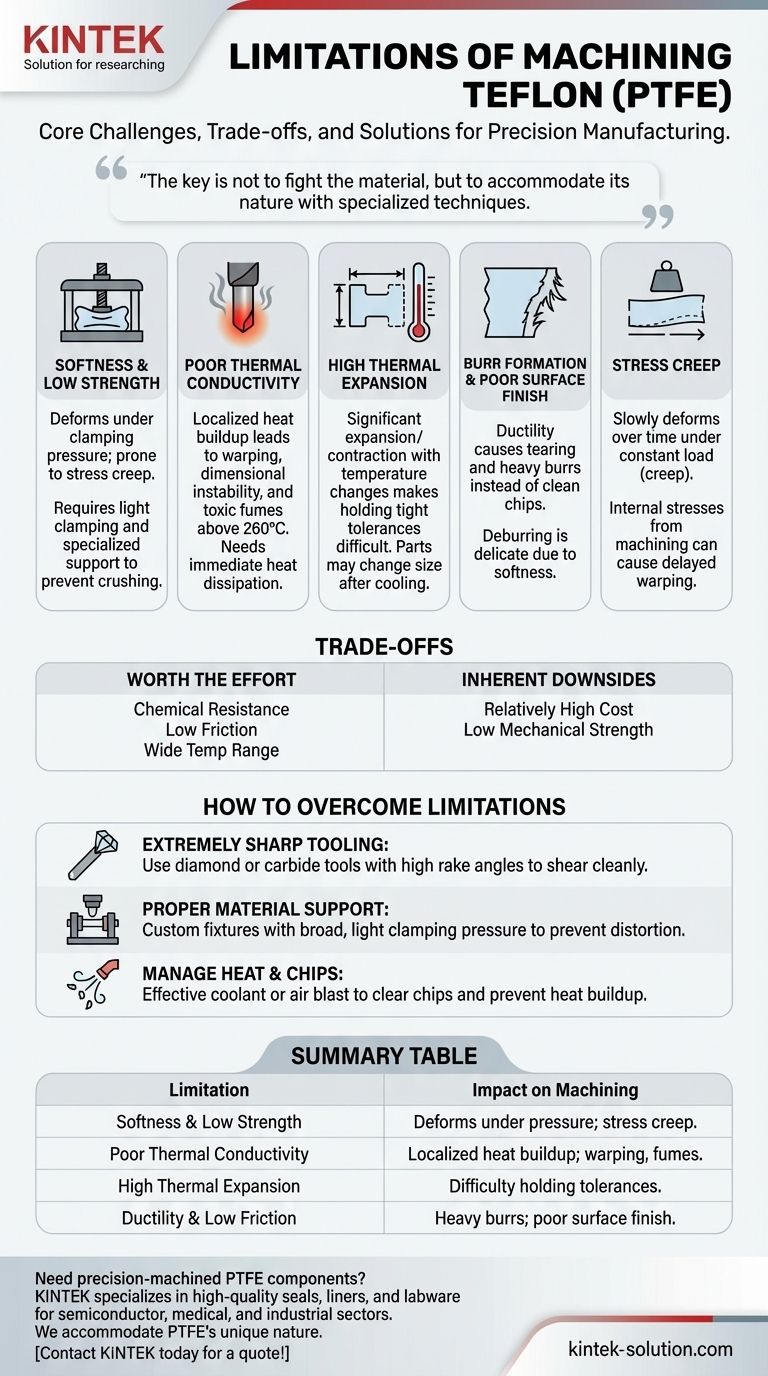
I limiti principali della lavorazione del Teflon (PTFE) sono la sua intrinseca morbidezza, la bassa conducibilità termica e l'alto coefficiente di dilatazione termica. Questa combinazione unica lo rende incline alla deformazione sotto la pressione di serraggio, alla distorsione dovuta all'accumulo di calore localizzato e all'incapacità di mantenere tolleranze strette. La sua bassa resistenza meccanica e la tendenza a formare bave pesanti invece di trucioli puliti complicano ulteriormente la creazione di componenti precisi.
Sebbene le proprietà eccezionali del PTFE, come l'inerzia chimica e il basso attrito, lo rendano di grande valore, queste stesse caratteristiche sono la fonte diretta delle sue sfide di lavorazione. La chiave non è combattere il materiale, ma assecondare la sua natura con tecniche specializzate.

Le Sfide Fondamentali della Lavorazione del PTFE
Comprendere i modi specifici in cui il PTFE si comporta durante la lavorazione è il primo passo per superare i suoi limiti. Ogni proprietà presenta una sfida distinta che richiede una strategia deliberata per essere gestita.
Deformazione Sotto Pressione
Il PTFE è estremamente morbido e malleabile. Le pressioni di serraggio standard utilizzate per i metalli o anche per altre plastiche possono facilmente schiacciare, distorcere o rovinare la superficie di un pezzo di PTFE prima ancora di effettuare il primo taglio.
Questa morbidezza implica che il materiale tende a spingersi via dallo strumento di taglio anziché tranciarsi in modo netto, portando a imprecisioni.
Scarsa Conducibilità Termica
A differenza dei metalli che dissipano rapidamente il calore, il PTFE è un eccellente isolante. L'attrito dello strumento di taglio genera calore che si concentra in un'area molto piccola.
Questo riscaldamento localizzato può causare l'ammorbidimento, l'espansione o persino la decomposizione del materiale, portando a distorsioni e instabilità dimensionale. Se le temperature superano i 260°C (500°F), il PTFE inizierà a decomporsi rilasciando fumi tossici, creando un significativo pericolo per la sicurezza.
Elevata Dilatazione Termica
Il PTFE si espande e si contrae in modo significativo con i cambiamenti di temperatura. Anche il calore modesto generato durante una passata di lavorazione leggera può far crescere il materiale.
Questo rende il mantenimento di tolleranze strette una sfida primaria. Un pezzo che misura perfettamente quando è caldo dalla lavorazione potrebbe essere fuori specifica una volta raffreddato a temperatura ambiente.
Formazione di Bave e Scarsa Finitura Superficiale
La duttilità e il basso attrito del materiale fanno sì che spesso si strappi o si spalmi anziché formare un truciolo pulito. Questo comportamento si traduce in bave pesanti e difficili da rimuovere lungo i bordi dei tagli.
La sbavatura del PTFE è un processo delicato, poiché la stessa morbidezza che crea le bave rende il pezzo suscettibile a danni durante la loro rimozione.
Scorrimento Viscoso (Creep) e Bassa Resistenza
Il PTFE ha una bassa resistenza alla trazione ed è soggetto a "creep" (scorrimento viscoso), il che significa che si deformerà lentamente nel tempo quando sottoposto a un carico costante. Questa è una limitazione del materiale che deve essere considerata nell'applicazione finale del pezzo.
Durante la lavorazione, possono essere introdotte tensioni interne, che possono causare la deformazione o il cambiamento di forma del pezzo ore o addirittura giorni dopo il completamento del lavoro.
Comprendere i Compromessi
Nonostante queste significative sfide di lavorazione, il PTFE rimane un materiale critico in molti settori. I suoi limiti sono tollerati perché i suoi vantaggi sono spesso impossibili da replicare con altri polimeri.
Perché Vale lo Sforzo
I motori principali per la scelta del PTFE sono la sua quasi universale resistenza chimica, un coefficiente di attrito estremamente basso (rendendolo una delle sostanze più scivolose conosciute) e un ampio intervallo di temperatura operativa (da -200°C a 260°C).
Gli Svantaggi Intrinseci
Oltre alle difficoltà di lavorazione, i principali compromessi sono il suo costo relativamente elevato rispetto ad altri polimeri e la sua bassa resistenza meccanica. Il PTFE non è un materiale strutturale; è un materiale specializzato scelto per le sue proprietà superficiali, l'intervallo di temperatura e l'inerzia chimica.
Come Superare i Limiti
La lavorazione di successo del PTFE si basa su una serie specifica di pratiche ottimali progettate per mitigare le sfide sopra menzionate.
Utilizzare Utensili Estremamente Affilati
Questo è il fattore più critico. Gli utensili devono essere eccezionalmente affilati, spesso con angoli di spoglia e di gioco elevati, per tranciare il materiale in modo netto anziché spingerlo. Si raccomandano spesso utensili in diamante o in carburo di gradi specifici per mantenere un bordo tagliente.
Fornire un Supporto Adeguato al Materiale
Apparecchiature personalizzate che supportano l'intero pezzo sono essenziali per prevenire la deformazione. La pressione di serraggio deve essere distribuita ampiamente e applicata leggermente per tenere il pezzo saldamente senza distorsioni.
Gestire Efficacemente Calore e Trucioli
L'uso di un refrigerante non serve sempre a raffreddare il pezzo, ma a rimuovere immediatamente i trucioli. Un getto di aria compressa o un refrigerante a inondazione idrosolubile e non aromatico può impedire l'accumulo di trucioli, che altrimenti isolerebbero la zona di taglio e intrappolerebbero il calore.
Fare la Scelta Giusta per il Tuo Obiettivo
La tua strategia di lavorazione dovrebbe essere dettata dalla caratteristica più critica del tuo pezzo finale.
- Se la tua priorità principale è ottenere tolleranze strette: Devi dare priorità alla gestione termica, utilizzando refrigeranti e potenzialmente lasciando che il pezzo si normalizzi tra le passate di sgrossatura e finitura.
- Se la tua priorità principale è una finitura superficiale pulita e priva di bave: Il fattore più importante è l'uso di utensili da taglio dedicati ed estremamente affilati con geometria progettata per plastiche morbide.
- Se la tua priorità principale è prevenire la deformazione del pezzo: Utilizza attrezzature progettate su misura che forniscano il massimo supporto con una pressione di serraggio minima e distribuita uniformemente.
Riconoscendo i suoi limiti e adattando la tua tecnica, il PTFE può essere lavorato in componenti altamente precisi e affidabili che sfruttano le sue proprietà uniche e preziose.
Tabella Riassuntiva:
| Limite | Impatto sulla Lavorazione |
|---|---|
| Morbidezza e Bassa Resistenza | Si deforma sotto la pressione di serraggio; incline allo scorrimento viscoso. |
| Scarsa Conducibilità Termica | L'accumulo di calore localizzato provoca distorsioni e fumi tossici. |
| Elevata Dilatazione Termica | Difficoltà nel mantenere tolleranze strette man mano che il pezzo si raffredda. |
| Duttilità e Basso Attrito | Forma bave pesanti e una scarsa finitura superficiale anziché trucioli puliti. |
Hai bisogno di componenti in PTFE lavorati di precisione che superino queste sfide intrinseche?
In KINTEK, siamo specializzati nella produzione di componenti in PTFE di alta qualità (guarnizioni, rivestimenti, vetreria da laboratorio e altro) per i settori dei semiconduttori, medico, di laboratorio e industriale. La nostra esperienza risiede nell'adattare la natura unica del PTFE con tecniche specializzate, dalle attrezzature personalizzate agli utensili affilati, garantendo che i vostri pezzi soddisfino specifiche esatte senza deformazioni o distorsioni.
Offriamo fabbricazione su misura da prototipi a ordini ad alto volume, dando priorità alla produzione di precisione per fornire componenti affidabili che sfruttano l'eccezionale resistenza chimica e il basso attrito del PTFE.
Contatta KINTEK oggi stesso per discutere le esigenze del tuo progetto e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Imbuto separatore a pressione costante in PTFE personalizzato, resistente alla corrosione, a basso fondo, per fiaschi PFA
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Setaccio di Reazione in PTFE ad Alta Temperatura con Strati Personalizzabili e Dimensioni dei Pori di Precisione per Dispositivi di Separazione Campioni Filettati
- Pala Agitatrice in PTFE Resistente alla Corrosione e Disco di Dispersione in Politetrafluoroetilene Personalizzabile
Domande frequenti
- Quali opzioni di personalizzazione sono disponibili per i materiali PTFE? Personalizza le prestazioni per la tua applicazione
- Cosa rende il PTFE lavorato adatto alle applicazioni industriali? Prestazioni ineguagliabili in condizioni estreme
- Come vengono prodotti tipicamente i contenitori e le apparecchiature da laboratorio in PTFE? All'interno del processo di lavorazione meccanica di precisione
- È possibile personalizzare i componenti in PTFE lavorato? Ottieni soluzioni di precisione per applicazioni esigenti
- Perché il PTFE lavorato è popolare nel campo medico? Biocompatibilità e precisione ineguagliabili



















