Per lavorare con successo il politetrafluoroetilene (PTFE), è necessario dare priorità agli utensili affilati per tagli netti, al raffreddamento efficace per gestire l'espansione termica, a velocità e avanzamenti controllati per prevenire lo strappo del materiale e a una pressione di serraggio minima per evitare la deformazione del pezzo. Queste tecniche non sono semplici suggerimenti; sono essenziali per contrastare la morbidezza unica e la sensibilità termica del materiale.
La sfida principale della lavorazione del PTFE non è la sua durezza, ma la sua instabilità intrinseca. Il successo dipende interamente dalla gestione della tendenza del materiale a deformarsi sotto pressione e ad espandersi con il calore, il che richiede un'attenzione alla finezza piuttosto che alla forza.

La Sfida Principale: Comprendere il Comportamento del PTFE
La lavorazione del PTFE è ingannevolmente semplice a prima vista. È morbido e si taglia facilmente. Tuttavia, ottenere l'accuratezza dimensionale richiede una profonda comprensione delle sue tre caratteristiche principali.
La Sua Morbidezza Ingannatrice
La bassa densità e la morbidezza del PTFE significano che offre poca resistenza a un utensile da taglio. Sebbene ciò renda la rimozione facile, rende anche il materiale incline a strappi, presa e vibrazioni se l'utensile non è perfettamente affilato.
Questa morbidezza comporta anche la formazione di bave significative sui bordi del pezzo, che devono essere rimosse con cura in una fase finale di sbavatura per garantire il corretto funzionamento e assemblaggio.
Estrema Espansione Termica
Il PTFE ha un coefficiente di espansione termica molto elevato. Anche una piccola quantità di calore generata dall'attrito durante il taglio farà espandere significativamente il materiale, rovinando le tolleranze dimensionali.
Una volta che il pezzo si raffredda, si contrae e le dimensioni che sembravano corrette durante il taglio non saranno più conformi alle specifiche. Ciò rende la gestione del calore la battaglia principale nella lavorazione di precisione del PTFE.
Tendenza al Flusso sotto Carico (Stress Creep)
Sotto pressione, il PTFE si deforma nel tempo. Questa proprietà, nota come flusso sotto carico (stress creep), è una sfida importante per il bloccaggio del pezzo.
Se un pezzo viene serrato troppo saldamente in una morsa o in un dispositivo di fissaggio, si comprimerà lentamente. Il pezzo potrebbe essere lavorato perfettamente, ma una volta rilasciata la pressione di serraggio, tornerà a una forma distorta e inutilizzabile.
Parametri e Tecniche di Lavorazione Essenziali
Ogni decisione di lavorazione deve essere presa con l'obiettivo di mitigare le tendenze naturali del materiale.
Selezione dell'Utensile: L'Affilatura è Non Negoziabile
Il fattore più importante è il filo tagliente dell'utensile. Utilizzare utensili estremamente affilati con un angolo di spoglia elevato e una superficie lucida e liscia.
Sebbene gli utensili in acciaio super rapido (HSS) o in carburo funzionino bene, l'affilatura e la geometria del tagliente sono molto più critiche del materiale dell'utensile stesso. Un utensile smussato arerà attraverso il materiale, generando calore eccessivo e una finitura scadente.
Velocità e Avanzamenti: Un Equilibrio Delicato
L'obiettivo è produrre un truciolo pulito senza generare calore in eccesso. Lo sfregamento, piuttosto che il taglio, è la principale fonte di calore e deve essere evitato.
Iniziare con velocità di taglio moderate, tipicamente tra 200 e 500 piedi superficiali al minuto (SFM).
Utilizzare velocità di avanzamento sufficientemente elevate da mantenere un truciolo continuo, generalmente da 0,002 a 0,010 pollici per giro (IPR). Una velocità di avanzamento troppo lenta farà sfregare l'utensile, generando calore e una finitura superficiale scadente.
Il Ruolo del Refrigerante
L'uso coerente e abbondante di refrigerante è obbligatorio per gestire l'espansione termica. L'obiettivo è inondare il pezzo e l'utensile per allontanare il calore il più rapidamente possibile man mano che viene generato.
L'aria pressurizzata può funzionare per le sgrossature, ma un refrigerante idrosolubile è superiore per le operazioni di finitura e per mantenere tolleranze strette.
Bloccaggio del Pezzo: Pressione Leggera e Costante
Evitare la deformazione utilizzando la pressione di serraggio minima assoluta necessaria per tenere saldamente il pezzo.
Utilizzare dispositivi di fissaggio con ampie superfici di appoggio o ganasce morbide personalizzate per distribuire uniformemente la forza di serraggio. Non applicare mai una pressione concentrata su un singolo punto, poiché ciò garantirà una distorsione dovuta al flusso sotto carico.
Comprendere le Insidie e i Compromessi
Ignorare le proprietà uniche del PTFE porterà costantemente a pezzi difettosi. La consapevolezza delle modalità di fallimento comuni è fondamentale per la prevenzione.
La Sfida delle Tolleranze Strette
A causa della sua elevata espansione termica e della tendenza al flusso sotto carico, mantenere tolleranze strette sul PTFE è notoriamente difficile. I progetti dei pezzi dovrebbero tenerne conto.
Se un progetto richiede tolleranze estremamente strette, è fondamentale eseguire i tagli di finitura in un ambiente a temperatura controllata e consentire al materiale di stabilizzarsi prima delle misurazioni finali.
L'Ultimo, Passo Critico: La Sbavatura
La natura morbida e fibrosa del PTFE fa sì che quasi ogni caratteristica lavorata presenti una bava significativa.
Questo non è un segno di lavorazione scadente, ma una proprietà intrinseca del materiale. Un processo di sbavatura manuale o automatizzato, accurato e approfondito, è una fase finale richiesta per quasi tutti i pezzi funzionali in PTFE.
Pezzi Sbilanciati o a Parete Sottile
La combinazione di morbidezza e generazione di calore rende la lavorazione di pezzi a parete sottile o sbilanciati particolarmente impegnativa. Le forze di taglio e il calore possono facilmente causare la deflessione o la deformazione di queste caratteristiche, portando a imprecisioni.
Fare la Scelta Giusta per il Tuo Obiettivo
Il tuo approccio dovrebbe adattarsi in base al risultato più critico per il tuo pezzo specifico.
- Se la tua attenzione principale è ottenere la massima accuratezza dimensionale possibile: Dai priorità al raffreddamento aggressivo e alla pressione di serraggio minima e distribuita uniformemente sopra ogni altra cosa.
- Se la tua attenzione principale è ottenere una finitura superficiale superiore: Concentrati sull'utilizzo di utensili eccezionalmente affilati e lucidati e su una velocità di avanzamento ottimizzata per produrre un truciolo pulito senza sfregamento.
- Se la tua attenzione principale è prevenire la deformazione del pezzo: Progetta dispositivi di fissaggio che supportino l'intero pezzo e applica la forza di serraggio minima assoluta richiesta.
In definitiva, lavorare con successo il PTFE significa rispettare le proprietà del materiale piuttosto che combatterle.
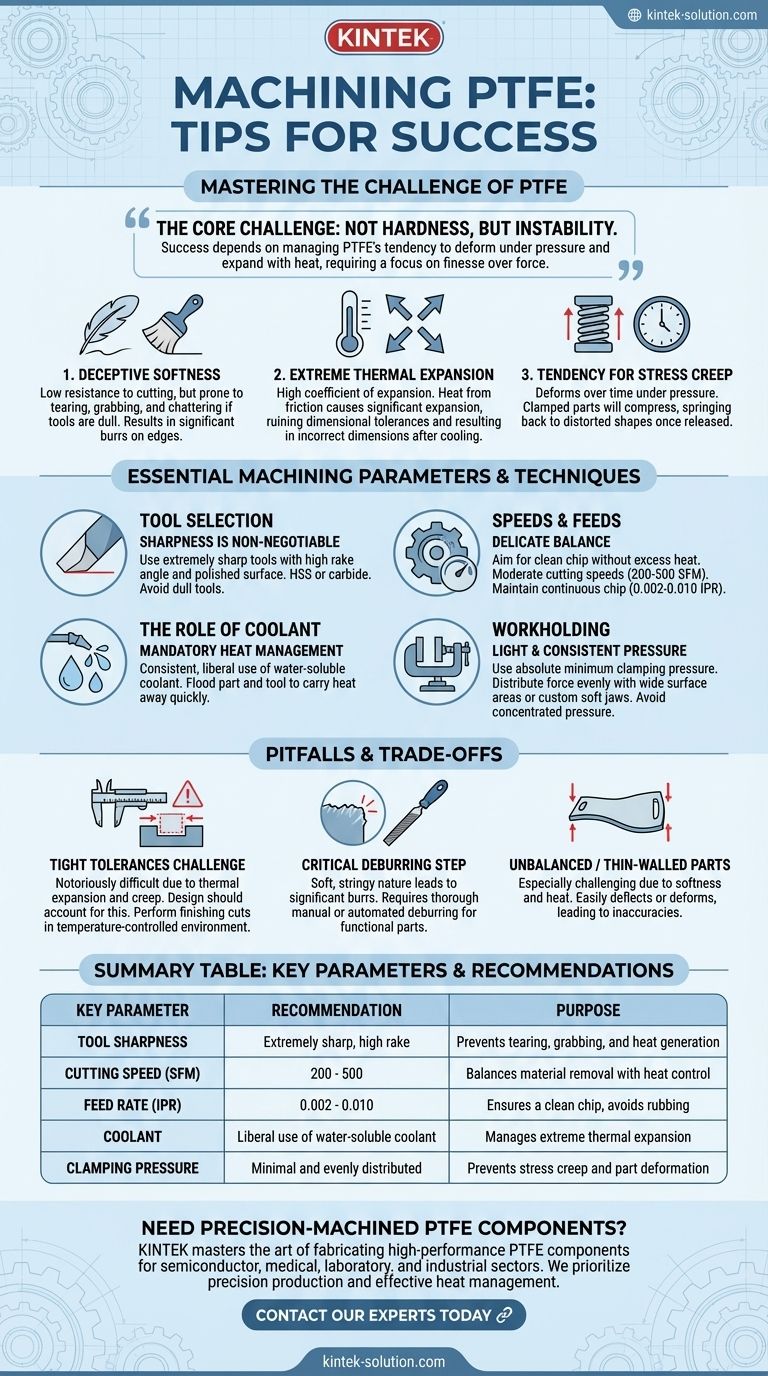
Tabella Riassuntiva:
| Parametro Chiave | Raccomandazione | Scopo |
|---|---|---|
| Affilatura Utensile | Estremamente affilato, angolo di spoglia elevato | Previene strappi, presa e generazione di calore |
| Velocità di Taglio (SFM) | 200 - 500 | Bilancia la rimozione del materiale con il controllo del calore |
| Velocità di Avanzamento (IPR) | 0,002 - 0,010 | Assicura un truciolo pulito, evita lo sfregamento |
| Refrigerante | Uso abbondante di refrigerante idrosolubile | Gestisce l'estrema espansione termica |
| Pressione di Serraggio | Minima e distribuita uniformemente | Previene il flusso sotto carico e la deformazione del pezzo |
Hai Bisogno di Componenti in PTFE Lavorati di Precisione?
Lavorare il PTFE secondo specifiche esatte richiede competenze specializzate e un profondo rispetto per le proprietà del materiale. Presso KINTEK, abbiamo padroneggiato l'arte di fabbricare componenti in PTFE ad alte prestazioni—da guarnizioni e rivestimenti a complessi vetreria da laboratorio—per i settori dei semiconduttori, medico, di laboratorio e industriale.
Diamo priorità alla produzione di precisione e alla gestione efficace del calore per garantire che i vostri pezzi soddisfino rigorosi requisiti dimensionali e funzionali, sia che abbiate bisogno di prototipi o di ordini ad alto volume.
Lasciate che ci occupiamo noi delle sfide della lavorazione del PTFE per voi. Contattate i nostri esperti oggi stesso per discutere le vostre esigenze di fabbricazione personalizzata.
Guida Visiva
Prodotti correlati
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Sfere personalizzate in PTFE Teflon per applicazioni industriali avanzate
- Disco di dispersione in PTFE resistente alla corrosione ed elica di agitazione ad alta temperatura per la miscelazione chimica di laboratorio
Domande frequenti
- Quali settori utilizzano componenti in PTFE personalizzati e per quali scopi? Risolvere sfide critiche con materiali ad alte prestazioni
- Quali settori traggono maggior beneficio dalle parti in PTFE personalizzate? Risolvere le sfide degli ambienti estremi
- Quali considerazioni progettuali sono importanti per i componenti in PTFE personalizzati? Progettazione per prestazioni e affidabilità
- Quali vantaggi offrono i componenti in PTFE personalizzati per l'efficienza industriale? Aumenta i tempi di attività e riduci i costi
- Quali sono le proprietà chiave del Teflon (PTFE) utilizzate nei componenti personalizzati? | Ottieni le massime prestazioni



















