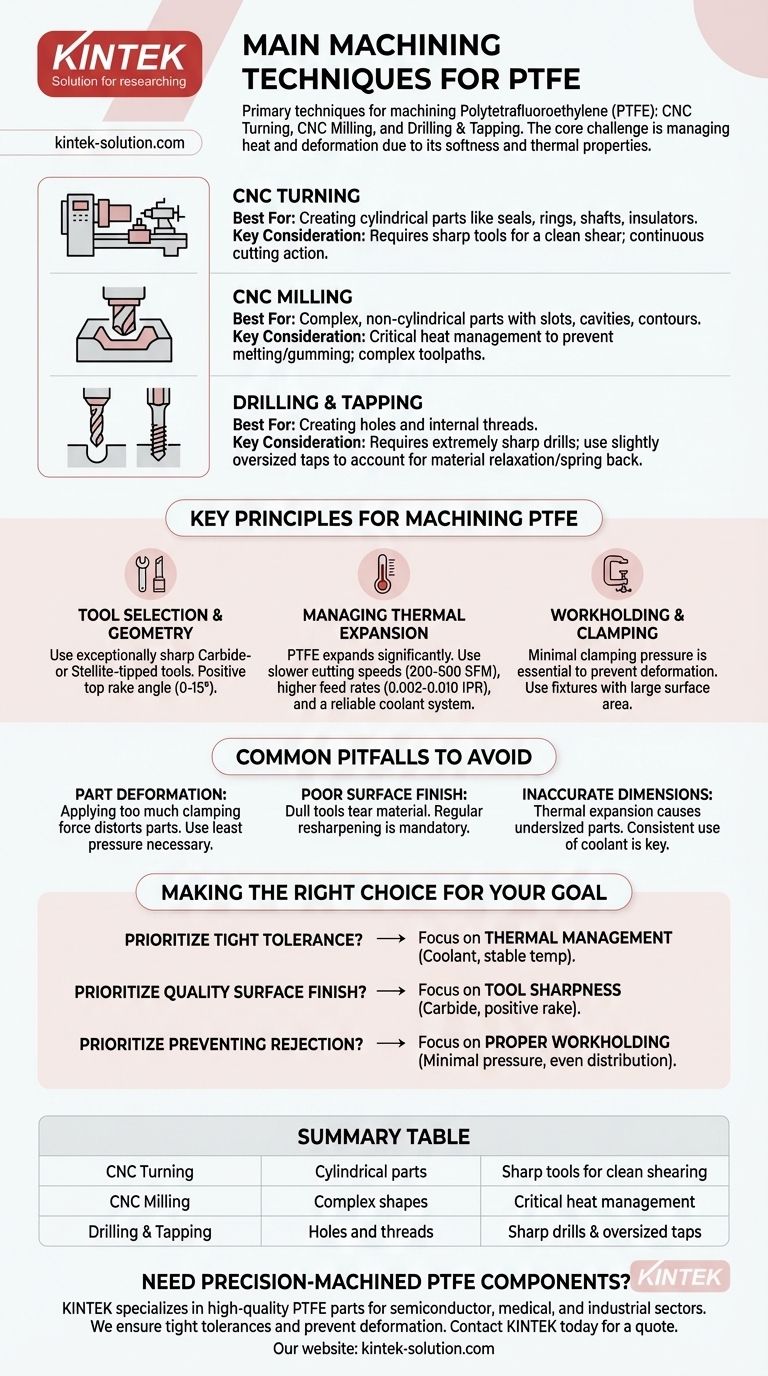
Per lavorare il politetrafluoroetilene (PTFE), le tecniche principali sono la tornitura CNC, la fresatura CNC, la foratura e la maschiatura. La tornitura CNC è ideale per creare parti cilindriche come guarnizioni e alberi, mentre la fresatura CNC viene utilizzata per forme più complesse con cavità e contorni. La foratura e la maschiatura sono operazioni standard per creare fori e filettature all'interno del materiale.
La sfida principale nella lavorazione del PTFE non è la sua durezza, ma la sua morbidezza, l'alto tasso di espansione termica e la bassa conducibilità termica. Il successo dipende interamente dalla gestione dell'accumulo di calore e della deformazione fisica attraverso utensili affilati, velocità appropriate e pressione di serraggio minima.

Comprendere i Processi di Lavorazione Principali
Il processo giusto dipende interamente dalla geometria desiderata del pezzo finale. È possibile utilizzare tutte le attrezzature standard, ma l'approccio deve essere adattato alle proprietà uniche del PTFE.
Tornitura CNC
La tornitura CNC prevede la rotazione di un tondo di PTFE mentre uno strumento da taglio rimuove materiale per creare un profilo cilindrico. Questo metodo è molto efficiente per la produzione di parti come anelli, guarnizioni, alberi e isolatori.
L'azione di taglio continua richiede una gestione attenta dell'affilatura dell'utensile per garantire un taglio netto piuttosto che spingere o strappare il materiale.
Fresatura CNC
La fresatura CNC utilizza un utensile da taglio rotante multi-punta per rimuovere materiale da un pezzo stazionario. È il metodo preferito per produrre parti complesse e non cilindriche con caratteristiche come scanalature, tasche e contorni superficiali intricati.
A causa del potenziale di percorsi utensile complessi, la gestione del calore nel punto di taglio è fondamentale per evitare che il materiale si sciolga o intasi l'utensile.
Foratura e Maschiatura
La foratura crea fori e la maschiatura crea filettature interne. Sebbene sembrino semplici, queste operazioni richiedono considerazioni specifiche per il PTFE a causa della sua elasticità e tendenza a "rimbalzare".
Le punte da trapano devono essere estremamente affilate per recidere nettamente le fibre. Durante la maschiatura, è spesso necessario utilizzare un maschio leggermente sovradimensionato poiché il materiale si rilasserà e si contrarrà leggermente dopo la rimozione dell'utensile, risultando in un diametro di filettatura finale più piccolo.
Principi Chiave per la Lavorazione del PTFE
A differenza dei metalli, la lavorazione del PTFE è una battaglia contro il calore e la deformazione, non contro la durezza del materiale. Le sue proprietà uniche richiedono un approccio specifico per gli utensili e i parametri della macchina.
Selezione e Geometria degli Utensili
L'utensile giusto è il fattore più critico per una finitura di qualità. Gli utensili devono essere eccezionalmente affilati per tagliare il materiale in modo netto.
Gli utensili rivestiti in carburo o rivestiti in Stellite sono altamente raccomandati per la loro capacità di mantenere un bordo affilato e resistere all'usura. Un angolo di spoglia positivo (tra 0 e 15 gradi) aiuta a ridurre le forze di taglio e minimizza l'attrito.
Gestione dell'Espansione Termica
Il PTFE si espande e si contrae significativamente con i cambiamenti di temperatura e ha una scarsa conducibilità termica, il che significa che il calore rimane concentrato nel sito di taglio.
Velocità di taglio più lente (200-500 piedi superficiali al minuto) combinate con velocità di avanzamento più elevate (0,002-0,010 pollici per giro) aiutano a ridurre il calore da attrito. L'utensile impiega meno tempo a sfregare in un punto e un truciolo più grande trasporta più calore lontano dal pezzo.
L'uso di un sistema di raffreddamento è vivamente consigliato per dissipare il calore e impedire al materiale di espandersi e compromettere l'accuratezza dimensionale.
Supporto e Serraggio del Pezzo
Il PTFE è un materiale morbido che si deforma facilmente sotto pressione. Questa è una fonte comune di scarti di pezzi.
È essenziale una pressione di serraggio minima per tenere fermo il pezzo senza schiacciarlo o deformarlo. L'utilizzo di fissaggi con un'area superficiale maggiore può aiutare a distribuire la forza di serraggio in modo più uniforme.
Errori Comuni da Evitare
Comprendere i potenziali problemi prima che si presentino è fondamentale per una lavorazione efficiente e di successo del PTFE.
Deformazione del Pezzo
L'errore più comune è applicare una forza di serraggio eccessiva, che distorce il pezzo. Quando il pezzo viene rilasciato, torna indietro e le dimensioni lavorate risulteranno errate. Utilizzare sempre la minima pressione necessaria.
Scarsa Finitura Superficiale
Un utensile da taglio smussato non taglierà il PTFE; lo strapperà o lo spingerà. Ciò si traduce in una finitura superficiale sfilacciata o ruvida. L'ispezione regolare e il riaffilamento degli utensili sono obbligatori.
Dimensioni Imprecise
Non tenere conto dell'espansione termica è la causa principale dell'imprecisione dimensionale. La lavorazione di un pezzo mentre è caldo comporterà un pezzo sottodimensionato una volta che si sarà raffreddato a temperatura ambiente. L'uso costante del refrigerante è la soluzione migliore.
Fare la Scelta Giusta per il Tuo Obiettivo
Il tuo obiettivo specifico determinerà quali principi di lavorazione dovresti privilegiare.
- Se la tua priorità principale è una tolleranza dimensionale ristretta: Dai la priorità alla gestione termica sopra ogni altra cosa. Utilizza un sistema di raffreddamento affidabile e lascia che il materiale si stabilizzi a una temperatura costante prima di eseguire i tagli di finitura.
- Se la tua priorità principale è una finitura superficiale di alta qualità: La tua massima priorità è l'affilatura dell'utensile. Utilizza utensili dedicati in carburo appena affilati con spoglia positiva ed evita di far indugiare l'utensile in un unico punto.
- Se la tua priorità principale è prevenire il rigetto del pezzo: Concentrati sul corretto fissaggio del pezzo. Progetta fissaggi che supportino il pezzo senza deformarlo e istruisci i macchinisti a utilizzare una pressione di serraggio minima e distribuita uniformemente.
In definitiva, trattare il PTFE come un materiale unico, piuttosto che come un metallo morbido, è la chiave per produrre componenti accurati e di alta qualità.
Tabella Riassuntiva:
| Tecnica di Lavorazione | Ideale Per | Considerazioni Chiave |
|---|---|---|
| Tornitura CNC | Parti cilindriche (guarnizioni, alberi, anelli) | Taglio continuo; richiede utensili affilati per una tranciatura netta. |
| Fresatura CNC | Forme complesse (scanalature, tasche, contorni) | Gestione critica del calore per prevenire fusione/intasamento. |
| Foratura e Maschiatura | Creazione di fori e filettature interne | Utilizzare punte da trapano affilate e maschi leggermente sovradimensionati per il rilassamento del materiale. |
Hai bisogno di componenti in PTFE lavorati di precisione?
KINTEK è specializzata nella produzione di componenti in PTFE di alta qualità, inclusi guarnizioni, rivestimenti e vetreria da laboratorio personalizzata, per i settori dei semiconduttori, medico, di laboratorio e industriale. Comprendiamo i principi critici della lavorazione del PTFE per prevenire la deformazione e garantire tolleranze strette.
Sia che tu abbia bisogno di prototipi o di ordini ad alto volume, la nostra esperienza nella fabbricazione personalizzata offre l'affidabilità richiesta dalla tua applicazione.
Contatta KINTEK oggi stesso per un preventivo e scopri come possiamo dare vita al tuo progetto in PTFE con precisione ed esperienza.
Guida Visiva
Prodotti correlati
- Dischi di dispersione e aste di agitazione personalizzati in PTFE per processi chimici e miscelazione di laboratorio
- Taglierino per membrane filtranti in PTFE ad alta purezza con lama in ceramica per l'analisi PM2.5 e divisore personalizzato per carta filtrante di laboratorio
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Tagliamembrane Quadrato e Dispositivo di Aliquotazione Filtri in PTFE ad Alta Purezza per Analisi in Traccia e Applicazioni in Laboratorio in Camera Bianca
- Setaccio di Reazione in PTFE ad Alta Temperatura con Strati Personalizzabili e Dimensioni dei Pori di Precisione per Dispositivi di Separazione Campioni Filettati
Domande frequenti
- Cosa sono le barre in PTFE e come vengono prodotte? Una guida alle loro proprietà e alla produzione
- Come vengono utilizzate le barre in PTFE nelle applicazioni elettroniche ed elettriche? Sblocca prestazioni e affidabilità superiori
- In che modo gli steli in PTFE contribuiscono all'efficienza energetica nelle applicazioni industriali? Ridurre l'attrito e il consumo di energia
- Perché le barre in PTFE sono adatte per applicazioni mediche? Sicurezza e prestazioni di sterilizzazione senza pari
- Come si comporta l'asta in PTFE in ambienti chimicamente aggressivi? Resistenza chimica ineguagliabile per applicazioni esigenti



















