Lavorare con successo il PTFE richiede una strategia che dia priorità alla finezza rispetto alla forza. La migliore pratica consiste nell'utilizzare utensili estremamente affilati ad alte velocità del mandrino ma con una velocità di avanzamento molto bassa, una combinazione che trancia il materiale in modo pulito prima che le sue due proprietà più impegnative – la morbidezza e la scarsa dissipazione del calore – possano compromettere il risultato.
La sfida fondamentale nel lavorare con il PTFE non è tagliarlo, ma tagliarlo con precisione senza causare deformazioni, fusione o strappi. Il vostro successo dipende interamente dalla gestione dell'accumulo di calore e della pressione dell'utensile.

Comprendere la Sfida Principale: Le Proprietà del PTFE
Per lavorare efficacemente il PTFE, devi prima comprendere il materiale stesso. Le sue caratteristiche uniche sono ciò che rende inefficaci le pratiche di lavorazione standard.
Morbidezza e Memoria Elastica
Il PTFE è un materiale eccezionalmente morbido e malleabile. Sotto la pressione di un utensile smussato o di una velocità di avanzamento aggressiva, tenderà a spingersi via, allungarsi e deformarsi anziché formare un truciolo pulito. Possiede anche una memoria elastica, il che significa che potrebbe scattare indietro dopo il passaggio dell'utensile, con conseguenti fori sottodimensionati.
Bassa Conducibilità Termica
A differenza dei metalli, il PTFE non conduce il calore lontano dall'utensile da taglio. Ciò provoca la concentrazione del calore nel punto di contatto, che può portare rapidamente a fusione, formazione di trucioli gommosi e una finitura superficiale scadente.
Migliori Pratiche per la Foratura del PTFE
Ottenere un foro pulito e dimensionalmente accurato nel PTFE richiede un'attenta attenzione agli utensili e alla tecnica.
La Scelta dell'Utensile è Fondamentale
Il tuo utensile principale deve essere eccezionalmente affilato. Sono ideali le punte progettate specificamente per le materie plastiche, che spesso hanno un angolo di punta più acuto e scanalature altamente lucidate. Un bordo affilato trancia nettamente il materiale, mentre le scanalature lucidate aiutano a espellere efficientemente i trucioli gommosi.
Alte Velocità, Bassi Avanzamenti
Utilizza un alta velocità del mandrino (RPM) per assicurarti che il tagliente si muova abbastanza velocemente da tranciare il materiale prima che possa deformarsi. Combina questo con una velocità di avanzamento molto bassa. Spingere la punta nel materiale troppo velocemente causerà strappi e deformazioni anziché un taglio netto.
Gestire l'Accumulo di Calore
Non permettere mai che l'utensile si attardi in un punto. L'utilizzo di un ciclo di "foratura a intermittenza" (peck drilling) – in cui la punta avanza leggermente e poi si ritrae per evacuare i trucioli – è molto efficace. Questa azione rompe il truciolo e concede un momento di raffreddamento sia all'utensile che al pezzo in lavorazione. Un flusso costante di aria compressa può anche aiutare a rimuovere i trucioli e fornire un certo raffreddamento.
Migliori Pratiche per la Filettatura del PTFE
Creare filettature nel PTFE presenta una serie di sfide simili. La morbidezza del materiale rende facile spanare o creare filettature deboli se si utilizza l'approccio sbagliato.
Utilizzare Maschi a Rullare, Non Maschi da Taglio
La migliore pratica più significativa per filettare il PTFE è utilizzare maschi a rullare speciali (noti anche come maschi a formatura a freddo o a rullare). Questi utensili non rimuovono materiale tagliandolo. Invece, spostano e comprimono il PTFE per formare il profilo della filettatura.
Il Vantaggio della Formatura
Questo metodo produce una filettatura molto più robusta, liscia e precisa. Poiché non vengono creati trucioli, il processo è più pulito ed evita il rischio che i trucioli si incastrino nel foro. Ciò affronta direttamente l'obiettivo di "filettare senza tagliare".
Preparazione del Foro
Quando si utilizza un maschio a rullare, la dimensione del foro preforato è fondamentale e sarà più grande della dimensione richiesta per un maschio da taglio standard. Consultare sempre le specifiche del produttore del maschio per forare la dimensione corretta del foro per garantire un flusso di materiale adeguato.
Comprendere i Compromessi e le Insidie
Ignorare queste migliori pratiche può portare a diversi fallimenti comuni che sono frustranti e costosi.
Il Rischio di Imprecisione Dimensionale
L'uso di utensili smussati o di una pressione di avanzamento eccessiva farà sì che il PTFE si allunghi attorno alla punta del trapano. Quando l'utensile viene rimosso, il materiale scatta indietro, risultando in un foro significativamente più piccolo della punta utilizzata per crearlo.
Il Problema di una Finitura Scadente
Il calore è il nemico di una buona finitura superficiale nel PTFE. Se la velocità del mandrino è troppo bassa o l'utensile non è abbastanza affilato, l'attrito scioglierà il materiale, lasciando una superficie gommosa, ruvida e inaccettabile all'interno del foro o sulle filettature.
Il Pericolo di Filettature Spanate
Tentare di utilizzare un maschio da taglio standard, specialmente uno aggressivo, è la causa più comune di filettature difettose. I taglienti del maschio tenderanno a strappare e tirare il materiale morbido, provocando filettature deboli, mal formate o completamente spanate.
Fare la Scelta Giusta per il Tuo Obiettivo
Adatta la tua tecnica in base al risultato più critico.
- Se la tua priorità principale è l'accuratezza dimensionale: Dai la precedenza a utensili estremamente affilati e a un ciclo di foratura a intermittenza con velocità di avanzamento molto basse per eliminare calore e deformazione del materiale.
- Se la tua priorità principale sono filettature robuste e affidabili: La soluzione definitiva è utilizzare un maschio a rullare invece di un maschio da taglio, assicurandoti che il foro preforato sia dimensionato correttamente per la formatura.
- Se stai riscontrando una finitura superficiale scadente: I fattori immediati da affrontare sono aumentare la velocità del mandrino e verificare che i tuoi utensili da taglio siano il più affilati possibile.
Trattando il PTFE con l'approccio unico che richiede, puoi ottenere costantemente risultati puliti, precisi e affidabili.
Tabella Riassuntiva:
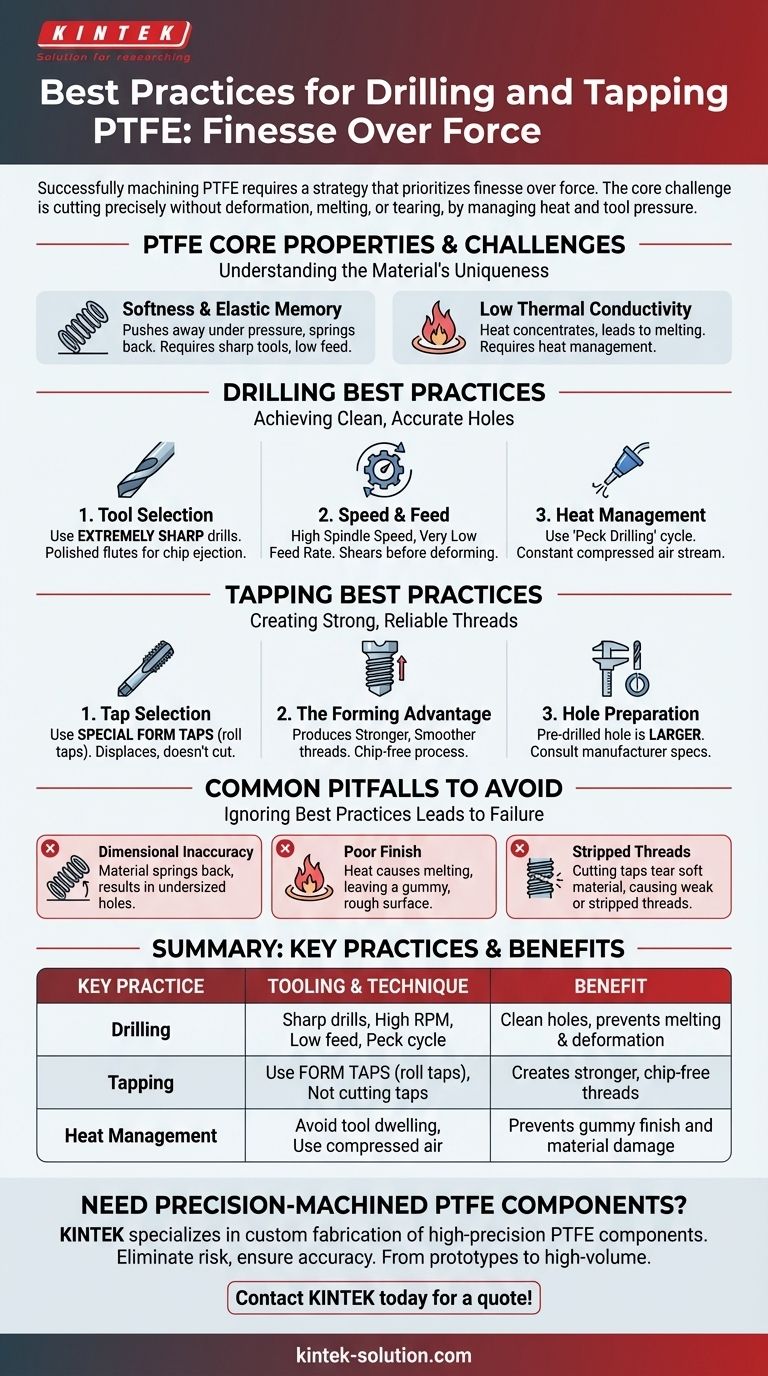
| Pratica Chiave | Utensili e Tecnica | Vantaggio |
|---|---|---|
| Foratura | Punte affilate, RPM elevati, bassa velocità di avanzamento, ciclo a intermittenza | Fori puliti, previene fusione e deformazione |
| Filettatura | Utilizzare maschi a rullare (roll taps), non maschi da taglio | Crea filettature più robuste e senza trucioli |
| Gestione del Calore | Evitare l'attesa dell'utensile, usare aria compressa | Previene finitura gommosa e danni al materiale |
Hai Bisogno di Componenti in PTFE Lavorati di Precisione?
La lavorazione del PTFE internamente richiede competenze e attrezzature specializzate. Perché rischiare spreco di materiale e ritardi di produzione? KINTEK è specializzata nella fabbricazione su misura di componenti in PTFE ad alta precisione, inclusi guarnizioni, rivestimenti, vetreria da laboratorio e parti complesse con caratteristiche forate e filettate.
Serviamo i settori dei semiconduttori, medico, di laboratorio e industriale, fornendo l'accuratezza dimensionale e la finitura superficiale superiore richieste dalle vostre applicazioni. Dai prototipi agli ordini ad alto volume, la nostra esperienza assicura che le vostre parti in PTFE siano realizzate correttamente al primo tentativo.
Lascia che ci occupiamo noi della lavorazione di precisione per te. Contatta KINTEB oggi per un preventivo!
Guida Visiva
Prodotti correlati
- Sistema di Filtrazione Personalizzato in PTFE Resistente agli Acidi Grado Semiconduttore ad Alta Purezza per Processi Chimici
- Rubinetto in PTFE ad alta resistenza alla corrosione - Valvola in politetrafluoroetilene per serbatoi di stoccaggio chimici e sistemi di trasferimento fluidi - Qualità industriale personalizzabile
- Sistema di filtrazione sotto vuoto PTFE PFA resistente alla corrosione, personalizzabile, dispositivo infrangibile per laboratorio
- Filtro Corrosione Resistente in PTFE con Connessioni Valvola PFA e Piastra Setto Integrata
- Siringa in PTFE da 50 ml resistente alle alte temperature e agli agenti chimici, iniettore Teflon personalizzato con guarnizione filettata per l'analisi delle tracce
Domande frequenti
- Quali sono le applicazioni tipiche dei filtri in PTFE nella filtrazione scientifica? Padroneggiare la filtrazione di sostanze chimiche aggressive e gas
- Quali sostanze chimiche sono completamente compatibili con i filtri in PTFE? Scopri una resistenza chimica senza pari
- Perché i filtri in politetrafluoroetilene (PTFE) sono preferiti per le applicazioni farmaceutiche e di bioprocessing di laboratorio?
- Quali dimensioni e opzioni di porosità sono disponibili per i filtri in PTFE? Scegli il filtro giusto per la tua applicazione
- Cosa rende i sistemi di filtrazione in PTFE vantaggiosi per l'uso industriale e scientifico? Stabilità chimica e termica senza pari



















