A prima vista, il Teflon (PTFE) sembra facile da lavorare a causa della sua morbidezza, ma questo è ingannevole. Le sfide uniche derivano da una combinazione di proprietà non riscontrabili nei metalli o persino in altre plastiche: bassa conducibilità termica, un alto coefficiente di espansione termica e una tendenza a deformarsi sotto pressione, nota come scorrimento sotto sforzo (stress creep). Questi fattori rendono eccezionalmente difficile ottenere tolleranze strette e una finitura superficiale pulita.
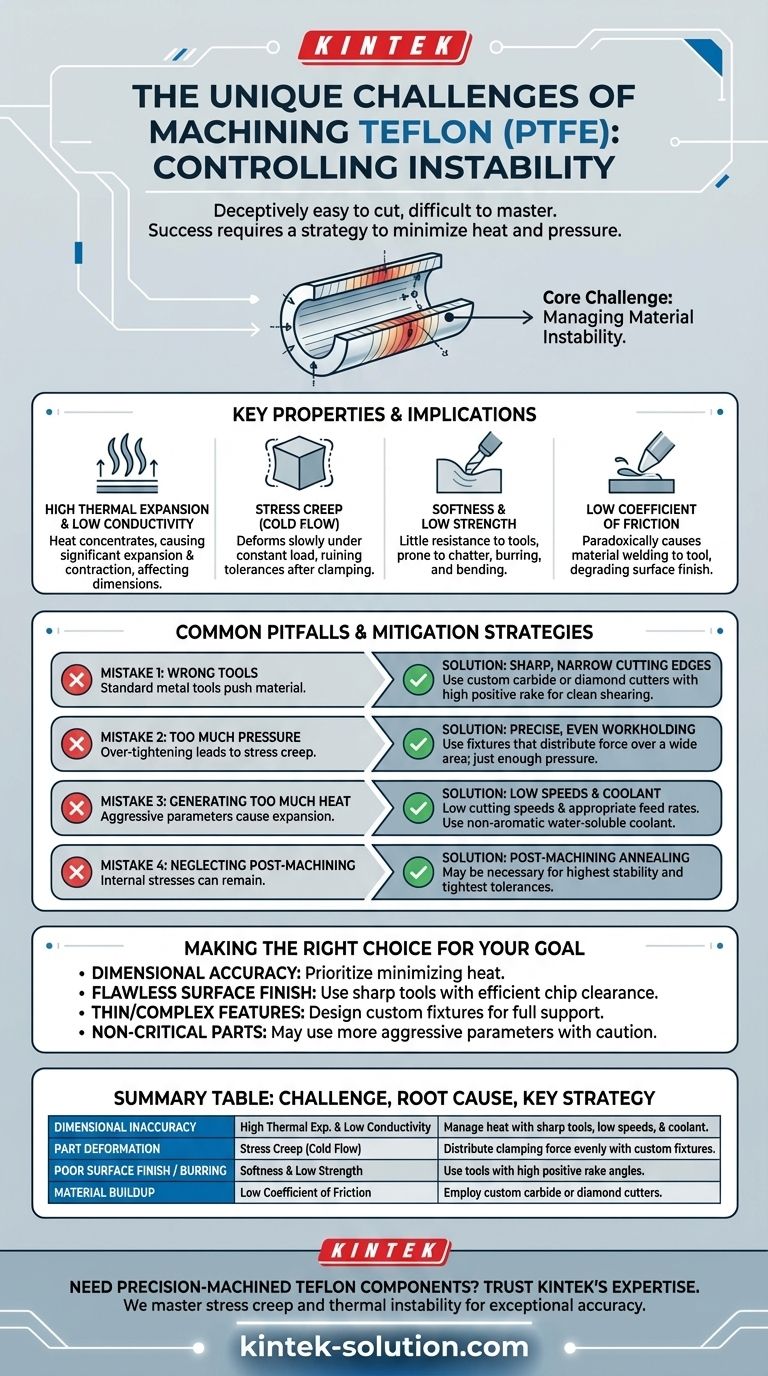
La sfida principale nella lavorazione del Teflon non è tagliare il materiale, ma controllare la sua intrinseca instabilità. Il successo richiede una strategia incentrata sulla minimizzazione del calore e della pressione in ogni fase, dal bloccaggio del pezzo al taglio finale, per evitare che il pezzo si deformi in modo imprevedibile.

La Causa Radice: Gestire l'Instabilità del Materiale
A differenza dei metalli che sono rigidi e termicamente stabili, il Teflon è fondamentalmente instabile durante il processo di lavorazione. La sua morbidezza facilita la rimozione del materiale, ma questa stessa proprietà lo rende altamente suscettibile alla deformazione dovuta alla pressione dell'utensile e alle forze di serraggio.
La vera difficoltà risiede nella gestione della risposta del materiale al calore e allo stress della lavorazione. Senza l'approccio giusto, i pezzi possono facilmente risultare fuori tolleranza, deformati o coperti di bave.
Proprietà Chiave e Loro Implicazioni per la Lavorazione
Comprendere quattro proprietà chiave del materiale è fondamentale per diagnosticare e risolvere le sfide della lavorazione del Teflon.
Elevata Espansione Termica e Bassa Conducibilità
Il Teflon non dissipa bene il calore. Il calore generato dall'utensile da taglio rimane concentrato nel punto di contatto, causando una significativa espansione del materiale.
Quando il pezzo si raffredda, si contrae. Questo costante cambiamento di dimensione durante l'operazione rende il mantenimento di dimensioni precise una sfida primaria.
Scorrimento sotto Sforzo (Deformazione a Freddo)
Il Teflon ha la tendenza a deformarsi lentamente nel tempo quando sottoposto a un carico costante, anche a temperatura ambiente. Questo è noto come scorrimento sotto sforzo o deformazione a freddo.
Quando un pezzo viene bloccato in una morsa, inizia a scorrere. Dopo la lavorazione, una volta rilasciata la pressione di serraggio, il pezzo si deformerà, rovinando qualsiasi tolleranza stretta che era stata raggiunta.
Morbidezza e Bassa Resistenza
Mentre la morbidezza rende il materiale facile da tagliare, significa anche che offre poca resistenza all'utensile da taglio, portando al rischio di vibrazioni dell'utensile.
Questa morbidezza rende anche il Teflon soggetto a bave e può causare la deformazione o la flessione del pezzo lontano dalla fresa, specialmente con pareti sottili o forme sbilanciate.
Basso Coefficiente di Attrito
La famosa scivolosità del Teflon può paradossalmente causare l'adesione o la saldatura del materiale alla punta dell'utensile da taglio. Questo accade quando il calore e la pressione sono sufficientemente elevati da ammorbidire il materiale.
Questo accumulo sul bordo dell'utensile degrada la finitura superficiale e può portare le dimensioni finali del pezzo fuori specifica.
Errori Comuni e Come Evitarli
La lavorazione di successo del Teflon richiede una mentalità e un set di strumenti specifici progettati per contrastare le sue proprietà intrinseche.
Errore 1: Utilizzare gli Utensili Sbagliati
Gli utensili da taglio standard utilizzati per i metalli non funzioneranno bene. La morbidezza del Teflon richiede bordi di taglio estremamente affilati e stretti per creare un'azione di taglio pulita piuttosto che spingere il materiale.
Spesso sono necessari utensili in carburo personalizzati con angoli di spoglia positivi elevati e gioco per prevenire l'accumulo di materiale e garantire una pulita evacuazione del truciolo. Per la massima precisione, gli utensili diamantati offrono prestazioni superiori.
Errore 2: Applicare Troppa Pressione
Serrare eccessivamente una morsa è un errore comune che garantisce il fallimento a causa dello scorrimento sotto sforzo. Il bloccaggio del pezzo deve essere preciso e applicare una pressione sufficiente solo per fissare il pezzo.
Utilizzare attrezzature che distribuiscano la forza di serraggio uniformemente su un'ampia superficie. Ciò fornisce supporto senza creare i punti di pressione localizzati che portano alla deformazione.
Errore 3: Generare Troppo Calore
Velocità di taglio e avanzamenti aggressivi che funzionano per altri materiali genereranno calore eccessivo nel Teflon, causandone l'espansione e rovinando le tolleranze.
Utilizzare basse velocità di taglio e avanzamenti appropriati. L'applicazione di un liquido refrigerante non aromatico e idrosolubile è anche altamente raccomandata per gestire il calore, migliorare la finitura superficiale e prolungare la vita dell'utensile.
Errore 4: Trascurare gli Effetti Post-Lavorazione
Anche con una tecnica perfetta, possono essere indotte tensioni interne durante la lavorazione. Per i pezzi che richiedono il massimo grado di stabilità e le tolleranze più strette, potrebbe essere necessaria la ricottura post-lavorazione per alleviare queste tensioni.
Fare la Scelta Giusta per il Tuo Obiettivo
La tua strategia dovrebbe adattarsi in base ai requisiti specifici del pezzo finito.
- Se il tuo obiettivo principale è la precisione dimensionale: Dai priorità alla minimizzazione del calore utilizzando utensili molto affilati, basse velocità di taglio e un efficace liquido refrigerante.
- Se il tuo obiettivo principale è una finitura superficiale impeccabile: Utilizza utensili con bordi di taglio affilati e stretti e geometrie specificamente progettate per un'efficiente evacuazione del truciolo.
- Se stai lavorando con caratteristiche sottili o complesse: Progetta attrezzature personalizzate che supportino completamente il pezzo senza applicare una pressione di serraggio eccessiva.
- Se il tuo pezzo non è critico e le tolleranze sono ampie: Potresti essere in grado di utilizzare parametri più aggressivi, ma rimani consapevole dell'accumulo di calore e della deformazione.
Il successo nella lavorazione del Teflon non deriva dalla forza, ma da un approccio preciso e deliberato che rispetta la natura unica e instabile del materiale.
Tabella Riepilogativa:
| Sfida | Causa Radice | Strategia di Mitigazione Chiave |
|---|---|---|
| Imprecisione Dimensionale | Elevata espansione termica e bassa conducibilità | Utilizzare utensili affilati, basse velocità e refrigerante per gestire il calore. |
| Deformazione del Pezzo (Scorrimento sotto Sforzo) | Deformazione a freddo del materiale sotto pressione | Progettare attrezzature per distribuire uniformemente la forza di serraggio. |
| Scarsa Finitura Superficiale / Bave | Morbidezza e bassa resistenza | Utilizzare utensili con angoli di spoglia positivi elevati per un taglio netto. |
| Accumulo di Materiale sull'Utensile | Basso coefficiente di attrito | Impiegare frese in carburo o diamantate personalizzate per un'efficiente evacuazione del truciolo. |
Hai bisogno di Componenti in Teflon Lavorati con Precisione? Affidati all'Esperienza di KINTEK.
La lavorazione del Teflon per soddisfare specifiche esatte richiede conoscenze e attrezzature specializzate. KINTEK produce componenti in PTFE di alta qualità (guarnizioni, rivestimenti, articoli da laboratorio e altro) per i settori dei semiconduttori, medico, di laboratorio e industriale. Padroneggiamo le sfide dello scorrimento sotto sforzo e dell'instabilità termica per fornire pezzi con eccezionale precisione dimensionale e finitura superficiale.
Diamo priorità alla produzione di precisione e offriamo fabbricazione personalizzata da prototipi a ordini di grandi volumi. Lascia che applichiamo la nostra esperienza al tuo progetto.
Contatta KINTEK oggi per un preventivo e scopri come possiamo portare stabilità e precisione ai tuoi pezzi in Teflon.
Guida Visiva
Prodotti correlati
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Produttore di parti in PTFE personalizzate per contenitori e componenti in teflon
- Disco di dispersione PTFE per alimenti e cosmetici, pala di agitazione larga antiaderente e resistente alla corrosione, girante personalizzabile
- Boccola in PTFE personalizzabile per applicazioni industriali avanzate
- Disco di dispersione in PTFE resistente alla corrosione ed elica di agitazione ad alta temperatura per la miscelazione chimica di laboratorio
Domande frequenti
- Quali settori traggono maggior beneficio dalle parti in PTFE personalizzate? Risolvere le sfide degli ambienti estremi
- Quali sono le proprietà chiave del Teflon (PTFE) utilizzate nei componenti personalizzati? | Ottieni le massime prestazioni
- Quali sono le dimensioni minime e massime per la lavorazione meccanica dei pezzi in PTFE? Progettare per il successo senza limiti universali
- Quali capacità produttive sono associate ai componenti in PTFE? Sblocca la precisione con la lavorazione esperta
- Quali settori utilizzano componenti in PTFE personalizzati e per quali scopi? Risolvere sfide critiche con materiali ad alte prestazioni



















