Ottenere tolleranze ristrette nella lavorazione a CNC del PTFE è un processo che richiede la gestione dell'instabilità intrinseca del materiale. Ciò richiede una combinazione di utensili estremamente affilati, parametri di taglio ottimizzati per ridurre al minimo il calore, sistemi di bloccaggio delicati e tecniche di stabilizzazione post-lavorazione come la ricottura per alleviare le sollecitazioni interne.
La sfida centrale non è tagliare il PTFE, ma controllare la sua elevata dilatazione termica, la morbidezza e la tendenza a fluire sotto sforzo. Il successo dipende più dalla gestione di queste proprietà del materiale che dall'operazione di taglio stessa.

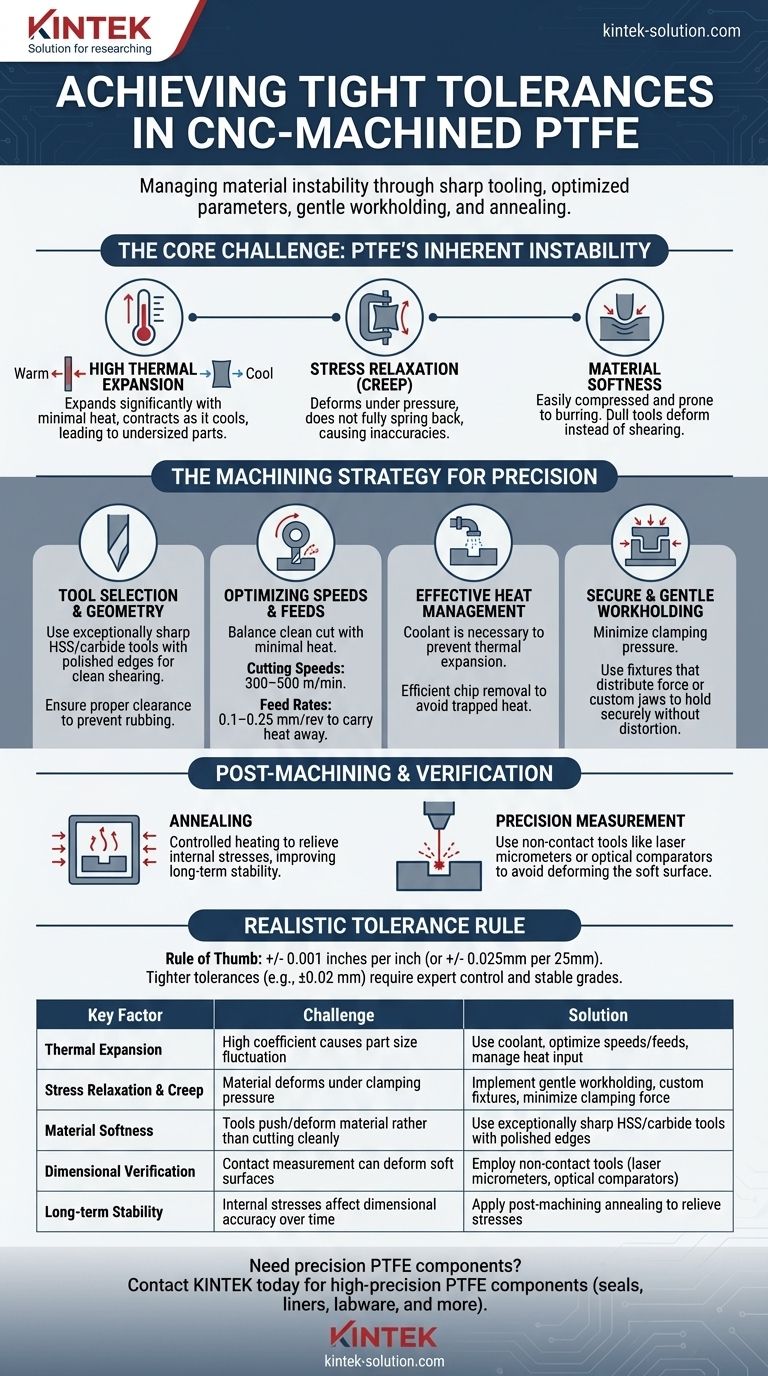
La Sfida Principale: L'Instabilità Intrinseca del PTFE
Per lavorare il PTFE con precisione, è necessario prima comprendere le proprietà che ne rendono difficile il controllo. Il materiale in sé è facile da tagliare, ma il suo comportamento fisico durante e dopo la lavorazione è ciò che complica il raggiungimento di tolleranze ristrette.
Elevata Dilatazione Termica
Il PTFE ha un coefficiente di dilatazione termica molto elevato. Anche il calore minimo generato durante il taglio farà espandere significativamente il materiale. Quando si raffredda fino alla temperatura ambiente, si contrarrà, il che significa che un pezzo misurato come corretto quando è caldo risulterà sottodimensionato una volta stabilizzato.
Rilassamento dello Sforzo e Flusso (Creep)
Il PTFE è soggetto al rilassamento dello sforzo, o "creep". Se si fissa il materiale troppo saldamente in una morsa o in un mandrino, questo si deformerà sotto la pressione. A differenza del metallo, non tornerà completamente alla sua forma originale dopo il rilascio della pressione, causando imprecisioni dimensionali.
Morbidezza del Materiale
La morbidezza del PTFE fa sì che venga facilmente compresso e sia soggetto alla formazione di bave. Gli utensili da taglio che non sono eccezionalmente affilati tenderanno a spingere e deformare il materiale anziché tagliarlo nettamente. Ciò si traduce in una scarsa finitura superficiale e rende quasi impossibile mantenere dimensioni precise.
La Strategia di Lavorazione per la Precisione
Una strategia di successo per la lavorazione del PTFE si concentra sulla mitigazione delle instabilità descritte in ogni fase del processo.
Selezione e Geometria degli Utensili
Utilizzare utensili eccezionalmente affilati. Gli utensili in acciaio super rapido (HSS) o in metallo duro sono efficaci, ma la loro condizione è fondamentale. Devono avere un tagliente affilato e lucidato per garantire un'azione di taglio pulita. Fornire un adeguato gioco dell'utensile è anche essenziale per evitare che l'utensile sfreghi contro il pezzo, generando calore.
Ottimizzazione di Velocità e Avanzamenti
L'obiettivo è bilanciare un taglio netto con un apporto minimo di calore.
- Velocità di Taglio: Velocità da moderate ad alte, tipicamente nell'intervallo di 300–500 m/min, sono efficaci.
- Velocità di Avanzamento: Velocità di avanzamento elevate di 0,1–0,25 mm/giro aiutano a produrre un truciolo più spesso che allontana il calore dal pezzo.
Gestione Efficace del Calore
Il controllo della temperatura è il fattore più importante. Per le operazioni ad alto contenuto termico, è necessaria l'applicazione di un refrigerante per prevenire che la dilatazione termica rovini l'accuratezza dimensionale. Anche la rimozione efficiente dei trucioli è cruciale, poiché i trucioli residui possono intrappolare il calore contro il pezzo.
Fissaggio Sicuro e Delicato
Per contrastare il rilassamento dello sforzo, la pressione di serraggio deve essere ridotta al minimo. Utilizzare fissaggi che distribuiscano la forza di serraggio su un'ampia area o impiegare ganasce personalizzate che si conformino alla forma del pezzo. L'obiettivo è tenere il pezzo saldamente senza comprimerlo o deformarlo.
Post-Lavorazione e Verifica
Il lavoro non è finito una volta che il taglio si interrompe. Spesso sono necessarie fasi post-lavorazione per garantire che il pezzo finale soddisfi le specifiche.
Il Ruolo della Ricottura
Per le tolleranze più ristrette, la ricottura post-lavorazione è spesso necessaria. Questo processo prevede il riscaldamento del pezzo in modo controllato per alleviare le sollecitazioni interne indotte durante la lavorazione. Ciò migliora significativamente la stabilità dimensionale a lungo termine del componente.
Misurazione di Precisione
Poiché il PTFE è morbido, gli strumenti di misurazione a contatto standard possono deformare la superficie e fornire letture imprecise. Si raccomandano vivamente strumenti di misurazione senza contatto, come micrometri laser o proiettori di profili, per garantire una vera verifica dimensionale.
Comprendere i Compromessi e i Limiti
Sebbene tolleranze ristrette siano raggiungibili, è fondamentale affrontare il PTFE con aspettative realistiche e una solida comprensione dei suoi limiti.
La Regola Pratica delle Tolleranze
Una regola pratica per il PTFE standard è una tolleranza di +/- 0,001 pollici per pollice di dimensione (o +/- 0,025 mm per 25 mm). Ottenere tolleranze più strette, come ±0,02 mm, è possibile ma richiede un controllo esperto del processo e spesso l'uso di gradi di PTFE rinforzati più stabili.
Progettare per il Materiale
I componenti in PTFE di maggior successo sono progettati tenendo conto delle proprietà del materiale, non contro di esse. Evitare caratteristiche inutilmente complesse o angoli interni acuti che possono concentrare lo stress. Ove possibile, progettare con le tolleranze più generose che la vostra applicazione può consentire.
Considerazioni sulla Sicurezza
La polvere di PTFE può essere pericolosa se inalata. Indossare sempre una maschera o lavorare il materiale sotto refrigerante per sopprimere la polvere e garantire un ambiente di lavoro sicuro.
Come Applicare Questo al Vostro Progetto
Il vostro approccio dovrebbe essere dettato dai requisiti specifici del vostro componente.
- Se la vostra priorità principale è la precisione estrema (±0,02 mm o inferiore): Il vostro processo deve includere la ricottura post-lavorazione, un controllo meticoloso del calore con refrigerante e metodi di ispezione senza contatto.
- Se la vostra priorità principale sono i componenti funzionali generici: Saranno sufficienti le pratiche standard con utensili affilati, velocità ottimizzate e serraggio delicato, ma progettate sempre tenendo conto dei cambiamenti termici.
- Se state prototipando un nuovo design: Iniziate con tolleranze generose per ridurre i costi e la complessità, e stringetele solo sulle caratteristiche dove è assolutamente critico per la funzione.
Rispettando le proprietà uniche del materiale e implementando un processo controllato, è possibile produrre in modo affidabile componenti in PTFE accurati e stabili.
Tabella Riassuntiva:
| Fattore Chiave | Sfida | Soluzione |
|---|---|---|
| Dilatazione Termica | L'alto coefficiente causa fluttuazioni dimensionali del pezzo | Utilizzare refrigerante, ottimizzare velocità/avanzamenti, gestire l'apporto di calore |
| Rilassamento dello Sforzo e Flusso | Il materiale si deforma sotto la pressione di serraggio | Implementare sistemi di bloccaggio delicati, fissaggi personalizzati, ridurre al minimo la forza di serraggio |
| Morbidezza del Materiale | Gli utensili spingono/deformano il materiale anziché tagliarlo nettamente | Utilizzare utensili HSS/metallo duro eccezionalmente affilati con bordi lucidati |
| Verifica Dimensionale | La misurazione a contatto può deformare le superfici morbide | Impiegare strumenti senza contatto (micrometri laser, proiettori di profili) |
| Stabilità a Lungo Termine | Le sollecitazioni interne influiscono sull'accuratezza dimensionale nel tempo | Applicare la ricottura post-lavorazione per alleviare le sollecitazioni |
Avete bisogno di componenti in PTFE di precisione che soddisfino le vostre specifiche esatte?
In KINTEK, siamo specializzati nella produzione di componenti in PTFE di alta precisione (guarnizioni, rivestimenti, vetreria da laboratorio e altro) per i settori dei semiconduttori, medicale, di laboratorio e industriale. La nostra esperienza nella gestione delle proprietà uniche del PTFE garantisce che i vostri pezzi raggiungano tolleranze ristrette con eccezionale stabilità dimensionale.
Combiniamo strategie di utensili affilati, parametri di taglio ottimizzati e tecniche di stabilizzazione post-lavorazione per fornire componenti che funzionano in modo affidabile nelle vostre applicazioni più esigenti. Dai prototipi alla produzione ad alto volume, privilegiamo la precisione in ogni fase.
Contatta KINTEK oggi stesso per discutere le tue esigenze di lavorazione del PTFE e lascia che i nostri esperti forniscano i componenti di precisione che il tuo progetto richiede.
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Disco di dispersione PTFE per alimenti e cosmetici, pala di agitazione larga antiaderente e resistente alla corrosione, girante personalizzabile
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
Domande frequenti
- È possibile personalizzare i componenti in PTFE lavorato? Ottieni soluzioni di precisione per applicazioni esigenti
- I componenti in PTFE possono essere personalizzati in base a requisiti specifici? Ottieni componenti in PTFE personalizzati di precisione
- Cosa rende il PTFE lavorato adatto alle applicazioni industriali? Prestazioni ineguagliabili in condizioni estreme
- Quali opzioni di personalizzazione sono disponibili per i materiali PTFE? Personalizza le prestazioni per la tua applicazione
- Come vengono prodotti tipicamente i contenitori e le apparecchiature da laboratorio in PTFE? All'interno del processo di lavorazione meccanica di precisione



















