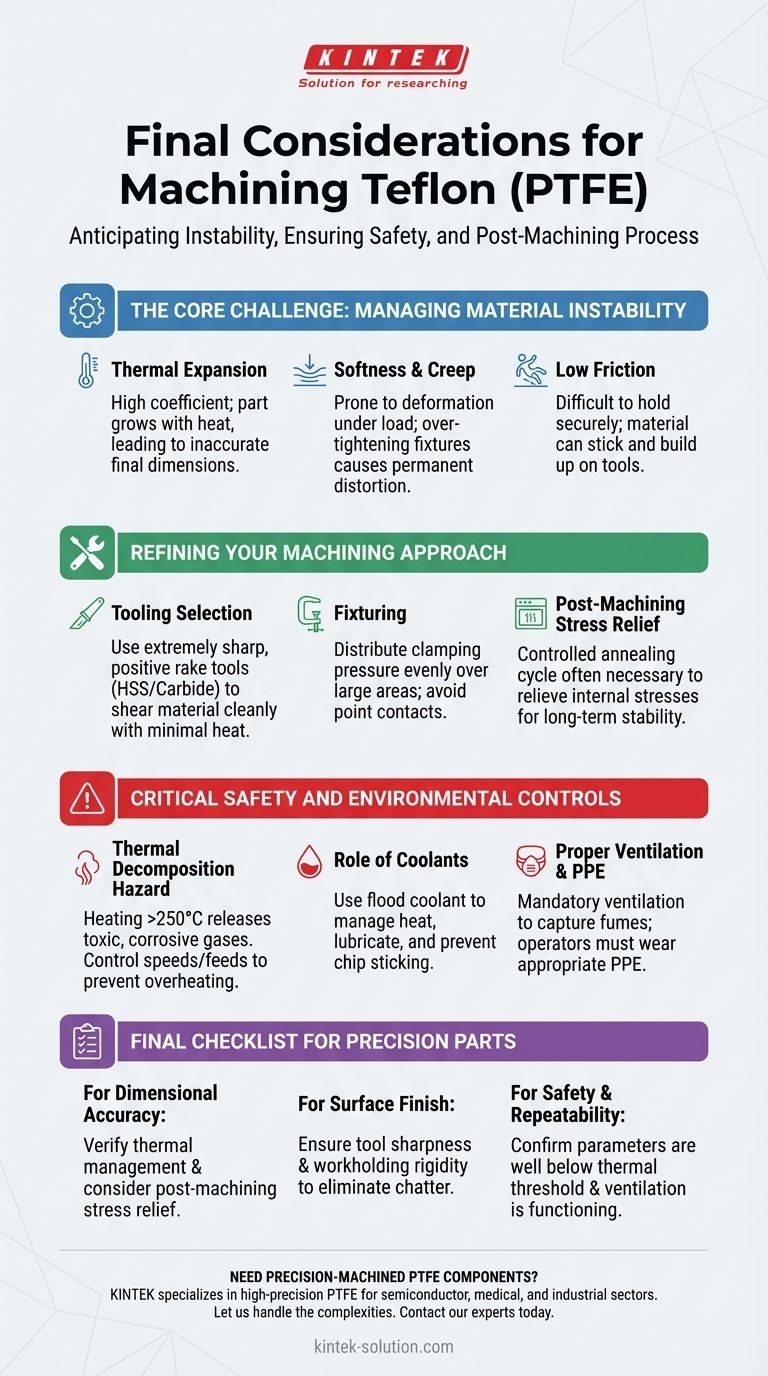
Le considerazioni finali più importanti durante la lavorazione del Teflon (PTFE) sono l'anticipazione dell'instabilità del materiale, l'implementazione di rigorosi protocolli di sicurezza e spesso l'esecuzione di un processo di rilascio delle tensioni post-lavorazione. Il successo con il Teflon dipende meno dal taglio in sé e più dal controllo delle forze termiche e fisiche che lo fanno deformare, scorrere (creep) e rilasciare fumi pericolosi.
Le caratteristiche distintive del Teflon—la sua morbidezza, l'elevata dilatazione termica e il basso attrito—sono anche le sue maggiori sfide di lavorazione. Padroneggiare questo materiale richiede una strategia incentrata sulla minimizzazione del calore, sul fissaggio del pezzo senza distorsioni e sulla priorità assoluta della sicurezza dell'operatore.

La Sfida Principale: Gestire l'Instabilità del Materiale
La lavorazione del Teflon è fondamentalmente diversa dalla lavorazione dei metalli o anche di altre plastiche. Le proprietà uniche del materiale richiedono un cambio di mentalità dalla rimozione aggressiva del materiale alla sagomatura delicata e precisa, gestendo al contempo la sua intrinseca instabilità.
Il Problema della Dilatazione Termica
Il Teflon ha un coefficiente di dilatazione termica estremamente elevato. Ciò significa che si espande e si contrae in modo significativo anche con lievi variazioni di temperatura.
Il calore generato dal processo di taglio può far aumentare le dimensioni del pezzo, portando a dimensioni finali imprecise una volta che si raffredda a temperatura ambiente. Questa è una causa principale del mancato mantenimento di tolleranze strette.
Morbidezza, Scorrimento (Creep) e Deformazione
Il Teflon è eccezionalmente morbido e incline allo scorrimento da stress (stress creep), il che significa che si deformerà lentamente nel tempo se sottoposto a un carico costante.
Un serraggio eccessivo di una morsa o di un morsetto non solo rovinerà la superficie, ma può distorcere permanentemente il pezzo. Questa morbidezza lo rende anche suscettibile al vibrazione dell'utensile (tool chatter), che degrada la finitura superficiale.
Il Paradosso del Basso Attrito
La famosa scivolosità del materiale lo rende difficile da tenere saldamente per la lavorazione. Questo basso coefficiente di attrito può anche causare l'adesione e l'accumulo del materiale sull'utensile da taglio, specialmente se l'utensile non è abbastanza affilato.
Raffinamento del Vostro Approccio alla Lavorazione
Per contrastare le sfide intrinseche del Teflon, la vostra strategia finale deve concentrarsi su utensili specializzati, fissaggio attento del pezzo e trattamenti post-lavorazione.
La Selezione degli Utensili è Non Negoziabile
La scelta dell'utensile da taglio è fondamentale. L'obiettivo è tranciare il materiale in modo netto con minima generazione di attrito e calore.
Utilizzare sempre bordi di taglio estremamente affilati. Sia gli utensili in acciaio super rapido (HSS) che quelli in metallo duro possono funzionare, ma l'affilatura è più importante del materiale. Gli utensili dovrebbero avere un angolo di spoglia positivo (positive rake angle) per creare un'azione di taglio.
Per operazioni specifiche come la foratura, considerare utensili specializzati come le frese a spirale parabolica progettate per un'efficiente evacuazione dei trucioli nei materiali morbidi.
L'Importanza del Fissaggio
Fissare il pezzo richiede un equilibrio delicato. È necessario tenerlo abbastanza saldo da resistere alle forze di taglio ma abbastanza delicatamente da evitare la distorsione.
Utilizzare fissaggi con un'ampia superficie per distribuire uniformemente la pressione di serraggio. Evitare i contatti puntuali che possono incidere e deformare il materiale.
Rilascio delle Tensioni Post-Lavorazione
Anche con una tecnica perfetta, la lavorazione introduce tensioni interne in un pezzo di Teflon. Per le applicazioni che richiedono tolleranze strette e stabilità a lungo termine, è spesso necessario un ciclo di ricottura o di rilascio delle tensioni post-lavorazione.
Ciò comporta il riscaldamento del pezzo in un forno controllato a una temperatura specifica inferiore al suo punto di fusione e quindi il suo lento raffreddamento, consentendo alla struttura interna del materiale di rilassarsi in uno stato stabile.
Controlli Critici di Sicurezza e Ambientali
Non riuscire a gestire l'ambiente di lavorazione per il Teflon non è solo un problema di qualità; è un grave pericolo per la sicurezza.
Il Pericolo di Decomposizione Termica
Riscaldare il Teflon al di sopra dei 250°C (482°F) può causare la sua decomposizione, rilasciando gas altamente tossici e corrosivi. Questi fumi rappresentano un rischio significativo per la salute.
È assolutamente essenziale controllare le velocità e gli avanzamenti di taglio per prevenire il surriscaldamento. Non permettere mai che i trucioli scoloriscano a causa del calore.
Il Ruolo dei Refrigeranti
L'utilizzo di un sistema di refrigerazione a inondazione è un modo efficace per gestire il calore, lubrificare il taglio e impedire che i trucioli si attacchino all'utensile.
Se si lavora a secco, è necessario utilizzare parametri di taglio ancora più conservativi e disporre di un sistema per un'efficiente rimozione dei trucioli per prevenire l'accumulo di calore.
Ventilazione Adeguata e DPI
Un robusto sistema di ventilazione è obbligatorio per catturare eventuali fumi potenziali alla fonte. Gli operatori dovrebbero sempre indossare dispositivi di protezione individuale (DPI) appropriati, inclusi occhiali di sicurezza.
Lista di Controllo Finale per Pezzi in PTFE di Precisione
Per garantire che il vostro processo produca un risultato positivo, adattate la vostra revisione finale al vostro obiettivo principale.
- Se il vostro obiettivo principale è l'accuratezza dimensionale: La vostra verifica finale deve concentrarsi sulla gestione termica, assicurando che il vostro refrigerante sia efficace e considerando un ciclo di rilascio delle tensioni post-lavorazione.
- Se il vostro obiettivo principale è la finitura superficiale: La vostra verifica finale deve concentrarsi sull'affilatura dei vostri utensili da taglio e sulla rigidità del vostro fissaggio per eliminare le vibrazioni.
- Se il vostro obiettivo principale è la sicurezza e la ripetibilità: La vostra verifica finale deve essere quella di confermare che i parametri di taglio siano ben al di sotto della soglia di decomposizione termica e che tutti i sistemi di ventilazione funzionino perfettamente.
In definitiva, la lavorazione di successo del Teflon deriva dal rispetto delle proprietà del materiale piuttosto che dal combatterle.
Tabella Riassuntiva:
| Considerazione Chiave | Perché è Importante |
|---|---|
| Dilatazione Termica | Previene l'imprecisione dimensionale quando il pezzo si raffredda. |
| Utensili Affilati | Assicura un taglio netto, minimizza il calore e previene l'accumulo di materiale. |
| Fissaggio Delicato | Evita la deformazione permanente del pezzo dovuta alla pressione di serraggio. |
| Protocolli di Sicurezza | Mitiga il rischio di fumi tossici rilasciati se il materiale si surriscalda (>250°C/482°F). |
| Rilascio delle Tensioni Post-Lavorazione | Rilascia le tensioni interne per la stabilità dimensionale a lungo termine. |
Necessitate di Componenti in PTFE Lavorati di Precisione?
La lavorazione del Teflon secondo specifiche esatte richiede esperienza e processi specializzati. KINTEK produce componenti in PTFE di alta precisione—inclusi guarnizioni, rivestimenti e vetreria da laboratorio personalizzata—per i settori dei semiconduttori, medico, di laboratorio e industriale.
Diamo priorità alla produzione di precisione e gestiamo per voi le considerazioni critiche di dilatazione termica, rilascio delle tensioni e sicurezza, dai prototipi agli ordini ad alto volume.
Lasciate a noi la gestione delle complessità. Contattate oggi i nostri esperti per discutere i requisiti del vostro progetto.
Guida Visiva
Prodotti correlati
- Piccola bottiglia di reazione in PTFE Serbatoio per dissoluzione di campioni in Teflon resistente alla corrosione Contenitore per lo stoccaggio di fluoropolimeri stampato in un pezzo unico
- Reattore in Politetrafluoroetilene (PTFE) Personalizzabile e Pallone in Teflon Resistente alla Corrosione
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Sfere personalizzate in PTFE Teflon per applicazioni industriali avanzate
- Piccola bottiglia di reazione in PTFE resistente alla corrosione, serbatoio per campioni in Teflon stampato in un unico pezzo
Domande frequenti
- Come si comportano i contenitori in politetrafluoroetilene (PTFE) per quanto riguarda la permeazione dei gas? Approfondimenti degli esperti sull'assorbimento dei solventi
- Quali sono i limiti di temperatura per la bottiglia in PTFE? Garantire la sicurezza da -200°C a 260°C
- Quali sono le caratteristiche principali dei flaconi per reagenti in PTFE? Resistenza chimica superiore e durata
- Quali sono i vantaggi dell'utilizzo di bottiglie da laboratorio in PTFE? Resistenza chimica ineguagliabile per campioni critici
- Quali sono le proprietà chiave che rendono il Teflon ampiamente applicabile? Sblocca una resistenza chimica e termica senza pari



















