La lavorazione di successo del politetrafluoroetilene (PTFE) richiede un approccio specifico che differisce significativamente dalla lavorazione di metalli o plastiche più dure. Gli aspetti chiave implicano la gestione delle sue proprietà uniche del materiale attraverso una selezione specializzata degli utensili, parametri macchina ottimizzati, un bloccaggio del pezzo accurato e considerazioni post-lavorazione per controllare la sua intrinseca instabilità.
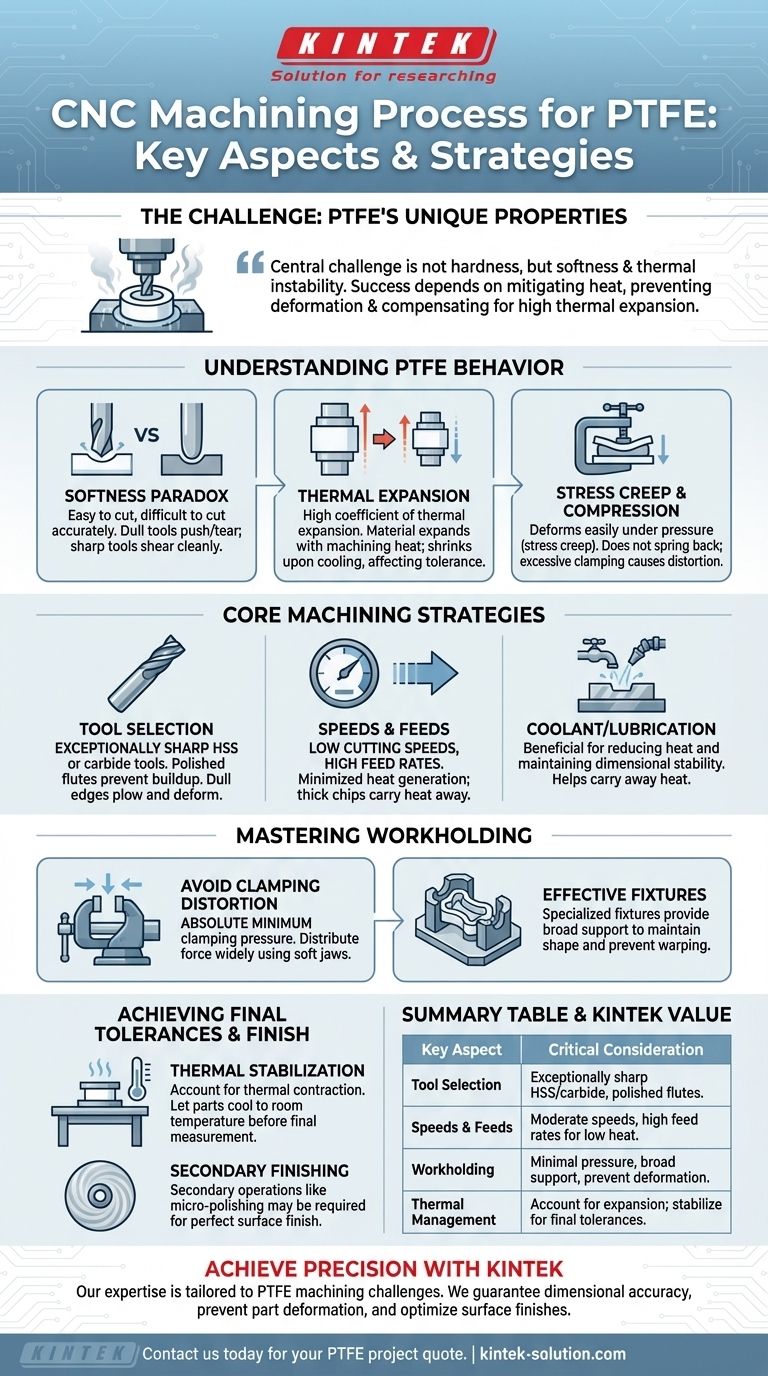
La sfida centrale nella lavorazione del PTFE non è la sua durezza, ma la sua morbidezza e instabilità termica. Il successo dipende interamente dalla mitigazione della generazione di calore, dalla prevenzione della deformazione dovuta alle forze di serraggio e dalla compensazione della sua elevata dilatazione termica per ottenere l'accuratezza dimensionale.

Comprendere il Comportamento Unico di Lavorazione del PTFE
Per lavorare efficacemente il PTFE, devi prima comprenderne le proprietà fondamentali. Le sue caratteristiche presentano un paradosso: è facile da tagliare, ma difficile da tagliare con precisione.
Il Paradosso della Morbidezza
La morbidezza del PTFE e il suo coefficiente di attrito molto basso significano che gli utensili da taglio lo attraversano con poca resistenza.
Tuttavia, questa stessa morbidezza significa che il materiale può essere facilmente spinto o strappato da un utensile smussato anziché essere tranciato in modo netto, portando a una finitura superficiale scadente.
La Sfida della Dilatazione Termica
Il PTFE ha un coefficiente di dilatazione termica molto elevato. Anche il calore minimo generato durante la lavorazione farà espandere significativamente il materiale.
Quando il pezzo si raffredda, si restringe, il che significa che un pezzo perfettamente a specifica sulla macchina potrebbe risultare sottodimensionato dopo essersi stabilizzato alla temperatura ambiente.
Il Problema del Fluage da Stress e della Compressione
Questo materiale si deforma facilmente sotto pressione e non ritorna alla sua forma originale. Questo è noto come fluage da stress (stress creep).
Una pressione di serraggio eccessiva in una morsa o in un dispositivo di bloccaggio comprimerà il materiale, portando a dimensioni imprecise e potenzialmente deformando il pezzo una volta rilasciato.
Strategie e Parametri Fondamentali di Lavorazione
Un processo di lavorazione PTFE di successo si basa su una base di controllo del calore e delle forze fisiche.
Selezione dell'Utensile: L'Affilatura è Non Negoziabile
I vostri utensili da taglio devono essere eccezionalmente affilati, con scanalature lucidate per prevenire l'accumulo di materiale. Sono efficaci sia gli utensili in Acciaio Rapido (HSS) che quelli in carburo.
Un bordo smussato arerà attraverso il materiale invece di tagliarlo, generando calore in eccesso e deformando il pezzo.
Velocità e Avanzamenti: Un Approccio a Basso Contenuto di Calore
Utilizzare velocità di taglio moderate o basse per minimizzare la generazione di calore. Gli alti regimi (RPM) faranno rapidamente surriscaldare il materiale, facendolo espandere e non riuscire a mantenere la tolleranza.
Impiegare un avanzamento elevato e una profondità di taglio relativamente piccola. Questo crea un truciolo più spesso che porta via il calore dal pezzo e assicura che l'utensile stia tagliando continuamente materiale fresco.
Il Ruolo del Refrigerante e della Lubrificazione
Sebbene non sempre richiesto, l'uso di un lubrificante o refrigerante può essere vantaggioso.
Il suo scopo principale è ridurre e asportare il calore, aiutando a mantenere la stabilità dimensionale del pezzo durante l'operazione di taglio.
Padroneggiare il Bloccaggio del Pezzo e il Fissaggio
Il modo in cui si tiene il materiale PTFE è uno dei fattori più critici per il successo. Un fissaggio improprio è una causa primaria di pezzi difettosi.
Evitare la Distorsione da Serraggio
Utilizzare la quantità minima assoluta di pressione di serraggio richiesta per tenere saldamente il pezzo. Un serraggio eccessivo comprimerà inevitabilmente e distorcerà il pezzo.
Distribuire la forza di serraggio su un'ampia superficie utilizzando ganasce morbide o dispositivi di fissaggio personalizzati per evitare la creazione di punti di pressione che possono deformare permanentemente il materiale.
Progettazione di Dispositivi di Fissaggio Efficaci
Per pezzi complessi, prendere in considerazione dispositivi di fissaggio specializzati progettati per materiali morbidi. Questi dispositivi dovrebbero fornire un ampio supporto su tutto il pezzo per mantenerne la forma e prevenire la deformazione durante la lavorazione.
Ottenere Tolleranze Finali e Finitura
Gli ultimi passaggi sono cruciali per garantire che il pezzo soddisfi le specifiche richieste dopo aver lasciato la macchina.
Tenere Conto delle Modifiche Post-Lavorazione
Per ottenere tolleranze strette, è necessario tenere conto della contrazione termica. Spesso è necessario lasciare che il pezzo si raffreddi e si stabilizzi a temperatura ambiente prima di effettuare una misurazione finale o eseguire una passata di finitura.
Operazioni di Finitura Secondaria
La morbidezza del PTFE può rendere difficile ottenere una superficie perfettamente liscia direttamente dalla macchina. Potrebbero essere necessarie operazioni secondarie come la micro-lucidatura per soddisfare i requisiti specifici di finitura superficiale.
Come Applicare Questo al Tuo Progetto
La tua specifica strategia di lavorazione dovrebbe essere guidata dal risultato più critico del tuo progetto.
- Se la tua attenzione principale è ottenere tolleranze dimensionali strette: La tua strategia deve ruotare attorno a una gestione aggressiva del calore e al consentire al pezzo di stabilizzarsi prima della misurazione finale.
- Se la tua attenzione principale è un'eccellente finitura superficiale: Utilizza utensili eccezionalmente affilati e lucidati con un angolo di spoglia positivo elevato e pianifica operazioni di finitura secondarie.
- Se la tua attenzione principale è evitare la deformazione del pezzo: Progetta dispositivi di fissaggio che forniscano un supporto ampio e delicato e forma gli operatori affinché utilizzino la pressione di serraggio minima assoluta necessaria.
Rispettando le proprietà uniche del PTFE invece di combatterle, puoi ottenere risultati precisi e affidabili con coerenza.
Tabella Riassuntiva:
| Aspetto Chiave | Considerazione Critica |
|---|---|
| Selezione Utensile | Utensili HSS o in carburo eccezionalmente affilati con scanalature lucidate. |
| Velocità e Avanzamenti | Velocità moderate, avanzamenti elevati per minimizzare la generazione di calore. |
| Bloccaggio del Pezzo | Pressione di serraggio minima con ampio supporto per prevenire la deformazione. |
| Gestione Termica | Tenere conto dell'elevata dilatazione termica; lasciare che i pezzi si stabilizzino per le tolleranze finali. |
Ottieni componenti PTFE lavorati di precisione con KINTEK.
La nostra esperienza è specificamente adattata alle sfide uniche della lavorazione di PTFE, Teflon® e altri polimeri ad alte prestazioni. Comprendiamo che il successo dipende dalla gestione della morbidezza e della dilatazione termica per soddisfare le vostre specifiche esatte per guarnizioni, rivestimenti, vetreria da laboratorio e parti personalizzate.
Offriamo valore tramite:
- Garanzia di Accuratezza Dimensionale: I nostri processi specializzati tengono conto delle proprietà del PTFE per garantire che i vostri pezzi soddisfino tolleranze strette.
- Prevenzione della Deformazione del Pezzo: Utilizziamo dispositivi di fissaggio personalizzati e tecniche di bloccaggio precise per evitare il fluage da stress e la deformazione.
- Ottimizzazione delle Finiture Superficiali: Dalla lavorazione iniziale alla lucidatura secondaria, otteniamo la qualità superficiale richiesta dalla vostra applicazione.
Che abbiate bisogno di prototipi o di produzione ad alto volume per i settori dei semiconduttori, medicale o di laboratorio, affidatevi a KINTEK per precisione e affidabilità.
Contattateci oggi per discutere il vostro progetto di lavorazione PTFE e ottenere un preventivo.
Guida Visiva
Prodotti correlati
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Filtro PTFE ad Alta Purezza con Connessioni Valvola PFA e Piastra Setto Integrata per il Trattamento di Fluidi Corrosivi
- Serbatoio quadrato in PTFE personalizzato ad alta purezza - Cilindro di ammollo e pulizia acida per semiconduttori, serbatoio di filtrazione in fluoropolimero resistente alla corrosione
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
Domande frequenti
- Qual è l'intervallo di temperatura operativa per la vetreria in PTFE? Padroneggiare i limiti termici da -200°C a +260°C
- Qual è l'intervallo di compatibilità chimica per la vetreria da laboratorio in PTFE? Esplora la resistenza chimica quasi universale.
- Quali sono le principali proprietà di resistenza chimica delle apparecchiature di laboratorio in PTFE? Purezza e Inerzia Ineguagliabili
- Quali sono i vantaggi meccanici e di sicurezza derivanti dall'utilizzo di apparecchiature in PTFE in laboratorio? Migliora Sicurezza & Durata
- In che modo il PTFE minimizza la contaminazione del campione? Garantire una purezza senza pari per le analisi critiche



















