Il modo più efficace per gestire la dilatazione termica durante la lavorazione del PTFE è implementare una strategia sfaccettata che minimizzi la generazione di calore, rimuova attivamente qualsiasi calore creato e riduca lo stress meccanico sul pezzo. Ciò comporta una combinazione attenta di utensili affilati, parametri di taglio ottimizzati, abbondante applicazione di refrigerante e tecniche di bloccaggio adeguate. Il successo non dipende da un singolo trucco, ma da un approccio olistico che rispetti le proprietà uniche del materiale.
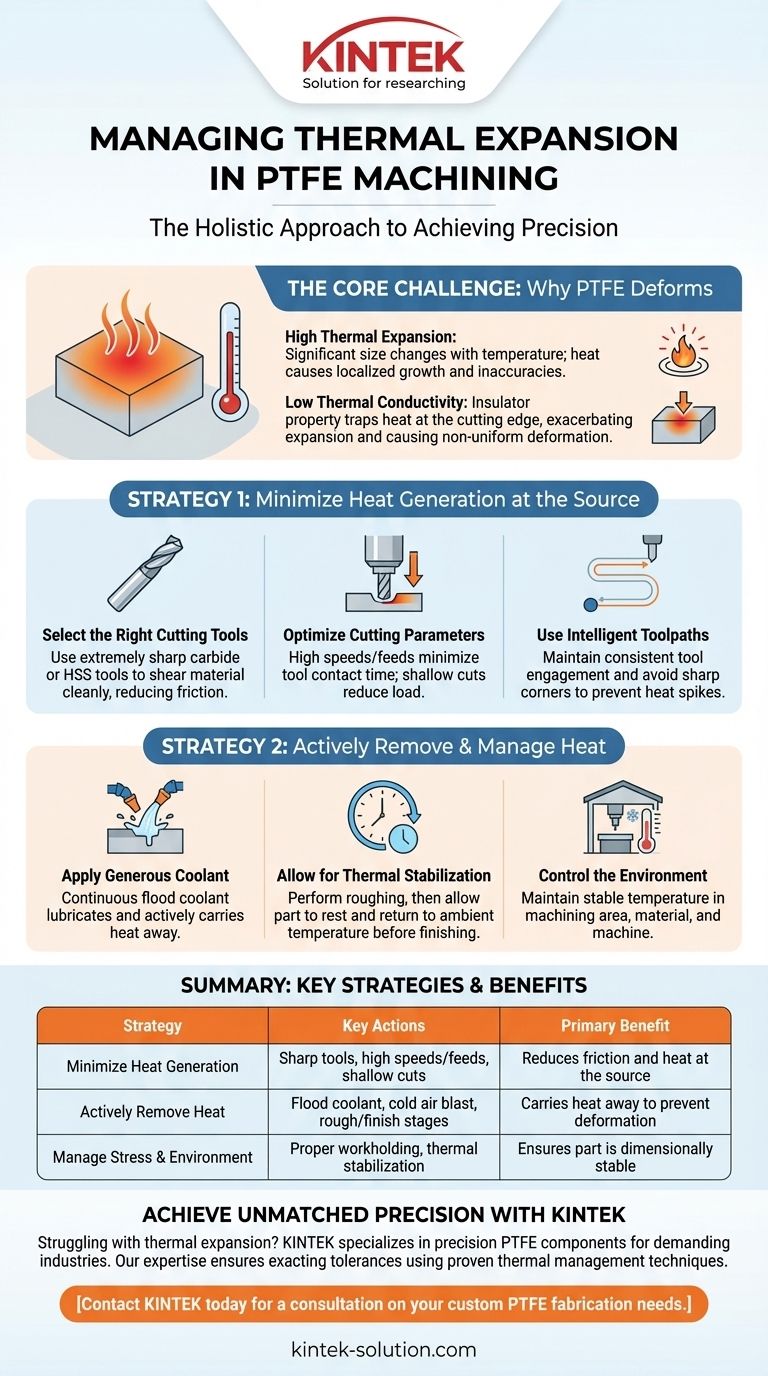
La sfida principale nella lavorazione del PTFE è il suo alto coefficiente di dilatazione termica combinato con la sua bassa conducibilità termica. Ciò significa che si espande notevolmente quando riscaldato, e quel calore rimane localizzato, causando deformazioni imprevedibili e rendendo difficile mantenere tolleranze strette.

La Sfida Principale: Perché il PTFE si Deforma
Le proprietà del PTFE creano una serie unica di sfide di lavorazione. Comprendere il "perché" dietro il suo comportamento è il primo passo per controllarlo.
Elevata Dilatazione Termica
Il PTFE si espande e si contrae con i cambiamenti di temperatura molto più dei metalli o di altre plastiche. Il calore generato da un utensile da taglio farà crescere il materiale nell'area immediata, portando a un taglio inaccurato. Quando il pezzo si raffredda, si restringerà a una dimensione diversa da quella prevista.
Bassa Conducibilità Termica
A differenza dei metalli che dissipano rapidamente il calore in tutto il materiale, il PTFE agisce come un isolante. Il calore generato sul tagliente non si diffonde; si concentra in una piccola area. Questo accumulo di calore localizzato esacerba il problema della dilatazione termica, causando una deformazione focalizzata e non uniforme.
Strategia 1: Minimizzare la Generazione di Calore alla Fonte
L'approccio più efficace è prevenire l'accumulo di calore in primo luogo. Ciò si ottiene riducendo l'attrito e lo stress nel punto di taglio.
Selezionare gli Utensili da Taglio Giusti
L'utensile è la tua prima linea di difesa. Una scelta sbagliata dell'utensile genererà attrito e calore eccessivi, indipendentemente dalle impostazioni della macchina.
Utilizzare utensili da taglio estremamente affilati, preferibilmente in metallo duro o acciaio super rapido (HSS). Un bordo affilato trancia il materiale in modo netto anziché spingerlo, il che riduce drasticamente l'attrito. Le scanalature lucidate aiutano ulteriormente una fluida evacuazione dei trucioli.
Ottimizzare i Parametri di Taglio
Velocità e avanzamenti controllano direttamente l'energia – e quindi il calore – immessa nel pezzo.
Puntare a alte velocità di taglio (200-1000 m/min) abbinate ad alti avanzamenti. Questa combinazione consente all'utensile di muoversi rapidamente attraverso il materiale, riducendo al minimo il tempo in cui un singolo punto è soggetto ad attrito. Al contrario, un utensile che gira velocemente ma avanza lentamente (basso avanzamento) sfrega e genera calore significativo.
Adottare una profondità di taglio ridotta. Ciò riduce la quantità di materiale rimosso in un dato momento, abbassando il carico sull'utensile e minimizzando la generazione di calore.
Utilizzare Percorsi Utensile Intelligenti
Il modo in cui l'utensile si muove è importante tanto quanto la sua velocità. Il software CAM moderno consente percorsi utensile che prevengono picchi di calore.
Utilizzare strategie che mantengano un impegno costante dell'utensile, come la fresatura trocoidale. Evitare gli angoli acuti dove l'utensile può indugiare e accumulare calore.
Strategia 2: Rimuovere e Gestire Attivamente il Calore
Poiché una certa generazione di calore è inevitabile, la seconda parte della strategia consiste nel rimuoverlo dal pezzo e dall'utensile nel modo più efficiente possibile.
Applicare un Refrigerante Abbondante
Il refrigerante a inondazione è molto efficace per il PTFE. Un flusso continuo di refrigerante svolge due scopi critici: lubrifica l'interfaccia di taglio per ridurre l'attrito e, cosa più importante, asporta attivamente il calore sia dall'utensile che dal pezzo prima che possa causare espansione.
Consentire la Stabilizzazione Termica
Per i pezzi che richiedono la massima precisione, la lavorazione a stadi è una tecnica collaudata.
Eseguire una passata di "sgrossatura" per rimuovere la maggior parte del materiale. Quindi, consentire al pezzo di riposare e tornare alla temperatura ambiente prima di eseguire una passata di "finitura" leggera e finale. Ciò assicura che il taglio finale venga eseguito su un pezzo dimensionalmente stabile.
Controllare l'Ambiente
Nelle applicazioni con requisiti di tolleranza estremi, la temperatura dell'intero ambiente di lavorazione dovrebbe essere stabile. Un'officina a temperatura controllata assicura che la materia prima, la macchina e il pezzo finale siano tutti misurati e tagliati in uno stato termico coerente.
Comprendere i Compromessi
Padroneggiare il PTFE richiede di riconoscere i suoi limiti intrinseci e i compromessi coinvolti nella sua lavorazione.
Velocità vs. Precisione
Sebbene le alte velocità possano essere efficaci, spingere per la massima velocità di rimozione del materiale aumenterà sempre il rischio di deformazione termica. Per le caratteristiche critiche, rallentare e utilizzare tagli più leggeri produrrà quasi sempre un risultato più accurato.
Bloccaggio vs. Integrità del Pezzo
Il PTFE è morbido e facilmente comprimibile. Serrare eccessivamente una morsa o dei morsetti deformerà il materiale prima ancora che venga effettuato un taglio. Questo stress pre-caricato, combinato con la dilatazione termica, può portare a gravi imprecisioni. Utilizzare una pressione di serraggio bassa e distribuita uniformemente.
Refrigerante vs. Contaminazione
Per le applicazioni mediche o alimentari, i refrigeranti liquidi potrebbero non essere ammessi. In questi casi, un getto di aria fredda è un'ottima alternativa. Fornisce un raffreddamento efficace senza introdurre contaminanti. Tuttavia, offre meno lubrificazione, quindi utensili affilati e parametri ottimizzati diventano ancora più critici.
Fare la Scelta Giusta per il Tuo Obiettivo
La strategia ideale dipende interamente dai requisiti del pezzo finale. Usa questi principi per guidare il tuo approccio.
- Se la tua priorità principale è ottenere le tolleranze più strette possibili: Dai la precedenza a un processo di lavorazione a due stadi (sgrossatura, raffreddamento, finitura) e utilizza un refrigerante abbondante in un ambiente a temperatura controllata.
- Se la tua priorità principale è l'efficienza produttiva: Utilizza utensili in metallo duro rivestiti estremamente affilati con refrigerante a inondazione ad alta pressione per massimizzare le velocità di taglio e l'evacuazione dei trucioli.
- Se la tua priorità principale è la lavorazione per un'applicazione sensibile (es. medica): Opta per la lavorazione a secco utilizzando un getto di aria fredda per il raffreddamento, e accetta che i tempi ciclo saranno più lunghi per garantire l'integrità del pezzo.
Il successo con il PTFE deriva dal trattarlo non come un materiale difficile, ma come un materiale unico che richiede una strategia di lavorazione ponderata e deliberata.
Tabella Riassuntiva:
| Strategia | Azioni Chiave | Beneficio Principale |
|---|---|---|
| Minimizzare la Generazione di Calore | Utensili in metallo duro affilati, alte velocità/avanzamenti, tagli poco profondi | Riduce l'attrito e il calore alla fonte |
| Rimuovere Attivamente il Calore | Refrigerante a inondazione, getto d'aria fredda, stadi di sgrossatura/finitura | Asporta il calore per prevenire la deformazione |
| Gestire Stress e Ambiente | Bloccaggio corretto, stabilizzazione termica | Assicura che il pezzo sia dimensionalmente stabile durante e dopo la lavorazione |
Ottieni una Precisione Ineguagliabile nei Tuoi Componenti in PTFE
Hai problemi con la dilatazione termica e l'instabilità dimensionale nei tuoi pezzi in PTFE lavorati? Le strategie delineate sopra sono fondamentali per il nostro processo di produzione presso KINTEK. Siamo specializzati nella lavorazione di precisione di componenti in PTFE—da guarnizioni e rivestimenti personalizzati a complessi vetreria da laboratorio—per i settori più esigenti, inclusi semiconduttori, applicazioni mediche e di laboratorio.
La nostra esperienza assicura che i tuoi prototipi e gli ordini ad alto volume siano prodotti con le tolleranze esatte che richiedi. Lascia che applichiamo le nostre tecniche collaudate di gestione termica al tuo progetto.
Contatta KINTEK oggi stesso per una consulenza sulle tue esigenze di fabbricazione personalizzata in PTFE.
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Boccola in PTFE personalizzabile per applicazioni industriali avanzate
Domande frequenti
- Quali sono alcune applicazioni comuni del PTFE lavorato? Sfruttare le sue proprietà uniche per applicazioni impegnative
- Come si comportano i contenitori in politetrafluoroetilene (PTFE) per quanto riguarda la permeazione dei gas? Approfondimenti degli esperti sull'assorbimento dei solventi
- Perché il PTFE lavorato è popolare nel campo medico? Biocompatibilità e precisione ineguagliabili
- Cosa rende il PTFE lavorato adatto alle applicazioni industriali? Prestazioni ineguagliabili in condizioni estreme
- È possibile personalizzare i componenti in PTFE lavorato? Ottieni soluzioni di precisione per applicazioni esigenti



















