezzo finale. Questo progetto digitale detta ogni taglio, foro e contorno che la macchina CNC eseguirà.
Fase 2: Selezione del Grado di Teflon
Non tutto il Teflon è uguale. Il grado specifico di PTFE viene scelto in base ai requisiti dell'applicazione per la resistenza chimica, la tolleranza alla temperatura e la resistenza meccanica. Questa scelta può influenzare i parametri di lavorazione.
Fase 3: Programmazione CNC
Il modello 3D viene tradotto in una serie di istruzioni, chiamato codice G, che la macchina CNC può comprendere. Per il Teflon, il programma deve tenere conto della tendenza del materiale a deformarsi ed espandersi con il calore.
Fase 4: Fissaggio del Materiale
Il materiale grezzo di Teflon viene fissato alla superficie di lavoro della macchina CNC. Poiché il Teflon è morbido e può essere facilmente compresso, è fondamentale applicare solo la pressione di serraggio sufficiente per tenere saldamente il materiale senza deformarlo.
Fase 5: Taglio e Lavorazione
La macchina CNC esegue il programma, utilizzando vari utensili da taglio per modellare il pezzo. Il metodo specifico dipende dalla geometria del pezzo.
- Fresatura CNC: Utilizzata per tagliare forme complesse, scanalature e superfici piane con elevata precisione.
- Tornitura CNC: Ideale per creare componenti cilindrici o cavi come guarnizioni e boccole.
- Foratura CNC: Utilizzata per creare fori, ma richiede basse velocità per prevenire l'accumulo di calore e la fusione del materiale.
- Lavorazione Multi-Assi: Impiegata per geometrie altamente intricate che richiedono che l'utensile si avvicini al pezzo da più angolazioni con estrema precisione.
Fase 6: Gestione del Raffreddamento e dei Trucioli
L'alto coefficiente di espansione termica del Teflon significa che il calore dovuto all'attrito può rovinare l'accuratezza del pezzo. Un'applicazione generosa di liquido refrigerante idrosolubile è essenziale per mantenere il pezzo e l'utensile a una temperatura stabile. Sono utili anche utensili personalizzati con una migliore evacuazione dei trucioli.
Fase 7: Finitura e Sbavatura
Il Teflon tende a creare bave fini e filamentose lungo i bordi tagliati. Una strategia di sbavatura deve essere pianificata in anticipo. Le tecniche di finitura comuni includono una levigatura attenta o persino il congelamento del pezzo per rendere le bave fragili e più facili da rimuovere.
Fase 8: Ispezione e Controllo Qualità
Il pezzo finito viene misurato e ispezionato rispetto al modello CAD originale e alle specifiche. Ciò garantisce che l'accuratezza dimensionale sia stata mantenuta nonostante le sfide del materiale.
Sfide Chiave nella Lavorazione del Teflon
Ignorare le proprietà uniche del Teflon è la fonte più comune di fallimento. Il successo richiede di anticipare e mitigare queste sfide specifiche.
Ottenere Tolleranze Strette
L'alto tasso di espansione termica del Teflon e la tendenza al creep da stress rendono difficile il mantenimento di tolleranze strette. Man mano che il materiale si riscalda durante il taglio, si espande e, quando si raffredda, si contrae. Ciò deve essere gestito con un raffreddamento aggressivo e parametri di lavorazione modificati.
Prevenire la Deformazione del Materiale
La morbidezza del materiale lo rende altamente suscettibile alla deformazione. Ciò può verificarsi a causa di una pressione di serraggio eccessiva durante il fissaggio o a causa della forza di un utensile da taglio smussato che spinge contro il materiale invece di tagliarlo nettamente.
Gestione delle Bave
A differenza dei metalli rigidi che producono trucioli puliti, il Teflon produce bave morbide e persistenti. Ciò rende quasi obbligatoria la post-lavorazione. La qualità della finitura è direttamente correlata all'affilatura degli utensili da taglio e all'efficacia del processo di sbavatura.
Fare la Scelta Giusta per il Tuo Obiettivo
La tua strategia di lavorazione dovrebbe essere dettata dai requisiti specifici del componente finale.
- Se il tuo obiettivo principale è la precisione su parti complesse: Utilizza la lavorazione Multi-Assi/5 Assi per ottenere geometrie intricate con la massima accuratezza.
- Se il tuo obiettivo principale è produrre componenti cilindrici: Affidati alla Tornitura CNC, poiché è il metodo più efficiente e diretto per parti come guarnizioni, distanziatori e rulli.
- Se il tuo obiettivo principale è una geometria semplice ed economicità: La fresatura e la foratura CNC standard sono adatte, ma devi dare priorità all'uso di utensili eccezionalmente affilati e avere un piano di sbavatura robusto.
In definitiva, la padronanza della lavorazione del Teflon deriva dal rispetto del comportamento unico del materiale e dall'adattamento del processo di conseguenza.
Tabella Riassuntiva:
| Fase | Azione Chiave | Considerazione Critica per il Teflon |
|---|---|---|
| 1. Modellazione CAD | Creare un progetto digitale 3D | Definisce tutta la geometria per il programma CNC |
| 2. Selezione Materiale | Scegliere il grado di PTFE appropriato | Basato su esigenze chimiche, di temperatura e di resistenza |
| 3. Programmazione CNC | Generare codice G dal modello CAD | Deve tenere conto dell'espansione termica e della morbidezza |
| 4. Fissaggio | Fissare il materiale grezzo alla macchina | Evitare una pressione di serraggio eccessiva per prevenire deformazioni |
| 5. Operazioni di Taglio | Fresare, tornire o forare il pezzo | Utilizzare utensili affilati e basse velocità per gestire il calore |
| 6. Raffreddamento e Rimozione Trucioli | Applicare refrigerante ed evacuare i detriti | Il raffreddamento aggressivo è vitale per controllare l'espansione termica |
| 7. Finitura | Sbavare e levigare il pezzo | Pianificare la post-lavorazione per rimuovere le bave filamentose |
| 8. Ispezione Qualità | Verificare dimensioni e specifiche | Garantire che l'accuratezza sia stata mantenuta nonostante le sfide del materiale |
Hai Bisogno di Componenti in Teflon Lavorati con Precisione?
La lavorazione di successo del PTFE richiede competenze specializzate per gestire la sua morbidezza, il basso attrito e l'elevata espansione termica. KINTEK è specializzata nella fabbricazione personalizzata di componenti in PTFE di alta qualità—inclusi guarnizioni, rivestimenti e vetreria da laboratorio—per i settori dei semiconduttori, medico, di laboratorio e industriale.
Combiniamo la produzione di precisione con una profonda conoscenza dei materiali per fornire pezzi che soddisfino le vostre specifiche esatte, dai prototipi agli ordini ad alto volume.
Contatta KINTEK oggi stesso per discutere il tuo progetto e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Produttore di parti in PTFE personalizzate per contenitori e componenti in teflon
- Sistema di Reazione Continua in Teflon ad Alta Temperatura e Pallone a Tre Colli Resistente all'HF per la Lavorazione Petrolchimica
- Vaschette di reazione in PTFE resistenti alla corrosione e cassette Teflon personalizzate per la lavorazione dei semiconduttori e la gestione di prodotti chimici ad alta purezza
Domande frequenti
- Come contribuiscono i cestelli per fiori in PTFE alla purezza nella produzione di semiconduttori? Raggiungi una purezza inferiore a 10 ppt e zero perdite
- Come si confrontano i cestelli fioriti in PTFE con i portacampioni in quarzo o acciaio inossidabile? Massimizza il ROI con Soluzioni a Basso TCO
- Quali fattori contribuiscono all'integrità meccanica a lungo termine dei cestelli fioriti in PTFE sotto cicli termici? Guida Esperta.
- Qual è il principio di funzionamento di un cestello a fiore in PTFE? Ottimizzare il flusso dei fluidi e la purezza per l'immersione chimica
- In che modo un cestello a fiore in PTFE contribuisce al risciacquo e all'asciugatura efficienti dei substrati? Boost Lab Process Efficiency



















