Per ridurre la formazione di bave durante la lavorazione del PTFE, è necessario utilizzare utensili da taglio estremamente affilati con un angolo di spoglia positivo, gestire il calore con velocità e refrigerante appropriati e utilizzare pressioni di taglio leggere. Poiché il PTFE è morbido e si deforma facilmente sotto calore e stress, l'obiettivo è tranciare il materiale in modo netto piuttosto che spingerlo via.
La sfida principale con il PTFE è la sua tendenza a deformarsi e fondere anziché scheggiarsi come un metallo. Prevenire le bave richiede di spostare la mentalità da una rimozione aggressiva del materiale a una strategia di taglio preciso e a basso stress che rispetti la morbidezza intrinseca del materiale e la sua elevata dilatazione termica.

Perché la Lavorazione del PTFE Richiede un Approccio Unico
Il politetrafluoroetilene (PTFE) non è una plastica tipica. Le sue proprietà uniche lo rendono facile da tagliare ma difficile da tagliare in modo netto e preciso. Comprendere questi tratti è il primo passo per eliminare le bave.
L'Impatto della Morbidezza del Materiale
Il PTFE ha una bassa densità ed è eccezionalmente morbido. Un bordo dell'utensile smussato non trancia il materiale; lo spinge semplicemente, facendolo deformare ed allungare. Questa deformazione plastica è la causa principale delle bave.
Il Ruolo Critico della Dilatazione Termica
Il PTFE ha uno dei coefficienti di dilatazione termica più elevati tra i polimeri. Anche una piccola quantità di calore generata dall'attrito da taglio farà espandere significativamente il materiale. Ciò può portare ad imprecisioni dimensionali e far sì che il materiale si impasti sull'utensile, con conseguente finitura scadente.
La Sfida dello Stress e del Bloccaggio
Il materiale è suscettibile allo scorrimento viscoso (stress creep) e alla deformazione sotto pressione. Serrare eccessivamente una morsa o un morsetto comprimerà il pezzo. Quando il taglio è finito e la pressione viene rilasciata, il materiale tornerà indietro, rovinando l'accuratezza dimensionale e spesso creando bave sui bordi.
Un Quadro Tecnico per la Lavorazione del PTFE Senza Bave
Ottenere una finitura pulita richiede un controllo attento degli utensili, dei parametri e del bloccaggio del pezzo. Ogni elemento deve essere ottimizzato per minimizzare calore e stress meccanico.
La Scelta dell'Utensile è Non Negoziabile
La tua difesa principale contro le bave è l'utensile da taglio stesso. Utilizzare solo utensili eccezionalmente affilati e lucidati. Un bordo levigato a specchio taglia il materiale con una pressione minima.
Gli utensili in HSS (Acciaio Rapido) o in carburo non rivestito sono efficaci. La geometria dovrebbe avere un angolo di spoglia positivo elevato per promuovere un'azione di tranciatura netta.
Calibrazione di Velocità e Avanzamenti
È necessario bilanciare la velocità per evitare due problemi diversi. Troppo lenta, e l'utensile può "arare" attraverso il materiale; troppo veloce, e si genera un calore eccessivo che provoca la fusione.
Mantenere velocità di taglio tra 200 e 1000 m/min. Per la migliore finitura superficiale, utilizzare una velocità di avanzamento più lenta per ridurre le forze di taglio e migliorare il controllo.
L'Importanza del Refrigerante
L'applicazione di una generosa quantità di refrigerante è fondamentale. Il suo compito principale non è la lubrificazione, ma l'evacuazione del calore. Mantenendo freschi il pezzo e l'utensile, si previene la dilatazione termica e si impedisce al PTFE di diventare gommoso nel punto di taglio.
Profondità di Passata ed Evacuazione del Truciolo
Utilizzare una profondità di passata ridotta. Una buona regola è non superare un terzo del diametro dell'utensile. Questo minimizza le forze di taglio esercitate sul materiale, riducendo la deformazione.
Anche una corretta evacuazione del truciolo è essenziale per prevenire il ri-taglio, che genera più calore e rovina la finitura superficiale.
Errori Comuni da Evitare
Anche con la configurazione corretta, errori comuni possono compromettere i risultati. Esserne consapevoli è fondamentale per un successo costante.
Serrare Eccessivamente il Pezzo
Questa è la fonte più comune di errori dimensionali. È necessario fissare il pezzo appena abbastanza da tenerlo per il taglio. Applicare una pressione di bloccaggio eccessiva deformerà il materiale, portando a un pezzo impreciso una volta rilasciato.
Ignorare l'Usura dell'Utensile
Un bordo affilato su un utensile si smussa rapidamente quando si taglia qualsiasi materiale. Con il PTFE, anche un utensile leggermente usurato inizierà a spingere il materiale invece di tagliarlo. Ispezionare frequentemente gli utensili e sostituirli o riaffilarli al primo segno di usura.
Fare Affidamento sulla Post-Lavorazione
Sebbene tecniche come la sabbiatura o la micro-lucidatura possano rimuovere le bave in seguito, dovrebbero essere considerate un passaggio secondario. Fare affidamento su di esse come soluzione primaria significa che il processo di lavorazione di base non è ottimizzato, con conseguente perdita di tempo e potenziale compromissione della tolleranza del pezzo.
Trascurare la Sicurezza
Durante la lavorazione possono essere generate polveri fini di PTFE. Se inalate, sono un pericolo per la salute. Lavorare sempre in un'area ben ventilata, utilizzare refrigerante per sopprimere la polvere o indossare una maschera appropriata.
Fare la Scelta Giusta per il Tuo Obiettivo
La tua strategia specifica potrebbe cambiare leggermente a seconda della priorità finale per il pezzo.
- Se la tua priorità principale è la migliore finitura superficiale possibile: Dai priorità a utensili estremamente affilati e lucidati, utilizza velocità di avanzamento più lente e applica abbondante refrigerante.
- Se la tua priorità principale è mantenere le tolleranze più strette: Concentrati sulla gestione del calore con il refrigerante e utilizza la pressione di bloccaggio più leggera possibile per evitare la deformazione del pezzo.
- Se la tua priorità principale è un maggiore tasso di rimozione del materiale: Utilizza utensili in carburo affilati all'estremità superiore dell'intervallo di velocità consigliato, ma preparati a bave minori che potrebbero richiedere una passata di finitura o una leggera sbavatura.
In definitiva, padroneggiare la lavorazione del PTFE significa trattarlo con precisione e un tocco leggero, assicurando che ogni taglio sia una tranciatura netta.
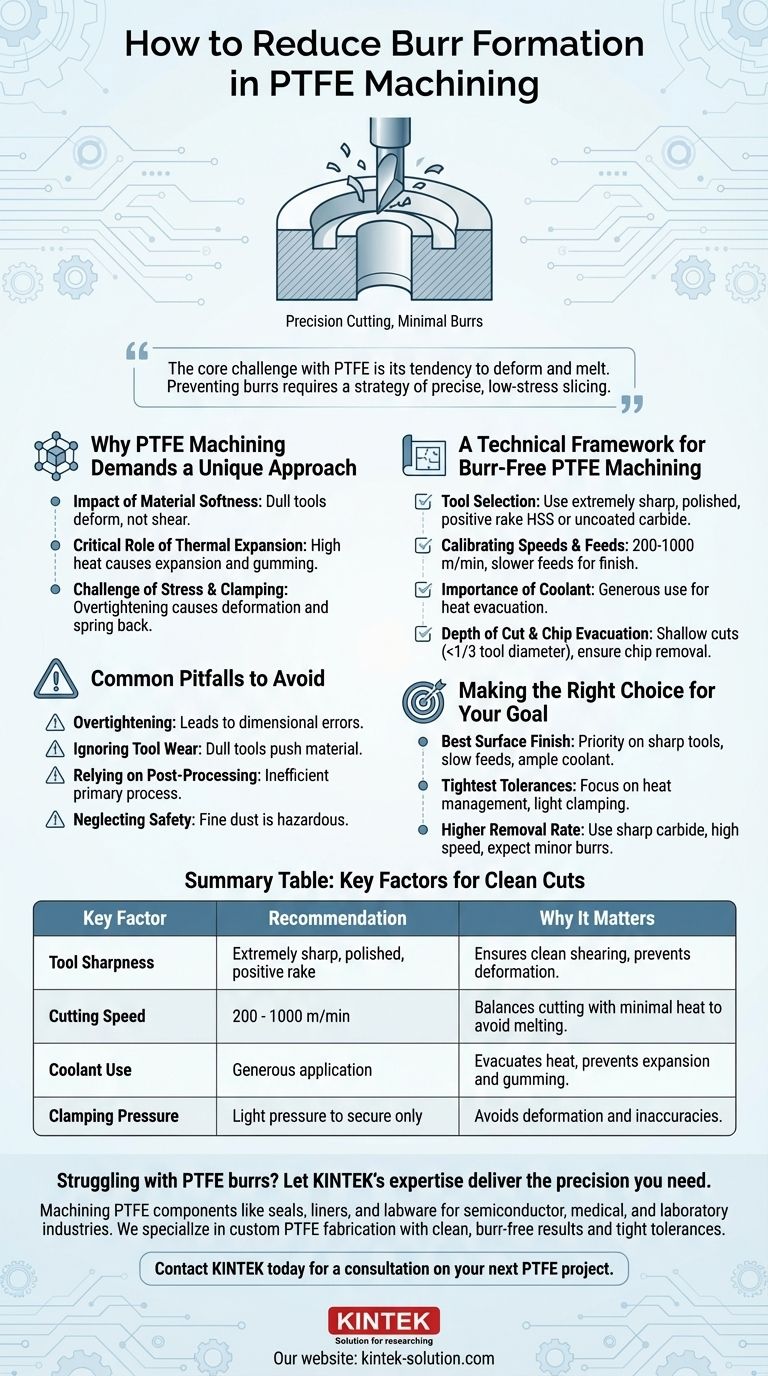
Tabella Riassuntiva:
| Fattore Chiave | Raccomandazione | Perché è Importante |
|---|---|---|
| Affilatura dell'Utensile | Utensili estremamente affilati e lucidati con angolo di spoglia positivo | Assicura una tranciatura netta invece di spingere il materiale, prevenendo la deformazione. |
| Velocità di Taglio | 200 - 1000 m/min | Bilancia il taglio efficiente con una minima generazione di calore per evitare la fusione. |
| Uso del Refrigerante | Applicazione generosa per l'evacuazione del calore | Previene la dilatazione termica e che il materiale diventi gommoso. |
| Pressione di Bloccaggio | Pressione leggera per fissare solo il pezzo | Evita la deformazione del pezzo che porta a imprecisioni e bave al rilascio. |
Hai problemi con le bave del PTFE? Lascia che l'esperienza di KINTEK ti fornisca la precisione di cui hai bisogno.
La lavorazione di componenti in PTFE come guarnizioni, rivestimenti e vetreria per i settori dei semiconduttori, medico e di laboratorio richiede una profonda comprensione delle proprietà del materiale. In KINTEK, siamo specializzati nella fabbricazione personalizzata di PTFE, dai prototipi agli ordini ad alto volume, utilizzando tecniche che privilegiano risultati puliti, senza bave e tolleranze ristrette.
Il nostro team sfrutta utensili affilati, parametri precisi e una meticolosa gestione del calore per garantire che i tuoi pezzi soddisfino i più alti standard. Smetti di combattere le bave e inizia a ottenere prestazioni affidabili.
Contatta KINTEK oggi stesso per una consulenza sul tuo prossimo progetto in PTFE.
Guida Visiva
Prodotti correlati
- Sistema di Filtrazione Personalizzato in PTFE Resistente agli Acidi Grado Semiconduttore ad Alta Purezza per Processi Chimici
- Rubinetto in PTFE ad alta resistenza alla corrosione - Valvola in politetrafluoroetilene per serbatoi di stoccaggio chimici e sistemi di trasferimento fluidi - Qualità industriale personalizzabile
- Sistema di filtrazione sotto vuoto PTFE PFA resistente alla corrosione, personalizzabile, dispositivo infrangibile per laboratorio
- Filtro Corrosione Resistente in PTFE con Connessioni Valvola PFA e Piastra Setto Integrata
- Siringa in PTFE da 50 ml resistente alle alte temperature e agli agenti chimici, iniettore Teflon personalizzato con guarnizione filettata per l'analisi delle tracce
Domande frequenti
- Perché i filtri in politetrafluoroetilene (PTFE) sono preferiti per le applicazioni farmaceutiche e di bioprocessing di laboratorio?
- In che modo l'idrofobicità dei filtri in PTFE ne avvantaggia l'uso? Garantire un flusso di gas ininterrotto e la filtrazione dei solventi
- Quali dimensioni e opzioni di porosità sono disponibili per i filtri in PTFE? Scegli il filtro giusto per la tua applicazione
- Quali sostanze chimiche sono completamente compatibili con i filtri in PTFE? Scopri una resistenza chimica senza pari
- Cosa rende i sistemi di filtrazione in PTFE vantaggiosi per l'uso industriale e scientifico? Stabilità chimica e termica senza pari



















