Per lavorare con successo il Teflon (PTFE), è possibile impiegare una serie di processi, ma tutti richiedono adattamenti specifici alle proprietà uniche del materiale. I metodi più comuni sono la fresatura e la tornitura CNC, che offrono alta precisione, seguiti da tecniche specializzate come la foratura con geometrie di utensili specifiche, la rettifica e il taglio a getto d'acqua o fustellatura per diverse forme di materiale grezzo. La chiave è utilizzare utensili eccezionalmente affilati, gestire l'accumulo di calore e tenere conto della tendenza del materiale a deformarsi sotto pressione.
Sebbene si utilizzino attrezzature standard come frese e torni, la lavorazione del PTFE è fondamentalmente una pratica di gestione del materiale. Il successo dipende meno dalla macchina stessa e più dal controllo della morbidezza intrinseca del materiale, dell'elevata espansione termica e della tendenza allo "scorrimento" (creep), aspetti che le tecniche focalizzate sui metalli standard non riescono ad affrontare.

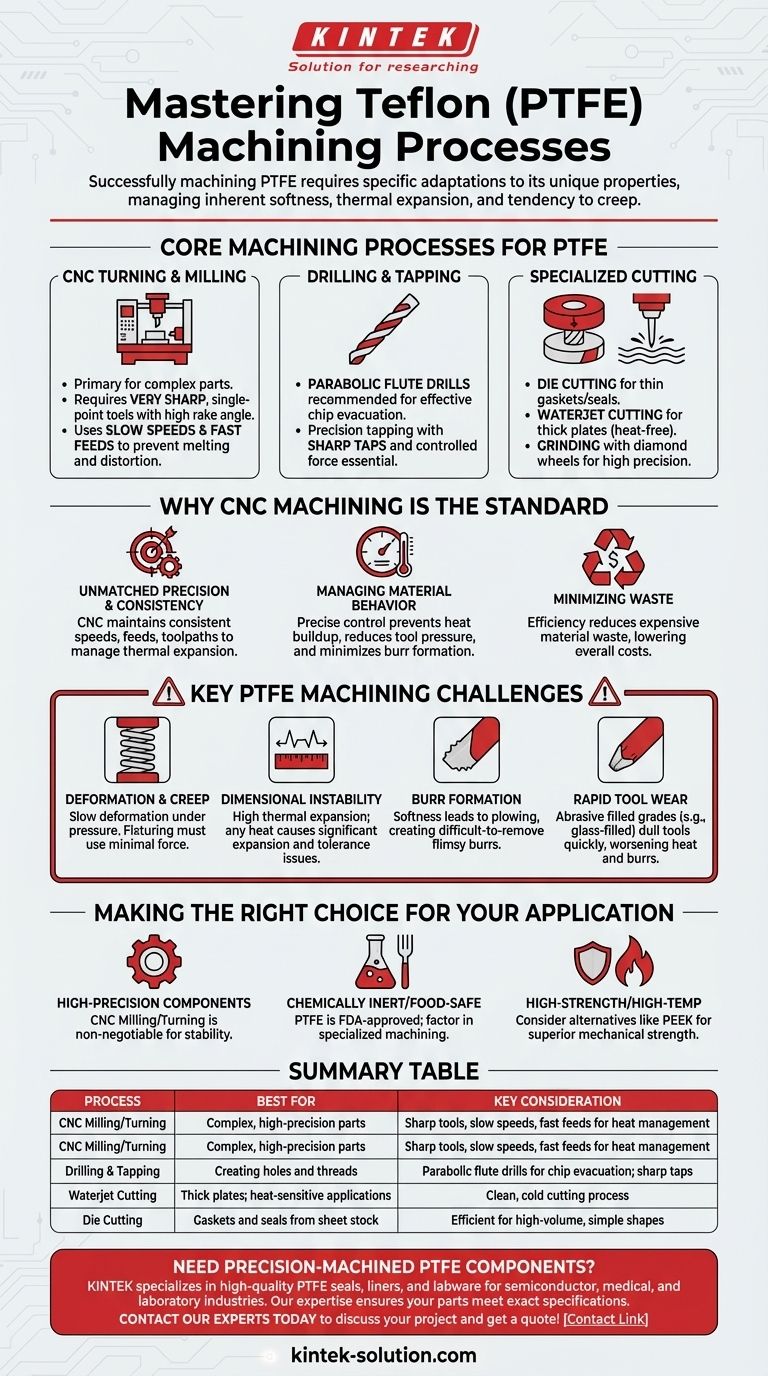
Processi di Lavorazione Principali per il PTFE
Il politetrafluoroetilene (PTFE), o Teflon, è eccezionalmente morbido e presenta un elevato coefficiente di espansione termica. Questo detta la scelta e l'applicazione di ogni processo di lavorazione.
Tornitura e Fresatura CNC
Questi sono i metodi principali per creare parti complesse in PTFE. Il successo dipende da parametri molto specifici per evitare fusione, deformazione o una finitura superficiale scadente.
La strategia prevede l'uso di utensili da taglio a punta singola molto affilati con un angolo di spoglia elevato. Gli operatori utilizzano tipicamente velocità lente combinate con avanzamenti rapidi per creare trucioli che allontanino efficacemente il calore dal pezzo, prevenendo distorsioni dimensionali.
Foratura e Maschiatura
La foratura del PTFE richiede un'attenta evacuazione dei trucioli per prevenire attrito e calore. I punte elicoidali paraboliche sono spesso raccomandati poiché la loro forma aiuta a evacuare il truciolo morbido e filamentoso più efficacemente delle punte standard.
Quando si creano filettature, è essenziale una maschiatura di precisione. Poiché il materiale può deformarsi o spanarsi facilmente, sono necessari maschi affilati e una forza controllata per produrre filettature pulite e funzionali.
Metodi di Taglio Specializzati
Per forme specifiche di materiale grezzo in PTFE, altri metodi sono più adatti. La fustellatura è un processo efficiente per produrre guarnizioni o tenute da fogli sottili.
Per piastre più spesse dove il calore della lavorazione tradizionale potrebbe essere un problema, il taglio a getto d'acqua offre un'alternativa pulita e priva di calore. Per ottenere superfici di altissima precisione, si può utilizzare la rettifica con mole diamantate, sebbene sia meno comune.
Perché la Lavorazione CNC è lo Standard
Sebbene la lavorazione manuale sia possibile per prototipi semplici, il CNC è il metodo preferito per qualsiasi componente in PTFE a livello di produzione. Questa è una risposta diretta alle proprietà impegnative del materiale.
Precisione e Coerenza Ineguagliabili
L'elevata espansione termica del PTFE significa che anche piccoli cambiamenti di temperatura durante la lavorazione possono far uscire una parte dalle tolleranze. La capacità di una macchina CNC di mantenere velocità, avanzamenti e percorsi utensile costanti fornisce il controllo necessario per gestire queste variabili e produrre parti ripetibili.
Gestione del Comportamento del Materiale
La programmabilità del CNC consente la strategia di velocità lenta e avanzamento rapido, precisa, richiesta dal PTFE. Questo ambiente controllato è cruciale per prevenire l'accumulo di calore, ridurre la pressione sull'utensile e minimizzare la formazione di bave sui bordi dei tagli.
Riduzione al Minimo degli Sprechi
Il PTFE può essere un materiale relativamente costoso. L'efficienza e l'ottimizzazione offerte dalla lavorazione CNC riducono lo spreco di materiale rispetto ai metodi manuali, portando a costi di parte complessivi inferiori.
Comprendere i Compromessi: Sfide Chiave nella Lavorazione del PTFE
Scegliere di lavorare il PTFE significa accettare e pianificare i suoi limiti intrinseci. Ignorare questi fattori è la causa principale dei pezzi difettosi.
Deformazione e Scorrimento (Creep)
Il PTFE ha una bassa resistenza meccanica e una tendenza allo "scorrimento" o "flusso a freddo" (cold flow). Ciò significa che si deformerà lentamente nel tempo se sottoposto a pressione continua. Il fissaggio e il serraggio devono essere eseguiti con una forza minima per evitare di distorcere la parte prima ancora di effettuare il primo taglio.
Instabilità Dimensionale
L'espansione termica del materiale è molte volte superiore a quella dei metalli. Qualsiasi calore generato da utensili smussati o avanzamenti impropri farà espandere significativamente il materiale, rendendo impossibile mantenere tolleranze strette.
Formazione di Bave
La morbidezza del PTFE fa sì che, invece di creare un truciolo pulito, gli utensili a volte possano spingere o "arare" il materiale. Ciò si traduce in bave fragili lungo i bordi lavorati che sono difficili da rimuovere senza danneggiare la superficie della parte.
Usura Rapida degli Utensili
Sebbene morbido, alcuni gradi di PTFE caricato (come quello caricato con vetro) sono altamente abrasivi. Ciò porta a una rapida usura dell'utensile, che smussa i bordi di taglio ed esacerba immediatamente i problemi di generazione di calore e formazione di bave.
Fare la Scelta Giusta per la Tua Applicazione
La selezione del processo e del materiale giusto dipende interamente dai requisiti di utilizzo finale del componente.
- Se la tua priorità principale sono i componenti ad alta precisione: la fresatura e la tornitura CNC sono irrinunciabili per la loro capacità di controllare le variabili che influenzano la stabilità dimensionale del PTFE.
- Se la tua priorità principale sono parti chimicamente inerti o adatte al contatto alimentare: il PTFE è un'ottima scelta, essendo approvato dalla FDA, ma devi tenere conto dei requisiti di lavorazione specializzati per mantenere l'integrità del pezzo.
- Se la tua priorità principale è la resistenza meccanica o la stabilità alle alte temperature: considera un'alternativa come il PEEK, che offre resistenza meccanica e termica superiore pur garantendo un'eccellente resistenza chimica.
Comprendendo e rispettando le proprietà uniche del PTFE, puoi trasformare le sue sfide di lavorazione in risultati prevedibili e di successo.
Tabella Riassuntiva:
| Processo | Ideale Per | Considerazione Chiave |
|---|---|---|
| Fresatura/Tornitura CNC | Parti complesse e ad alta precisione | Utensili affilati, velocità lente, avanzamenti rapidi per gestire il calore |
| Foratura e Maschiatura | Creazione di fori e filettature | Punte elicoidali paraboliche per l'evacuazione dei trucioli; maschi affilati |
| Taglio a Getto d'Acqua | Piastre spesse; applicazioni sensibili al calore | Processo di taglio pulito e freddo |
| Fustellatura | Guarnizioni e tenute da materiale in lastra | Efficiente per forme semplici ad alto volume |
Hai bisogno di componenti in PTFE lavorati con precisione? KINTEK è specializzata nella produzione di guarnizioni, rivestimenti e vetreria da laboratorio in PTFE di alta qualità per i settori dei semiconduttori, medico e di laboratorio. La nostra esperienza nella fabbricazione su misura, dai prototipi agli ordini ad alto volume, garantisce che le vostre parti soddisfino specifiche esatte, padroneggiando le sfide uniche della lavorazione del PTFE. Contatta oggi i nostri esperti per discutere il tuo progetto e ricevere un preventivo!
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Boccola in PTFE personalizzabile per applicazioni industriali avanzate
Domande frequenti
- Perché il PTFE lavorato è popolare nel campo medico? Biocompatibilità e precisione ineguagliabili
- Come si comportano i contenitori in politetrafluoroetilene (PTFE) per quanto riguarda la permeazione dei gas? Approfondimenti degli esperti sull'assorbimento dei solventi
- I componenti in PTFE possono essere personalizzati in base a requisiti specifici? Ottieni componenti in PTFE personalizzati di precisione
- Come vengono prodotti tipicamente i contenitori e le apparecchiature da laboratorio in PTFE? All'interno del processo di lavorazione meccanica di precisione
- Quali sono i vantaggi della lavorazione del PTFE rispetto ad altri materiali? Sblocca prestazioni superiori in ambienti difficili



















