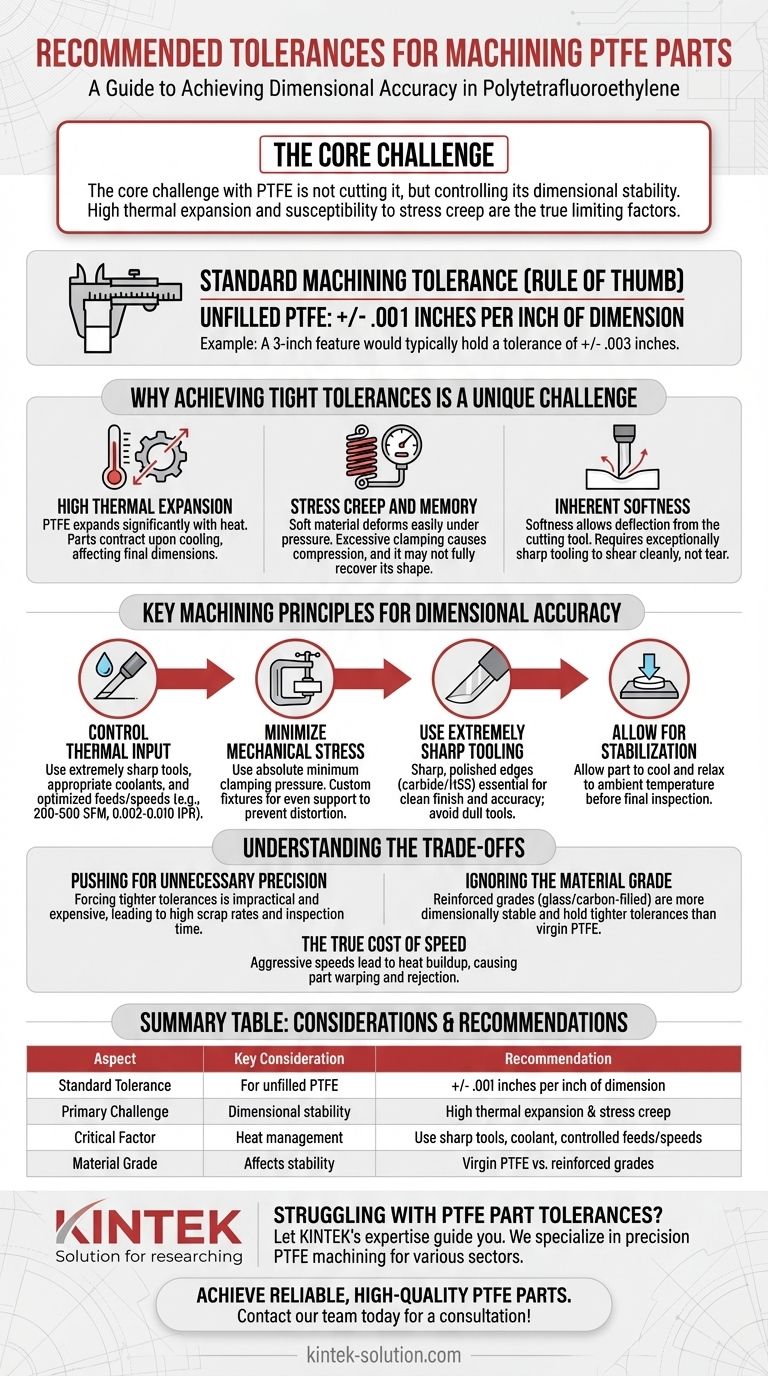
Come regola pratica affidabile, la tolleranza standard di lavorazione per il PTFE non caricato (Politetrafluoroetilene) è +/- 0,001 pollici per pollice di dimensione. Ad esempio, una caratteristica di 3 pollici terrebbe tipicamente una tolleranza di +/- 0,003 pollici. Sebbene tolleranze più strette siano possibili, ottenerle richiede una profonda comprensione del comportamento unico del materiale e tecniche di lavorazione specializzate.
La sfida principale con il PTFE non è tagliarlo, ma controllarne la stabilità dimensionale. Sebbene la sua morbidezza lo renda facile da lavorare, la sua elevata espansione termica e la suscettibilità allo scorrimento viscoso (stress creep) sono i veri fattori limitanti nel raggiungimento di tolleranze ristrette.

Perché ottenere tolleranze ristrette nel PTFE è una sfida unica
Lavorare con successo il PTFE implica lavorare con le sue proprietà, non contro di esse. Diverse caratteristiche intrinseche lo rendono fondamentalmente diverso dai metalli o dalle plastiche più rigide.
Elevata Espansione Termica
Il PTFE ha un coefficiente di espansione termica molto elevato. Il calore generato durante il processo di taglio, anche se minimo, farà espandere significativamente il materiale. Quando il pezzo si raffredda alla temperatura ambiente, si contrarrà, il che significa che la dimensione finale potrebbe non essere quella misurata sulla macchina.
Scorrimento Viscoso (Stress Creep) e Memoria
Questo materiale è morbido e si deforma facilmente sotto pressione. Una forza di serraggio eccessiva durante la lavorazione comprimerà il pezzo. Quando viene rilasciato, potrebbe non tornare completamente alla sua forma originale, un fenomeno noto come scorrimento viscoso. Ciò rende il sistema di bloccaggio una variabile critica.
Morbidezza Intrinseca
Sebbene la morbidezza renda il PTFE facile da tagliare, significa anche che il materiale può deviare dallo strumento di taglio se non è adeguatamente supportato. Richiede anche utensili eccezionalmente affilati per tranciare in modo netto piuttosto che spingere o strappare il materiale.
Principi chiave di lavorazione per l'accuratezza dimensionale
Il controllo delle proprietà uniche del PTFE dipende da un approccio disciplinato al processo di lavorazione. Il successo riguarda meno la rimozione aggressiva del materiale e più la finezza.
Controllare l'Input Termico
La gestione del calore è il fattore più importante. Ciò si ottiene utilizzando utensili estremamente affilati (preferibilmente con punta in carburo), refrigeranti appropriati e velocità di avanzamento e taglio ottimizzate. Le velocità di taglio raccomandate sono spesso nell'intervallo di 200-500 piedi superficiali al minuto con una velocità di avanzamento di 0,002" a 0,010" per giro.
Ridurre al Minimo lo Stress Meccanico
Utilizzare la pressione di serraggio minima assoluta richiesta per tenere il pezzo saldamente in posizione. Sono spesso necessarie maschere personalizzate che supportino uniformemente il pezzo per prevenirne la distorsione. Evitare di serrare eccessivamente morse o mandrini.
Utilizzare Utensili Estremamente Affilati
Gli utensili smussati generano attrito e calore in eccesso e tendono a spingere il materiale anziché tagliarlo in modo netto. Bordi di taglio affilati e lucidati, preferibilmente su utensili in carburo o acciaio super rapido (HSS), sono essenziali per una finitura superficiale pulita e l'accuratezza dimensionale.
Consentire la Stabilizzazione
Dopo la lavorazione, il pezzo deve essere lasciato raffreddare e rilassare fino a una temperatura ambiente stabile prima di eseguire l'ispezione e la misurazione finali. Misurare un pezzo mentre è ancora caldo dal taglio produrrà risultati imprecisi.
Comprendere i compromessi
Progettare per il PTFE senza considerare i suoi limiti porta a costi inutili ed elevati tassi di scarto.
Spingere per una precisione non necessaria
Forzare tolleranze più strette dello standard +/- 0,001" per pollice sul PTFE vergine è spesso impraticabile e costoso. Ciò aumenta drasticamente il tempo di ispezione e la probabilità di scarto del pezzo.
Ignorare il Grado del Materiale
La regola di tolleranza standard si applica principalmente al PTFE vergine non caricato. I gradi rinforzati, come il PTFE caricato con vetro o carbonio, sono molto più stabili dimensionalmente e possono mantenere tolleranze significativamente più ristrette grazie alla loro ridotta espansione termica e scorrimento viscoso.
Il Vero Costo della Velocità
Tentare di lavorare il PTFE con le stesse velocità e avanzamenti aggressivi utilizzati per altri materiali è un errore comune. Il tempo risparmiato nel taglio viene rapidamente perso a causa dei pezzi scartati che si sono deformati o sono usciti dalle tolleranze a causa dell'accumulo di calore.
Fare la scelta giusta per il tuo progetto
I requisiti specifici della tua applicazione dovrebbero dettare il tuo approccio alla tolleranza del PTFE.
- Se il tuo obiettivo principale sono i componenti standard: Progetta il tuo pezzo tenendo conto della regola +/- 0,001" per pollice fin dall'inizio per garantirne la producibilità conveniente.
- Se la tua applicazione richiede tolleranze più strette: Specifica un grado di PTFE stabile e rinforzato e consulta un meccanico esperto sulla fattibilità e sulle implicazioni dei costi.
- Se stai lavorando il pezzo da solo: Dai la priorità al controllo del calore e della pressione sopra ogni altra cosa utilizzando utensili affilati, refrigerante e una forza di serraggio minima e distribuita uniformemente.
In definitiva, la lavorazione di successo del PTFE deriva dal rispetto delle proprietà intrinseche del materiale piuttosto che dal combattere contro di esse.
Tabella Riassuntiva:
| Aspetto | Considerazione Chiave | Raccomandazione |
|---|---|---|
| Tolleranza Standard | Per PTFE non caricato | +/- 0,001 pollici per pollice di dimensione |
| Sfida Principale | Stabilità dimensionale | Elevata espansione termica e scorrimento viscoso |
| Fattore Critico | Gestione del calore | Utilizzare utensili affilati, refrigerante e avanzamenti/velocità controllati |
| Grado del Materiale | Influenza la stabilità | PTFE vergine rispetto a gradi rinforzati (caricato con vetro/carbonio) |
Hai problemi con le tolleranze dei componenti in PTFE? Lascia che l'esperienza di KINTEK ti guidi.
Siamo specializzati nella lavorazione di componenti di precisione in PTFE (guarnizioni, rivestimenti, vetreria da laboratorio) per i settori dei semiconduttori, medico, di laboratorio e industriale. La nostra profonda comprensione del comportamento unico del PTFE ci consente di fornire la stabilità dimensionale richiesta dalla tua applicazione, dai prototipi alla produzione ad alto volume.
Ti aiutiamo a:
- Applicare le tolleranze corrette per una producibilità conveniente.
- Selezionare il grado di PTFE ottimale (vergine o rinforzato) per le tue esigenze.
- Sfruttare tecniche specializzate per controllare l'espansione termica e lo scorrimento viscoso.
Ottieni componenti in PTFE affidabili e di alta qualità. Contatta oggi il nostro team per una consulenza!
Guida Visiva
Prodotti correlati
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Produttore di parti in PTFE personalizzate per contenitori e componenti in teflon
- Pala Agitatrice in PTFE Resistente alla Corrosione e Disco di Dispersione in Politetrafluoroetilene Personalizzabile
Domande frequenti
- Qual è la funzione principale e l'applicazione di un cestello a fiore in PTFE? Guida esperta alla lavorazione ad alta purezza
- Quali fattori contribuiscono all'integrità meccanica a lungo termine dei cestelli fioriti in PTFE sotto cicli termici? Guida Esperta.
- Quali vantaggi offrono i cestelli fioriti in PTFE per l'industria fotovoltaica e dell'energia solare? Aumentare l'Efficienza delle Celle
- Qual è il principio di funzionamento di un cestello a fiore in PTFE? Ottimizzare il flusso dei fluidi e la purezza per l'immersione chimica
- Come contribuiscono i cestelli per fiori in PTFE alla purezza nella produzione di semiconduttori? Raggiungi una purezza inferiore a 10 ppt e zero perdite



















