Per lavorare con successo il PTFE, è necessario utilizzare utensili estremamente affilati, alte velocità di taglio, bassi avanzamenti e una profondità di passata ridotta. Poiché il PTFE è morbido e si espande significativamente con il calore, l'applicazione di un flusso costante di refrigerante è fondamentale per gestire la temperatura, prevenire la deformazione e ottenere tolleranze dimensionali strette.
La sfida principale nella lavorazione del PTFE non è la sua durezza, ma la sua morbidezza, la bassa resistenza e l'elevata espansione termica. Il successo dipende interamente dalla minimizzazione delle forze di taglio e dell'accumulo di calore per evitare che il materiale si deformi o si sciolga durante il processo.

Le Sfide Uniche della Lavorazione del PTFE
Il politetrafluoroetilene (PTFE), spesso noto con il nome commerciale Teflon, presenta una serie unica di sfide di lavorazione. Comprendere queste proprietà è il primo passo per produrre componenti accurati.
Gestire la Morbidezza e la Deformazione
Il PTFE è un materiale eccezionalmente morbido. Ciò significa che può essere facilmente compresso o distorto da utensili da taglio smussati o da un'eccessiva pressione di serraggio degli utensili di fissaggio.
Invece di essere tagliato in modo netto, il materiale può essere spinto o "trascinato" da un utensile non abbastanza affilato, causando una finitura superficiale scadente e imprecisioni dimensionali.
Elevato Coefficiente di Espansione Termica
Il PTFE si espande e si contrae con i cambiamenti di temperatura molto più dei metalli o persino di molte altre plastiche.
Anche una piccola quantità di calore generata dal processo di taglio può far espandere il pezzo, alterando le dimensioni critiche. Quando il pezzo si raffredda, sarà più piccolo del previsto, rendendo il controllo delle tolleranze una preoccupazione primaria.
L'Impatto dei Riempitivi (Vetro, Carbonio, Grafite)
Per migliorarne le proprietà meccaniche, il PTFE viene spesso miscelato con riempitivi come vetro, carbonio o grafite. Questi composti di PTFE offrono una migliore resistenza all'usura, maggiore stabilità e ridotta deformazione sotto carico.
Tuttavia, questi riempitivi rendono anche il materiale significativamente più abrasivo. La lavorazione del PTFE caricato provoca un rapido consumo dell'utensile, richiedendo utensili da taglio più duri e durevoli per mantenere l'affilatura e la precisione.
Strategie e Parametri Fondamentali di Lavorazione
Ottenere un risultato di alta qualità con il PTFE richiede un approccio deliberato che contrasti direttamente le sue proprietà naturali.
La Scelta dell'Utensile è Critica
I vostri utensili da taglio devono essere estremamente affilati. Un bordo affilato taglia nettamente il materiale morbido, mentre un bordo smussato lo strappa.
Per il PTFE vergine, gli utensili in acciaio super rapido (HSS) possono funzionare, ma gli utensili con inserti in carburo sono una scelta migliore per longevità e affilatura. Per i gradi di PTFE caricato abrasivo, il carburo è essenziale per resistere all'usura.
Ottimizzazione di Velocità e Avanzamenti
La regola generale per il PTFE è alta velocità, basso avanzamento.
- Velocità di Taglio: Mantenere alte velocità di taglio, tipicamente nell'intervallo di 200-500 m/min (fino a 1000 m/min in alcuni casi). Ciò consente all'utensile di tagliare il materiale prima che si accumuli un calore significativo.
- Velocità di Avanzamento: Utilizzare velocità di avanzamento più lente, circa 0,1-0,5 mm/giro. Un avanzamento lento riduce le forze di taglio esercitate sul materiale, impedendogli di vibrare o deformarsi.
Il Ruolo del Refrigerante
Una fornitura costante e generosa di refrigerante è irrinunciabile. Il refrigerante svolge due funzioni principali.
In primo luogo, gestisce il calore nel punto di taglio, prevenendo l'espansione termica e preservando l'accuratezza dimensionale. In secondo luogo, aiuta a rimuovere i trucioli, che altrimenti potrebbero diventare gommosi e avvolgersi attorno all'utensile.
Controllo della Profondità di Passata
Utilizzare una profondità di passata ridotta. Una buona linea guida è non superare un terzo del diametro dell'utensile da taglio.
Ciò riduce al minimo la pressione sul pezzo, diminuendo ulteriormente il rischio di deformazione e vibrazione dell'utensile, comuni con i materiali morbidi.
Errori Comuni da Evitare
Il successo con il PTFE dipende spesso dall'evitare errori comuni legati alle sue proprietà uniche.
Fissaggio Improprio del Pezzo
Serrare eccessivamente una morsa o un morsetto può facilmente schiacciare o deformare un pezzo in PTFE prima ancora di eseguire il primo taglio.
Utilizzare fissaggi che distribuiscano la forza di serraggio su un'ampia superficie, come ganasce morbide o fissaggi a vuoto, per tenere saldamente il pezzo senza distorcerlo.
Ignorare l'Usura dell'Utensile
Questo è particolarmente critico con il PTFE caricato. Man mano che l'utensile si smussa a causa dei riempitivi abrasivi, le forze di taglio aumentano, il calore si accumula e la finitura superficiale degrada rapidamente.
Ispezionare regolarmente gli utensili per verificarne l'affilatura e sostituirli prima che causino problemi. Un utensile affilato è la vostra risorsa più importante.
Fare la Scelta Giusta per il Vostro Obiettivo
Il vostro approccio dovrebbe essere adattato al grado specifico di PTFE con cui state lavorando e alla precisione richiesta dal vostro componente finale.
- Se la vostra priorità principale è la lavorazione del PTFE vergine (non caricato): Dare priorità a utensili estremamente affilati e a un raffreddamento aggressivo per gestire la sua morbidezza e l'elevata espansione termica.
- Se la vostra priorità principale è la lavorazione del PTFE caricato (vetro, carbonio): Utilizzare utensili in carburo duri e resistenti all'usura e monitorarli attentamente per l'usura causata dai riempitivi abrasivi.
- Se la vostra priorità principale è ottenere tolleranze di alta precisione: Enfatizzare la stabilità del processo sopra ogni altra cosa: un fissaggio sicuro ma delicato, un flusso di refrigerante costante e velocità e avanzamenti finemente sintonizzati sono essenziali.
Rispettando le caratteristiche uniche del materiale, è possibile produrre in modo affidabile componenti in PTFE accurati e di alta qualità.
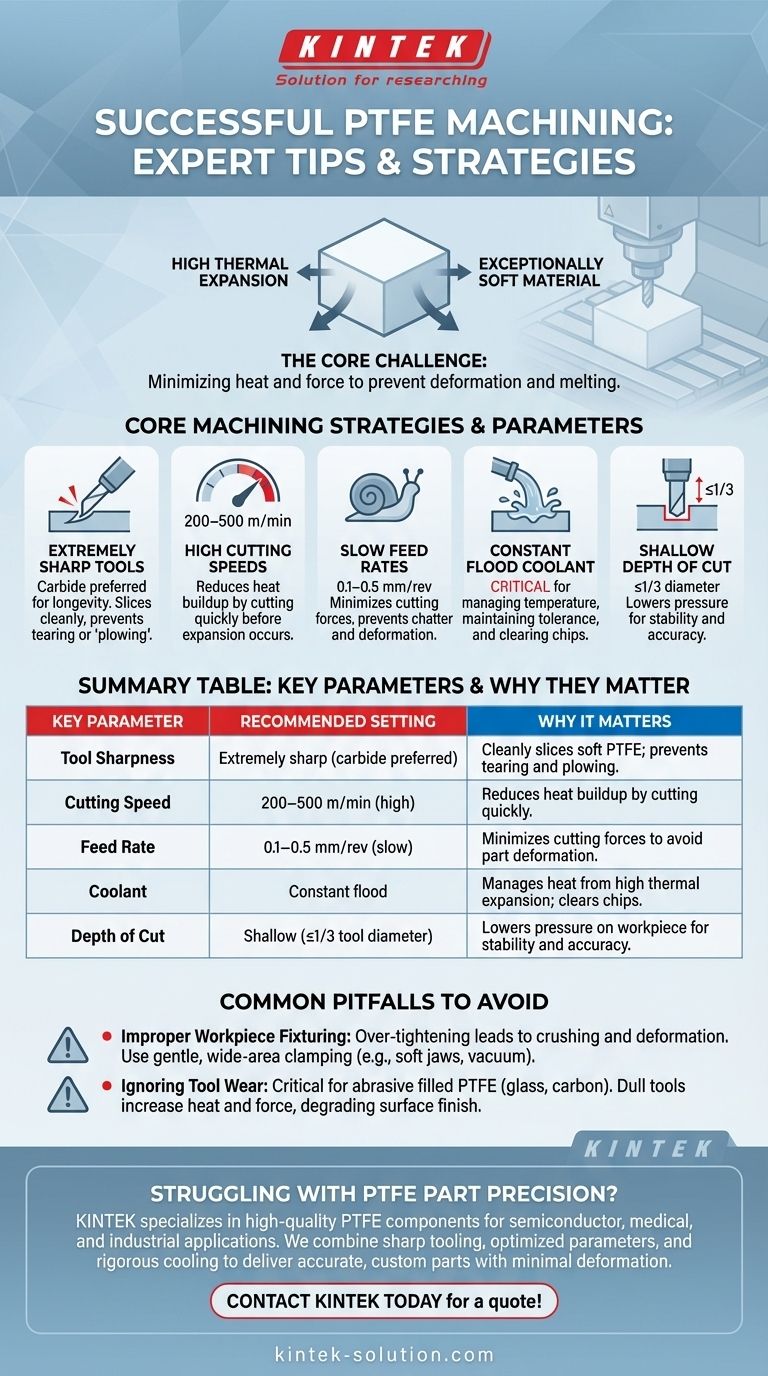
Tabella Riassuntiva:
| Parametro Chiave | Impostazione Raccomandata | Perché è Importante |
|---|---|---|
| Affilatura Utensile | Estremamente affilato (preferibilmente in carburo) | Taglia nettamente il PTFE morbido; previene strappi e trascinamento. |
| Velocità di Taglio | 200–500 m/min (alta) | Riduce l'accumulo di calore tagliando rapidamente. |
| Velocità di Avanzamento | 0,1–0,5 mm/giro (lenta) | Minimizza le forze di taglio per evitare la deformazione del pezzo. |
| Refrigerante | Flusso costante | Gestisce il calore dall'elevata espansione termica; rimuove i trucioli. |
| Profondità di Passata | Ridotta (≤1/3 diametro utensile) | Riduce la pressione sul pezzo per stabilità e precisione. |
Avete difficoltà con la precisione dei componenti in PTFE? KINTEK è specializzata nella lavorazione di componenti in PTFE di alta qualità (guarnizioni, rivestimenti, vetreria) per applicazioni nei semiconduttori, mediche e industriali. Combiniamo utensili affilati, parametri ottimizzati e un raffreddamento rigoroso per fornire componenti personalizzati, dai prototipi agli ordini ad alto volume, con tolleranze esatte e deformazione minima. Lasciate che la nostra esperienza risolva le vostre sfide con il PTFE. Contattate KINTEK oggi stesso per un preventivo!
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Imbuto di gocciolamento a pressione costante in PTFE (Politetrafluoroetilene) personalizzato, gruppo di controllo del fluido resistente alla corrosione compatibile con tappi di conversione
- Disco di dispersione in PTFE resistente alla corrosione ed elica di agitazione ad alta temperatura per la miscelazione chimica di laboratorio
- Imbuto separatore a pressione costante in PTFE personalizzato, resistente alla corrosione, a basso fondo, per fiaschi PFA
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
Domande frequenti
- Come si comportano i contenitori in politetrafluoroetilene (PTFE) per quanto riguarda la permeazione dei gas? Approfondimenti degli esperti sull'assorbimento dei solventi
- I componenti in PTFE possono essere personalizzati in base a requisiti specifici? Ottieni componenti in PTFE personalizzati di precisione
- Quali sono alcune applicazioni comuni del PTFE lavorato? Sfruttare le sue proprietà uniche per applicazioni impegnative
- Quali sono i vantaggi della lavorazione del PTFE rispetto ad altri materiali? Sblocca prestazioni superiori in ambienti difficili
- È possibile personalizzare i componenti in PTFE lavorato? Ottieni soluzioni di precisione per applicazioni esigenti



















