In sintesi, lo stampaggio a compressione del PTFE è un processo in quattro fasi che trasforma una polvere fine in un componente solido e ad alte prestazioni. Implica il riempimento uniforme di uno stampo con resina PTFE, la compressione ad alta pressione a temperatura ambiente, il riscaldamento in un processo chiamato sinterizzazione per fondere le particelle e, infine, il raffreddamento in condizioni controllate per ottenere la sua forma finale.
A differenza delle plastiche comuni che vengono fuse e iniettate, il PTFE ha una viscosità di fusione estremamente elevata, rendendone impossibile la lavorazione convenzionale. Pertanto, lo stampaggio a compressione agisce più come la metallurgia delle polveri – un metodo di "pressatura e cottura" che fonde le particelle insieme senza mai raggiungere un vero stato liquido.

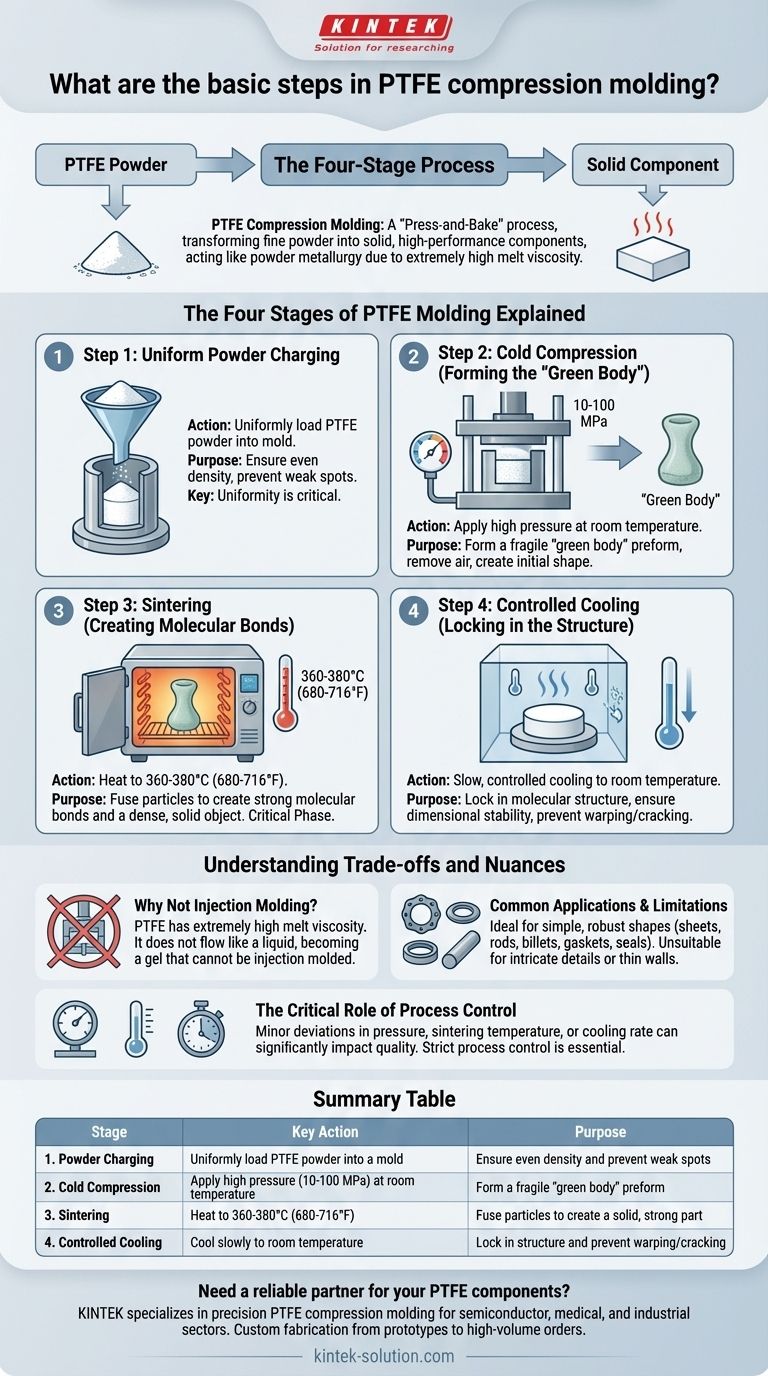
Le quattro fasi dello stampaggio del PTFE spiegate
Ogni passaggio nel processo di stampaggio a compressione è fondamentale per sviluppare le proprietà uniche del pezzo finale in PTFE, dalla sua resistenza chimica alla sua resistenza meccanica.
Fase 1: Caricamento uniforme della polvere
Il processo inizia caricando attentamente una quantità specifica di polvere di PTFE in una cavità dello stampo.
La chiave di questa fase è l'uniformità. Qualsiasi distribuzione non uniforme della polvere può portare a variazioni di densità, creando punti deboli e compromettendo l'integrità strutturale del componente finito.
Fase 2: Compressione a freddo (Formazione del "corpo verde")
Successivamente, la polvere viene compressa a temperatura ambiente utilizzando pressioni che vanno da 10 a 100 MPa.
Questa alta pressione forza le singole particelle di polvere a stretto contatto, rimuovendo l'aria e creando una forma fragile e preliminare. Questa forma pre-sinterizzata è spesso chiamata "corpo verde" o preforma. Ha la forma corretta ma manca di una significativa resistenza meccanica.
Fase 3: Sinterizzazione (Creazione di legami molecolari)
Il corpo verde viene accuratamente rimosso dallo stampo e posto in un forno per la sinterizzazione, la fase più critica del processo.
Il componente viene riscaldato a una temperatura precisa tra 360-380°C (680-716°F). A questa temperatura, le particelle di PTFE si fondono insieme, creando forti legami molecolari e trasformando la fragile preforma in un oggetto denso e solido. È qui che vengono stabilite le proprietà meccaniche finali del materiale.
Fase 4: Raffreddamento controllato (Blocco della struttura)
Dopo la sinterizzazione, il componente deve essere raffreddato a temperatura ambiente in modo altamente controllato.
Il raffreddamento lento è essenziale. Un raffreddamento rapido può introdurre sollecitazioni interne, portando a deformazioni o addirittura a crepe. Questa fase finale solidifica la struttura molecolare del pezzo e ne garantisce la stabilità dimensionale e le prestazioni.
Comprendere i compromessi e le sfumature
Sebbene semplice, il successo dello stampaggio a compressione del PTFE dipende dalla comprensione dei suoi requisiti e limiti unici.
Perché non usare lo stampaggio a iniezione tradizionale?
La ragione principale di questo processo specializzato è l'estrema viscosità di fusione del PTFE. Anche quando riscaldato al di sopra del suo punto di fusione, non scorre come un liquido. Invece, diventa una sostanza viscosa, simile a un gel, che non può essere forzata in uno stampo con la velocità e la precisione dello stampaggio a iniezione.
Applicazioni comuni e limitazioni
Lo stampaggio a compressione è ideale per la produzione di forme semplici e robuste con pareti spesse.
Questo metodo eccelle nella creazione di materiali di base come fogli, barre e billette, che vengono spesso lavorati per ottenere parti più complesse. È anche perfetto per la produzione di componenti come guarnizioni, tenute e cuscinetti. Tuttavia, è generalmente inadatto per la creazione di parti con dettagli intricati o pareti sottili.
Il ruolo critico del controllo del processo
La qualità di un pezzo in PTFE stampato è altamente sensibile alle variabili di processo. Piccole deviazioni nella pressione, nella temperatura di sinterizzazione o nella velocità di raffreddamento possono influire significativamente sulla densità, porosità e resistenza meccanica del pezzo finale. Ciò rende il rigoroso controllo del processo assolutamente essenziale per produrre componenti affidabili.
Fare la scelta giusta per il tuo obiettivo
Comprendere questo processo ti consente di specificare parti e materiali in modo più efficace.
- Se il tuo obiettivo principale è l'affidabilità del componente: insisti su cicli di sinterizzazione e raffreddamento controllati, poiché questi passaggi sono i più critici per garantire proprietà del materiale coerenti e prevenire guasti prematuri.
- Se il tuo obiettivo principale è la produzione di forme semplici: riconosci che lo stampaggio a compressione è il metodo più diretto ed economico per creare billette, barre e fogli di PTFE di alta qualità per la successiva lavorazione.
- Se il tuo obiettivo principale è la progettazione di parti complesse: comprendi che la tua parte sarà probabilmente lavorata da una forma grezza stampata a compressione piuttosto che stampata direttamente, il che influenzerà le considerazioni di progettazione come la dimensione delle caratteristiche e le tolleranze.
Padroneggiare questi quattro passaggi fondamentali è la chiave per specificare, produrre o risolvere con successo qualsiasi componente in PTFE stampato a compressione.
Tabella riassuntiva:
| Fase | Azione chiave | Scopo |
|---|---|---|
| 1. Caricamento della polvere | Caricare uniformemente la polvere di PTFE in uno stampo | Garantire una densità uniforme e prevenire punti deboli |
| 2. Compressione a freddo | Applicare alta pressione (10-100 MPa) a temperatura ambiente | Formare una fragile preforma "corpo verde" |
| 3. Sinterizzazione | Riscaldare a 360-380°C (680-716°F) | Fondere le particelle per creare un pezzo solido e resistente |
| 4. Raffreddamento controllato | Raffreddare lentamente a temperatura ambiente | Bloccare la struttura e prevenire deformazioni/crepe |
Hai bisogno di un partner affidabile per i tuoi componenti in PTFE?
KINTEK è specializzata nello stampaggio a compressione di precisione del PTFE, producendo guarnizioni, rivestimenti e articoli da laboratorio ad alte prestazioni per i settori dei semiconduttori, medico e industriale. Il nostro rigoroso controllo di processo garantisce che i tuoi pezzi abbiano la densità, la resistenza e la resistenza chimica costanti di cui hai bisogno.
Offriamo fabbricazione personalizzata da prototipi a ordini di grandi volumi. Contatta i nostri esperti oggi stesso per discutere il tuo progetto e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Tubo arrotolato in PFA ad alta purezza: Lavorazione personalizzata PTFE, saldatura PFA e soluzioni di piegatura di precisione
- Imbuto di gocciolamento a pressione costante in PTFE (Politetrafluoroetilene) personalizzato, gruppo di controllo del fluido resistente alla corrosione compatibile con tappi di conversione
- Apparecchio di ricaduta a condensazione personalizzato in PTFE con serpentina e sistema di raccolta con pallone per il trattamento di prodotti chimici corrosivi
- Imbuto separatore a pressione costante in PTFE personalizzato, resistente alla corrosione, a basso fondo, per fiaschi PFA
- Dispositivo di reazione personalizzato in PTFE per condensazione e riflusso di materie volatili, resistente alla corrosione e alla pressione
Domande frequenti
- Quali sono i vantaggi dell'utilizzo del tubo in PTFE nei sistemi aerospaziali e di difesa? Affidabilità in condizioni estreme
- Cosa avviene durante la fase di sinterizzazione e consolidamento nella produzione di tubi in PTFE? Padroneggiare la resistenza del materiale
- Quali sono le principali caratteristiche del materiale che distinguono i tubi in PTFE per uso industriale? Prestazioni e vantaggi
- In che modo il processo di estrusione in pasta per tubi in PTFE differisce dall'estrusione tradizionale della plastica? Confronti chiave del processo
- Quale ruolo svolge il tubo in PTFE nell'ingegneria automobilistica e nei sistemi di veicoli elettrici? Migliora la sicurezza e l'affidabilità dei veicoli elettrici



















